流水线上机械手克隆转换开关改性塑料的选择
2021-03-01文根保文莉史文
文根保,文莉,史文
(1.中国航空工业集团公司航宇救生装备有限公司,湖北 襄阳 441002;2.澳大利亚悉尼大学,澳大利亚 悉尼 2194)
转换开关是工业生产自动流水线上机械手中的一种运动转换装置,每条流水线共有48套或36套机械手。转换开关是依靠气动使得机械手作摆动的一种塑料件,转换开关组件由塑料大、小两件粘接而成。整条流水线是从外国购买,每天24 h工作很容易磨损,更换一次就是48组件或36组件。由于转换开关组件精度非常高,国内无法生产只得向外国购买。为了生产的需要,需要购买许多备件储存,占用了大量外汇。为此,实现国产转换开关组件便摆在面前了。在不知道转换开关组件图形、尺寸、精度和材质的情况下,转换开关组件图形、尺寸可以通过测绘和使用过程中体会得到。而转换开关组件使用的塑料,初期主要考虑的是耐磨损,中后期主要是根据其性能、尺寸精度和外观要求进行改性塑料的选择。
1 转换开关的大、小件技术要求、用途和性能的介绍
转换开关的大件,如图1(a)所示。小件,如图1(b)所示。这些技术要求、用途和性能,还是在设备运转中逐步体会到的。
1.1 克隆转换开关的技术要求
主要是气密性和耐压性要求,以及与进口件混装要求[1]。
(1)大、小件粘接面粘接后不能产生漏气的现象;
(2)3× 6G6 mm孔和 14H7 mm 孔不能产生漏气的现象;
(3)3× 1.8 mm的通气孔不能产生串气和堵气的现象;
(4)粘接后的转换开关应保持3个工作的大气压要求;
(5)要求克隆转换开关与进口转换开关能混合使用。
1.2 克隆转换开关尺寸精度的要求
转换开关的大、小件的造型不算复杂,大多数孔的轴线都是在垂直粘接面的同一方向,并且与转换开关的大、小件脱模方向一致。只是3× 1.8 mm通气孔,是以半孔的形式开通在粘接面上。但是,转换开关的大、小件的尺寸精度、几何精度和表面粗糙度的要求都很高,甚至是超过了金属机械加工件的精度[2]。
(1)孔的精度: 14H7 mm、2×3H7 mm 和3× 4H 7 mm孔均为IT7级,3×6G6 mm为IT6级;
(2)轴的精度:2× 3f6 mm为IT6级;
(3)大、小件粘接面的平面度不大于0.02 mm ;
(4)14H7 mm与3× 6G6 mm四孔的圆柱度不大于0.01 mm ;
(5)14H7 mm与3× 6G6 mm四孔的孔位要求一致,还要与进口件孔位保持一致;
(6)转换开关的外表面为亚光。
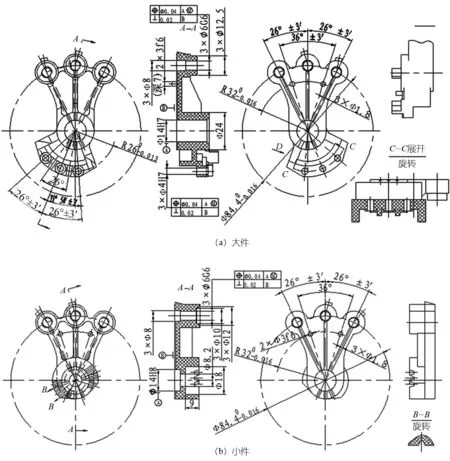
图1 转换开关大、小件
1.3 转换开关的用途和性能
机械手的任务,就是要将产品从已加工的工位上转移到待加工的工位。转换开关是在机械手的摆动过程中,使具有气体负压的吸盘将已加工的产品吸起来。然后,机械手摆动一个角度后到达待加工的工位时,再撤除吸盘气体负压而将已加工的产品放下来的一种转换装置。转换开关组件,如图2所示。
1.4 转换开关的工作原理
如图2所示,转换开关由带有两个虎牙大件1和带三角梯形齿小件2和三个定位销3(材料为:30Cr)组成,大件1与小件2的两大平面由树脂胶粘接而成。而三个定位销3是通过Φ4r7 mm的外圆与大件1三个Φ4H7 mm孔进行过盈配合联接在一起。这样,大件1、小件2和定位销3便组成了一个整体。大件1和小件2的Φ14H7 mm孔和设备上的Φ14f6 mm转轴为间隙配合,并以M8 mm内六角螺母与转轴上的M8 mm螺杆进行联接与固定。转轴上具有弹性的能够进行穿插的锥形插销,可分别插入三个定位销3的40°的锥孔内。而转换开关上三个Φ6G6 mm孔与专用设备上三个Φ6f6 mm单向阀相联接。这样,当带三角梯形齿的转轴分别转动至三个孔位之中的一个孔位时,与其相对应的单向阀便处于工作的位置。单向阀开通时,使具有气体负压的吸盘将产品吸起来。当转换开关与机械臂转动26°时,单向阀的关闭使具有气体负压吸盘的负压消失而将产品放下,这便是转换开关在机械手中的工作原理。
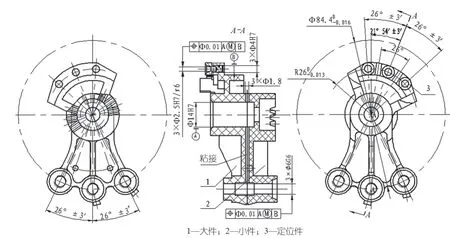
图2 转换开关组件图
1.5 转换开关的功能
当装在转轴上转换开关,在具有弹性的锥形插销插入转换开关三个不同的定位销3的40°锥孔中摆动时,转换开关三个Φ1.8 mm的孔中某一孔便会对准单向阀的Φ2 mm不通孔时,单向阀便能够将负压气流的切换成开启与关闭的两种状态。转轴摆动时,三个Φ1.8 mm的孔会各自地对准不同的单向阀,每个单向阀都有开启与关闭的两种状态。
采购方提出国产化的转换开关必须和进口的转换开关能在同一台设备上进行混装。这样,就要求国产化的转换开关在形状、尺寸、精度、表面粗糙度和性能都要与进口的转换开关一致。换句话说,我们必须克隆出与进口的转换开关完全一样的转换开关来,采购方才会接纳我们的转换开关。仿制的转换开关只不过是与样品相似而已,性能和精度上达不到样品的要求。由于进口方的限制不能进口转换开关注塑模和技术资料,我们只有克隆的转换开关才可满足生产的需要。长期进口转换开关的费用,导致大大地超过进口自动流水线的费用。
2 转换开关的改性塑料的选择过程
开始主要试制工作是围绕着解决转换开关所产生的变形、缩痕和银纹等缺陷展开的。
2.1 初期塑料选用目的
检验试模后转换开关的形状。按采购方提供的测绘图和材料:聚四氟乙烯,收缩率为:3.1%~7.7%,所注射出来的转换开关是完全不能满足其技术要求。不要说是确保转换开关的精度和表面粗糙度的要求。就是注射出来的转换开关外表面和粘接面都是像麻花和油饼一样扭曲,并且千疮百孔。该材料的费用昂贵,其虽说是具有耐腐蚀、耐老化及电绝缘性优越,吸水性小的特点。聚四氟乙烯对所有的化学药品都具有耐腐蚀的性能。摩擦系数在塑料中最低,具有不粘、不吸水等特性。但其最要命的是其收缩率大,不能用于注射成型。另外还用了ABS、尼龙等材料加工,都因收缩率较大产生的缩痕深而未能获得成功。
2.2 转换开关样件材料的确定
显而易见,转换开关大、小件变形和缩痕产生的原因,是注塑的材料选用不当所引起的。转换开关样件的材料,开始是采用物理方法和化学分析方法进行初步的判断,后采用光谱分析的方法加以确定,塑材主要成份是:聚碳酸脂。
2.3 聚碳酸脂填充剂的选用
用纯聚碳酸脂的塑材注射了几个转换开关之后,便立竿见影,转换开关大、小件的扭曲、变形和缩孔等现象没有了。至此,转换开关的研制取得突破性的进展。但是注射成型的转换开关大、小件,仍存在着较大的缩痕和表面光亮的现象。感到纯聚碳酸脂的收缩率还是大了一些,于是从选用填充剂及其比例着手来减小收缩率。转换开关注射成型变形的问题仍未得到妥善解决,这个问题不仅使所有孔的精度得不到解决,两粘接平面也会因变形而不平,并会影响大、小件粘接的要求达不到技术要求。
2.3.1 影响转换开关注射成型的变形的因素
(1)塑材和填充剂的类型及其比例;
(2)注射设备和注射工艺参数;
(3)注射成型后的冷却校形和后处理等问题。
2.3.2 转换开关材料的确定
虽然改用了聚碳酸脂塑材,取得了明显的效果。但其收缩率为:0.5%~0.7%,仍然是偏大。
(1)纯聚碳酸脂:用这种材料所注射成型的转换开关大、小件,其变形偏大、外表面光亮,易产生银纹,强度差,存在着微小的缩痕;
(2)增强聚碳酸脂:改变聚碳酸脂与玻璃短钎维的比例:采用90%脂聚碳酸脂+10%的玻璃短钎维的聚碳酸,效果又与纯强聚碳酸脂差不多;采用80%脂聚碳酸脂+20%的玻璃短钎维的增强聚碳酸脂,效果与上述一样。70%聚碳酸脂+30%的玻璃短钎维的增强聚碳酸脂。用这种材料所注射成型的转换开关大、小件,其变形小、强度高。但外表面漂浮的短钎维很明显,外表面光亮,易产生银纹。若外表面喷亚光漆,还是免强过得去,但和样件的外观相比还是有很大的差距。给人的感觉是假冒伪劣商品。
(3)减小收缩率型的聚碳酸脂: 聚碳酸脂+矿物质。如:硅酸盐、滑石粉和碳酸盐等。选用的是80%脂聚碳酸脂+20%的滑石粉,其强度极低,脱模时顶杆的顶出就能将成型的转换开关大、小件顶碎;
(4)亚光微珠增强聚碳酸脂:采用微细玻璃珠为添加剂的微珠增强聚碳酸脂。以此为产品的材料,其收缩率为:0.3%~0.4%,亚光,完全达到外国进口材质的要求,甚至优于进口材质的要求[3]。注射成型的转换开关大、小件,不论是精度、强度、变形量和外观质量都达到外国进口转换开关的水平。因为塑材中含有30%的微粒玻璃珠,一是材质中微细的玻璃珠的密度增加了,均匀性也增加了,使注射的产品不易产生缩痕和变形;二是强度和耐磨性提高了。那么,其寿命就增加了。
3 转换开关克隆件微缩痕的处置
虽然采用了亚光微珠增强碳酸脂的注塑材料,克隆件的表面上还是存在着微缩痕的现象,此时只能采用辅助的手段来解决。即选用大注塑容量的设备,选用大的注塑压力和延长保压时间来克服微缩痕的现象。
3.1 注射设备的选用
黏接后的转换开关净重42 g,毛重50 g(含料把),按说用注射量较小的设备就可以了。但是为使变形小一些,使用了SZ800或TT1-160F注射机。为了防止塑料颗粒的返潮,还须用带有烘干料筒的设备。否则,还会产生缩孔和变形及银纹的现象,产生银纹是因塑料潮湿所产生的。
3.2 注射工艺参数的选用
主要是注射时压力要大点,保压时间要长点,具体的注射参数也是在反复试验后所获得的。具体的注射参数如下:
注射参数:
(1)料筒温度:1段:260 ℃;
2段:245~250 ℃;
3段:235~240 ℃;
4段:180 ℃。
(2)射胶速度:1段:45%;
2段:45%;
3段:45%;
4段:45%。
(3)射胶压力:1段:60bar;
2段:60bar;
3段:60bar;
4段:65bar。
(4)溶胶时间:1段:75 s;
2段:75 s。
(5)保压时间:2 s;
(6)冷却时间:20 s;
(7)注射时间:7 s;
(8)溶胶设定:溶胶时间:5.9 s、溶胶时限:10 s、射胶终点:157 mm。
(9)溶胶背压:80 bar。
(10)溶胶量:65 mm。
(11)溶胶抽胶压力:70 bar、速度:50%。
3.3 注射成型后和后处理
注射成型后的后处理是解决微收缩和裂纹的有效措施。后处理也就是时效处理。大、小件注射成型,是从塑料融化的液态到冷硬态和脱模后的固态。转换开关大、小件在注射成型时的这种从热态到冷硬态的过程中,转换开关大、小件内部会产生很大的内应力。在用速干胶粘接时,转换开关大、小件粘接面会产生很多细长的裂纹。随着使用时间的增长,裂纹会逐渐的扩大,最终使转换开关大、小件部分几何体断裂。如此,须将成型的转换开关大、小件放进烘箱内加温到100 ℃,加温时间为:2~3 h。然后,再随烘箱自然冷却至室温(需24 h)。通过时效处理,能充分地消除了注射成型时转换开关大、小件中的内应力,转换开关大、小件便不会再出现裂纹的现象。
在试制过程中采用以选用塑材品种和填加剂类型为主的策略,以选取注塑机和注射参数为辅的方法,解决了克隆转换开关的变形和微缩痕的缺陷。通过塑料颗粒的预烘干和料斗的烘干,解决了克隆转换开关大、小件产生银纹的缺陷;通过克隆转换开关大、小件的后处理的工艺,解决了克隆转换开关大、小件产生的内应力的问题。至此,克隆转换开关的试制工作取得了重大的突破,也为后续的研制奠定了基础。
4 转换开关微收缩特性影响到超级精度孔加工的工艺方法
众所周知,转换开关大、小件成型时的内、外形尺寸精度和几何精度,是很难获得与金属零件那样高精度要求的。究其原因:一是塑料具有收缩的特性或收缩的各向异性;二是转换开关大、小件壁厚不均匀性。而转换开关大、小件内、外形尺寸精度和几何精度,要获得IT6~7级标准公差数值,圆柱度不大于0.01 mm精度的要求是乎是不现实的事情。我们通过应用塑料的成型二次工艺限制收缩特性,解决了这一转换开关大、小件成型的难题,并成功地使转换开关大、小件的内孔获得了IT6精度,孔的圆柱度可小于0.002 mm的水平,并且加工的工艺方法又是极其地简单。
转换开关大、小件超高精度孔的加工,是不能直接在转换开关大、小件上通过机械加工的方法来加工。因为机械加工所产生的切削热,会使转换开关大、小件超高精度孔发生变形和自由收缩而达不到精度的要求。
(1)二次工艺限制工艺的原理:塑料件孔的尺寸精度与模具成型销的大小有关,塑料件孔的形状精度与塑料的收缩率方向及孔壁的厚薄收缩量有关,即孔的形状精度与校形销尺寸和形状精度有关。这样,要控制孔的形状精度就必须使孔壁的材质收缩能紧紧包裹住刚性的型芯,并能迅速地冷却定型。
(2)工艺限制收缩成形的工艺方法:用圆度仪测量出脱模后 14H7mm与3× 6G6mm四孔的圆柱度值,制出大于最大圆柱度值的校形销。将圆柱度值插入脱模后孔内放入室温水中定型,即可得到与校形销同样圆柱度值的孔。
该工艺方法只是在注塑件脱模后,再在型孔中插入校形销就可以了,只是校形销的直径要选择好,几何精度也要高。用该方法加工出来孔的形状精度完全与校形销一致,并且不受同种材料不同批次的影响;不受环境的温、湿度的影响;也不受机床设备和成形的工艺参数不同的影响。只是插入和拔出校形销困难些,但可以通过专用夹具拔出校形销。
5 结束语
转换开关大、小件圆柱孔尺寸精度、孔位精度和几何精度的控制,通过转换开关塑料材料的选择、尺寸精度测绘技术、大小件粘接技术、注塑模的修复技术、气密性测试和型孔超级精度、平面度的成型加工技术,超高孔精度的二次限制工艺的实施。使得所生产转换开关完全取代进口产品,并且其寿命远高于进口产品,为有关单位节约了大量外汇。
