影响精馏塔工艺操作的因素
2021-03-03李玉玺
李玉玺
摘 要:在化工产业的进步发展中,精馏塔作为化工生产的重要组成部分,其工艺操作决定着生产经营的基本质量,需要在生产过程中多加注重影响精馏塔工艺的各种因素。本文将简要概述精馏塔工艺操作原理,并以此分析影响精馏塔工艺操作的几方面因素,以期为增强精馏塔工艺生产效益提出一些建议。
关键词:精馏塔;工艺操作;影响因素
引言:在实际的精馏塔操作过程中会受到多种因素的影响,导致精馏塔工艺的操作效率和稳定性下降,影响到精馏塔工艺的质量,需要对精馏塔工艺操作影响因素进行研究,采取保障精馏塔工艺操作高效运行的措施。
1精馏塔工艺操作原理
在石油化工生产中精馏塔的应用较为常见,其工艺原理是将部分液体混合物进行汽化,之后将产生出的一部分蒸汽进行冷凝操作,在塔内反复进行汽化和冷凝的过程,使混合物中的组分相继分离。其本质是利用物质沸点的不同,在汽化过重中升高温度,低沸点的物质就会提前汽化,而在冷凝过程中,高沸点的物质则会提前冷凝,通过这样的工艺原理来使物质进行初步分离,反复操作就可以达到对烃类混合物的分离提纯。精馏塔工作原理是通过两塔蒸馏甲醇水后,不断提高其浓度,将诸多杂质排除出去,在加热蒸发、冷凝和回流后,就能得到浓度更高的甲醇。
2精馏塔工艺操作影响因素
在精馏塔工艺操作中,生产过程中会受到物料平衡关系、回流比因素、进料工况等几点因素的影响。这些因素都可能使精馏塔工艺的效率降低,产品质量下降,需要着重进行分析和探讨。
2.1物料平衡
在精馏塔工艺操作中,物料平衡是影响整个系统平衡的重要因素之一,也是精馏塔工艺三大平衡之一,是从宏观层面上进行调节物料平衡的。在工艺操作过程中是无法随意改变进塔的原料流量、塔顶馏的出流量以及塔釜残液流量,否则将会改变精馏塔进出组分量的平衡,致使精馏塔内平衡出现变化,从而造成操作波动,影响最终的分离效果。
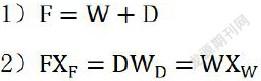
精馏塔系统中物料平衡公式如下:
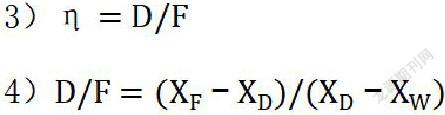
其中在式1)表示的是总物料平衡;式2)表示的是轻组分。式中,F表示进塔原料的流量;D表示塔顶馏出液流量;W表示塔釜残存液流量。从式1)可得,针对定量的原液料,在确定F和XF量的基础上,只需要确认XP和XW便可计算出塔顶顶部馏出液液量,也可以计算出W的数值,计算公式如下:
式中XF表示进料内轻组分所具有的摩尔分数;XD表示塔顶部馏液中轻组分所具有的摩尔分数;XW表示塔釜内轻组分所具有的摩尔分数。根据式3)和4)可以证明上述工艺操作中是无法对精馏塔材料总量增加或减少分析是正确的,F、D、W三个数值的变化将会导致塔内进出流量出现不平衡的现象,最终影响分离效果。为了保持精馏塔内的物料平衡,操作人员可以通过实时监测塔底液位进行控制来實现,保持精馏塔内物料平衡是精馏塔稳态操作的基础,确保塔顶和塔底产品的稳定性[1]。
2.2回流比
精馏塔生产过程中,经常会遇到为了满足产品的质量要求,需要在操作中对回流比大小进行调整。在加大塔顶馏份重组份含量的情况下,需要将重组分占比降低,可以通过加大回流比来实现,确保生产产品质量。
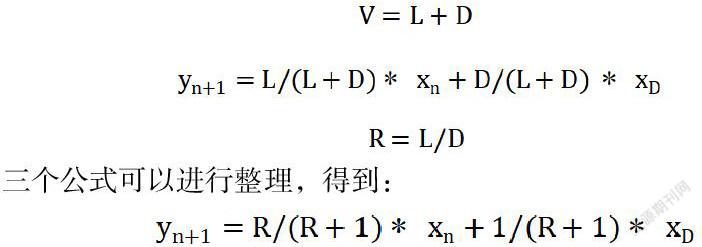
可以说回流比对精馏生产的产品质量是可以进行调节和控制的,回流比的产品质量与精馏效率有着一定关系,其关系式如下:
三个公式可以进行整理,得到:
式中V代表精馏段内上升蒸汽的流量;L代表精馏段内回流液流量;yn+1表示自从n+1板上升到第n板的蒸汽中轻组分的摩尔分数;xn代表自从n+1板回流到第n板的液体中轻组分的摩尔分数,另外x和y也可以表达质量分数;R则代表回流比。
根据公式计算和分析,可以清楚得到当回流比减小时,所需的板数就会增加;当回流比增大时,所需的板数就会减少,精馏的产品质量能够得到有效控制,不过当回流量增大时,塔内压会发生明显的增加,精馏产品的纯度有所增加,而当回流量减小时,塔内压会明显降低,反而会使精馏产品的纯度变低。当xD的数值减小、xW的数值就会相应的增加,这些数值的变化表明精馏塔稳定性不足,可能会导致分离效果变差。另外回流量增大会使塔内的汽循环量增大,会加大塔内物料循环量,使加热蒸汽量与冷剂量投入加大,若回流量过大,也可能发生液泛、淹塔现象,导致精馏塔无法进行正常的工作。
回流比的调节控制可以采取三种措施。第一种是减少塔顶采出量,加大回流比。第二种方法是在回流贮槽中进行强制回流,可以将回流量暂时加大而提高回流比,但不能抽空回流贮槽。第三种,若塔顶使用分凝器,则可以将其冷剂用量加大,从而增加凝液量,致使回流比加大。不过在馏出液采出率有规定条件的情况下,只是增加回流比并不一定能够有效降低塔顶采出量,还会使蒸发量和冷凝量加大,这需要操作人员注意[2]。
2.3进料量
进料量的多少自然也会影响精馏塔工艺操作。当进料量增加时,塔内的蒸汽上升速度接近液泛时,此时的传质效果最佳。而超过液泛限制就会导致精馏塔无法进行正常的工作。当进料量减少时,塔内的蒸汽上升速度自然也会变缓,影响传质效果,如果进料量过低将可能导致漏液现象。在实际生产过程中,进料量出现变化,相应的冷凝剂和加热剂的流量也需要随之调节,进料量的变化对于塔顶和塔釜的温度影响较小。需要注意的是进料量变化范围超过塔顶冷凝器的塔釜再沸器的负荷时,将会影响精馏塔顶和塔底的气液平衡,严重影响产品质量,必须要严格管控进料量,杜绝此种情况的发生。
2.4进料状态
精馏塔进料状态包括饱和气、饱和液、过热气、冷进料以及气液混合物五种情况。在固定进料塔中进料状态的改变将会对产品质量造成影响,可能会引发馏出液与釜残液组成的改变。需要及时进行调节,可以通过改变进料位置适当调节回流比。在精馏塔中也会设置多个进料位置,来适应不同进料状态的需求。
进料状态也包括进料的组分形式,比如进料中易蒸发组分的增加,也需增加提馏段的塔板数量进行应对。若进料中难蒸发的组分增加了,就需要适当减少提馏段的塔板数量。进料组分的差异一般也会采用改变进料位置的方法进行,或是通过调整热源与冷凝剂剂量来保持产品质量。
2.5进料温度
进料温度发生变化会在很大程度上影响精馏工艺操作,进料温度较低将会加大加热釜热负荷,从而降低塔顶冷凝器冷负荷。而进料温度较高,则会降低加热釜热负荷,加大冷凝器冷负荷。进料温度在工艺生产中可能会出现较大波动,从而对整个塔的温度产生影响,改变气液平衡甚至影响到进料状态,对产品质量和物料平衡造成严重影响。因此,需要对进料温度进行管控,通常情况下将饱和液在精馏段和提馏段的位置表示为1,而饱和气的进料位置表示为0。在生产过程中,若只有进料温度发生变化,便会引起精馏段和提馏段操作点的位移变化,可得到公式如下:
式中xF表示进料中轻组分的摩尔分数或质量分数;q代表精馏段和提溜段操作线交点的位移。在q出现变化后,精馏塔的塔板位置也会随之发生变化,塔板数量也就需要改变。在塔板位置固定的情况下,进料温度的变化将会导致产品质量的改变。与控制进料状态相同,在精馏塔上增加多处进料位置是应对生产过程总出现各类情况的有效方法,能够保障产品的质量[3]。
结论:精馏塔工艺操作对生产产品的质量和效率有着较大影响,而影响精馏塔工艺操作的因素也有很多,为保证工艺生产的稳定运行,分析精馏塔工艺操作中的物料平衡、回流比、进流量、进流状态、进流温度,对其中各类影响因素进行科学管控,合理设置进料位置,能够保障精馏塔工艺操作的高效运行。
参考文献:
[1]余涛.甲醇精馏工艺参数的优化探究[J].中国设备工程,2021(01):156-157.
[2]蔡功勋.精馏塔工艺操作影响因素分析[J].化工设计通讯,2020,46(11):43-44.
[3]陈环琴,廖江芬.探讨精馏塔工艺操作影响因素[J].科学技术创新,2020(12):37-38.
