钢结构制造小件智能仓储物流管理系统研究
2020-08-18周全望仝冰冰陈应波
张 亮 周全望 仝冰冰 陈应波
(云南昆钢建设集团有限公司)
1 引言
随着时代的进步,建筑业的发展方向逐渐从传统的砖混结构施工模式转变为采用绿色建筑材料的装配式施工模式。建筑钢结构作为可装配式施工的绿色建筑材料,发展建筑钢结构制造,近年来得到了国家大力支持和推广。然钢结构制造属于离散型制造业,现阶段国内钢结构制造厂仍停留在大规模依靠经验性技术工人采用自动化及半自动化设备来完成钢结构制造的传统加工模式,且大多中小型企业为小作坊式人工生产,仅有少部分大型企业制造厂达到一定规模的半自动化批量生产。在制造过程中,小件下料完成后的小件仓储及物流作为钢结构制造中的关键环节更是通过人工标记,纸质登记完成物料收发货及人工配送,造成小件生产管理混乱,多批、缺件等问题时有发生,同时生产计划难以细化,阻碍生产效率的提高。因此,改变传统生产模式,通过采用自动化数控设备基于物联网信息技术完成小件信息标识及仓储物流管理,打通其生产制造过程中的信息流和控制流,实现小件智能化仓储物流管理。
2 钢结构小件仓储物流管理的现状及发展分析
2.1 钢结构制造中的小件仓储物流现状
2.1.1 现阶段钢结构制造中的小件仓储物流形式、特点及难点
目前在国内外钢结构制造技术存在一定的差异,受行业非标特点的限制,智能化研发和设计的时间成本和投入成本较高,大部分企业望而却步,国外技术目前只达到制造过程中部分工序加工自动化,如焊接自动化和型材钻锯锁自动化,对整体工序自动化衔接仍存在不足,尚未取得在小件仓储物流这一关键性工序实现智能仓储物流的技术突破和对工序装备的全面整合,且缺乏一套信息化控制和管理系统对全局进行整合优化。国内技术同样存在此问题,且整体制造技术相对落后,仅在极少数企业实现了部分加工工序半自动化。
现阶段在钢结构制造过程中,小件仓储物流的形式主要表现如图1所示,板材在下料完成后通过人工按照下料清单在小件上编写和标记小件编号,然后人工按规格类别分拣归类,并在下料清单上做相应记录,表示该小件下料完成;通过行车或人工运输车将所归类分拣的小件按规格统一运送至下道工序进行加工或在堆放区分类别堆放,并形成小件收发及仓储纸质记录。
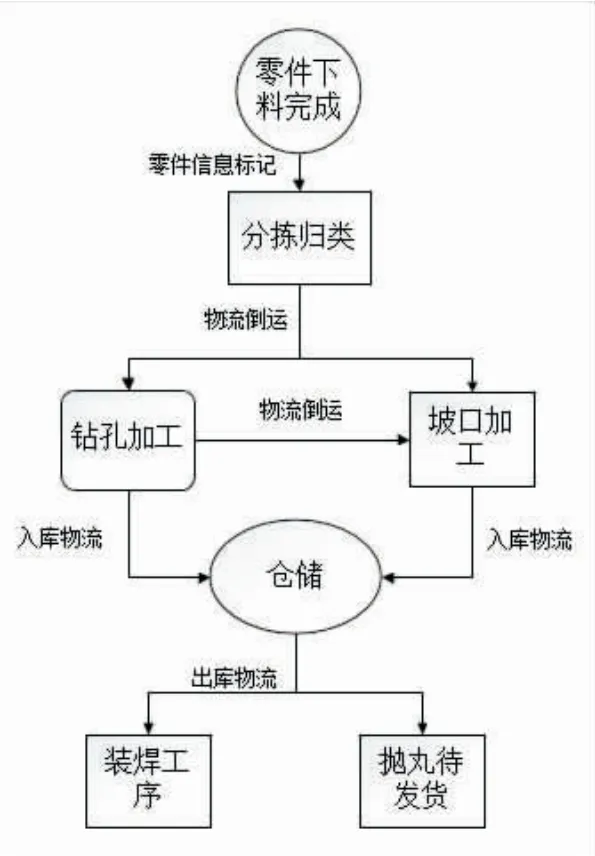
图1 小件仓储物流形式
因钢结构制造属于离散型制造业,其特点难点表现为:
(1)产品生产属于个性化订单式生产,小件规格种类繁多、生产需求灵活、变化多样且无重复性,难以形成批量化加工,导致小件归集仓储相对复杂。生产制造过程中需要对其进行信息标记,由于其制造环境相对恶劣,小件材质为铁碳合金钢,材料自身易锈蚀,在生产、存储及物流过程中易受油污或油漆等其他杂质污染。目前国内多为人工采用石膏笔等容易识别的记号笔在小件上编写小件编号信息,并根据下料任务清单及对小件人工清点归集形成物料收发清单,后道工序对需要的小件根据任务清单到前道工序或小件归集仓储处参照清单查看实物相应编号完成人工清点配料及取料。对于小件的具体物流及所在工序状态需要各个工序点人工逐个核查才能明确。由此造成的问题便是对小件进行人工编标记存在编号写错、中途损毁,物料数量清点记录错误等问题,通过人工跟踪及肉眼识别存在编号查看不准确、看不清,物料具体物流信息不明确等问题,从而导致对小件管理工作任务量大,出错率高,生产效率低下。
(2)单台切割机完成一个下料任务只能对同一种板厚和材质的不同外形尺寸的小件下料,所加工完成的小件为多种规格,需要对其归集整理统一运输到下一道工序。在小件归集过程中需要完成小件识别、分拣、归类放置几项任务,对于小件识别已在上一点说明;对于小件分拣,由于小件规格复杂多样,变化范围较大,目前国内外还未实现通过机器设备分拣,须人工识别分拣,导致人工劳动强度大,易出错等问题;同时对小件归类放置,由于小件种类多,批量小,同一规格的小件可能在多个下料任务中完成,导致小件放置任务繁琐。由于以上问题,小件物流只能通过人工倒运完成,管理低效混乱。同时小件信息标识缺陷,导致无法完成自动化识别仓储管理。
2.1.2 钢结构制造中的小件管理对后续加工工序的影响
在钢结构制造过程中,小件管理主要为下料完成后的钻孔、坡口、仓储及物流管理,完成上述工序后,按照生产清单将小件配套倒运至装配焊接工位或待料发货,因所需装配焊接的小件涉及多批次不同规格、不同数量的小件,要求小件能够按照所需规格和数量及时准确的配套送至指定工位。小件数量或规格不准确以及配送时间延后,出现其中任何一项问题都将影响后道工序的正常开展。
2.2 钢结构小件仓储物流管理的发展方向
由于钢结构制造业技术装备落后,小件仓储物流管理长期以来一直采用人为管控,管理效益低下。随着我国制造业的不断发展,于2015年我国提出“中国制造2025”实施制造强国战略第一个十年的行动纲领,此后钢结构行业也提出“2025”规划,指出紧密围绕钢结构制造领域关键环节,开展新一代信息技术与制造装备融合的集成创新和工程应用,要求钢结构行业的制造技术逐渐向信息化、智能化转型升级[1]。小件的仓储物流管理作为钢结构领域的关键环节,努力探索研究出智能化的小件仓储物流管理体系,实现钢结构小件通过采用“WMS+RFID技术+AGV”自动化设备及系统,并对其进行整体信息系统集成,完成在上层控制系统的管控下智能化进行仓储物流管理[2]。以此推动钢结构制造技术转型升级。
3 钢结构小件智能仓储物流管理的实现
3.1 现阶段仓储物流技术
仓储作业作为在物流业中承接上下游的核心环节,目前我国已在逐步实现信息化。基于互联网平台,通过使用自动化设备采用条形码或RFID射频识别、可视化跟踪系统、自动化分拣、自动运输等技术实现物料的自动化信息标识和仓储物流作业。由于不同行业的物料仓储物流管理难易程度及作业环境不同,对不同行业实现仓储物流的方式和技术程度有所差异。在快递物流业中,因其产品包装相对统一,物料仓储物流形式相对固定,采用条形码、自动化运输车、可视化跟踪系统、自动化立体库及仓管系统等技术,其仓储物流作业已达到一定的程度智能化;在制造业,由于产品零配件复杂多样,对零配件信息标识受限,且物流仓储形式不固定,目前还未实现信息化仓储物流管理。通过对制造业自身产品特点及仓储物流形式深入研究,寻求有利的决解途径实现信息化管理势在必行。
3.2 小件仓储物流方式及技术设备
3.2.1 实现小件信息化仓储物流管理技术要点
钢结构小件实现信息化仓储物流管理需要具备以下几点:其一,实现对小件信息读取自动信息化,同时相关数据可通过互联网传递;其二,小件分拣可自动化完成;其三,物流方式自动化,同时具备物流状态实时跟踪监控技术,并结合小件特点设计适合小件能按规格批次标记信息,能够随物流倒运更改编辑信息的货物托盘及相应工序的托盘固定取放点;其四,具备小件自动化仓管系统及设备;最后对各设备控制系统完成信息集成实现相关联的设备之间能够达到数据互联互通。
3.2.2 小件标识
实现钢结构小件的仓储过程中,有多种信息标识形式,包括条形码识别、小件表面物理加钢印识别、采用RFID技术识别。对所有小件单件或单个批次采用喷或贴条形码存在工作量大、效率低、成本高、易损毁等问题,且小件身份信息无法更改或删除;采用物理加钢印技术存在工作量大、字迹不清、难识别等问题;采用RFID技术对单个批次小件进行贴电子标签,可实现小件信息标识、更改、跟踪,且可重复使用、可存储信息量大、自动识别、不易损毁等优点,三者优势比较如表1所示:

表1 RFID技术与条形码技术、打钢印技术对比分析表
RFID技术通称为电子标签技术,是由计算机网络系统、射频标签、天线以及读写器组成的非接触式自动识别数据采集技术,其特点是通过磁场或电磁场利用无线射频方式进行的非接触双向通信,以达到识别目标并交换数据,可识别高速运动物体并可同时识别多个目标[3]。具体原理为通过计算机来控制读写器,并通过自动识别技术来识别各种信号,而天线发出电磁波,并辐射一定的范围的电子标签,之后传输信号,通过中间件编辑信号信息将有效、正确的信息传输给计算机网络系统,计算机网络系统更新数据库信息,仓储管理系统可连接计算机网络系统中的数据库更新库存数据、优化出入库流程,实现自动化存取管理[4]。如图2所示:

图2 RFID构成要素组成
在小件管理过程中,把同一种规格小件归集到一个标准货物托盘,对小件相关规格和类别等信息及该托盘信息通过计算机网络系统编辑至一个电子标签中,并将标签固定设置在该托盘规定位置处,实现小件信息随托盘物流运转固定不变,在换盘时能实时编辑更改,达到小件信息实时跟踪,且在物流运转过程中能自动化读取小件信息。
3.2.3 小件分拣
钢结构小件规格种类变化多样,尺寸及重量变化范围大。小件分拣国内外一直以来均采用人工肉眼识别分拣归集,为实现自动化,需要对小件识别、抓取、按规格入盘均能自动信息化操作。在割床切割平台上对小件切割下料完成后,需进行识别分拣;可通过切割机下料排版软件中的排版信息[5],明确小件在切割平台上的坐标位置,结合小件下料清单形成小件分拣信息,通过分拣机器人控制系统读取相关信息控制机器人按照小件位置识别抓取小件,放入指定托盘,实现自动化分拣。在此过程中需要完成切割机控制系统数据采集上传及设备状态指令信号的上传下达、小件排版软件排版数据上传、分拣机器人控制系统数据采集上传及设备状态指令信号的上传下达、RFID计算机互联网系统数据交互,因此对所有设备均需完成实时信号监控及信息传递,通过在上位工控系统的统一控制下,完成相关数据的传递、转换、读取,实现自动化分拣。集成方式如图3所示。
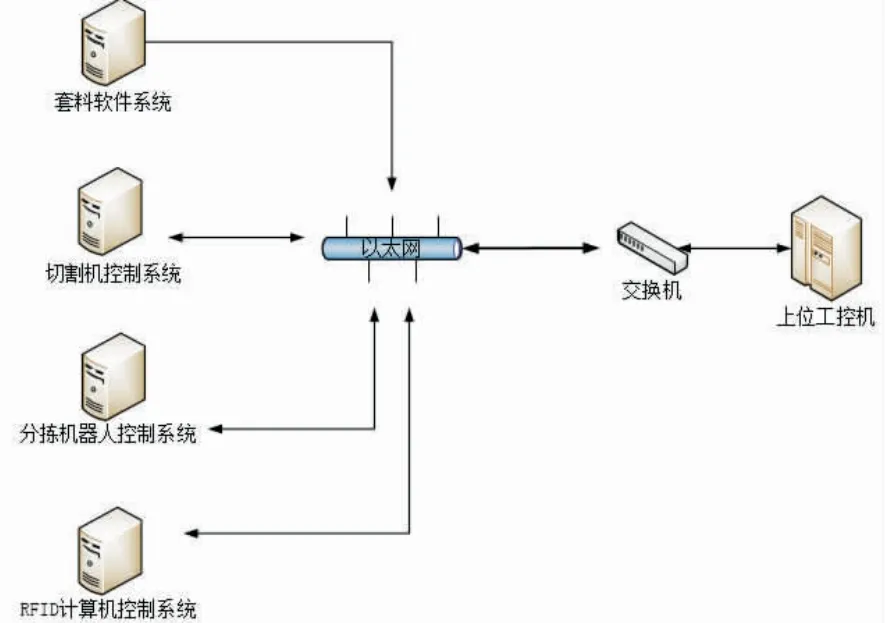
图3 小件分拣集成网络图
3.2.4 小件仓储
小件仓储技术现阶段已技术成熟,采用自动化立体仓库[6-7]通过WMS自动化仓管系统管理,小件以托盘装载出入库,由于在托盘上采用RFID技术电子标签标记小件信息,可通过立体库读写器读取托盘上的小件信息,对仓管系统的数据库库存数据信息更新,实现自动化物料出入库管理。
3.2.5 小件物流
物流作业作为贯穿整个生产制造过程中各个工序的核心环节,把各个分散的制造工序联系起来形成一个整体制造体系。实现小件自动化物流运输要求采用自动化物流运输车对小件托盘倒运,并实现物流运输车控制系统均能与各相关工序设备实现信息交互。目前国内外均采用AGV自动导引运输车完成自动化物流运输。在AGV上安装电子标签读写器,对小件托盘识别并运输至所需工序指定地点。AGV[8-9]的导引方式分为激光导引、磁条导引、二维码坐标导引三种,因磁条导引对地面环境要求较高且不易更改,已被逐渐取消,采用二维码坐标导引同样对地面环境要求高,采用激光导引式对地面环境要求相对较低且辨识度、准确率高。然针对钢结构制造业,制造环境相对恶劣,采用激光导引式AGV作为自动化物流设备成为首选。
3.3 小件智能仓储物流管理系统的集成
小件实现智能仓储物流管理,须将其物流所涉及的各工序环节工艺设备串联起来,打通整体数据信息流,通过互联网实现小件身份定义、识别、归集、物流、仓储所有环节数据信息互联互通共享,因此需要对各参与自动化数控设备完成信息集成。所需的集成设备主要包括自动化切割机(含小件排版软件)、分拣机器人、物流设备(AGV)、小件自动化仓储立体库四类,对各设备终端控制系统统一数据网络接口,结合各设备情况开发SCADA数据采集监控系统对相关数据进行实时采集、整合集成处理后上传至上位控制系统(MES系统),实现单体设备与上位机之间的通信,由上位控制系统按照生产计划发送任务指令控制各设备运作。在小件下料各生产工序,通过MES系统(带有常规MES系统功能)+SCADA系统以实现生产管理及设备数据集成及控制,具体集成设备范围及集成方式如表2所示:
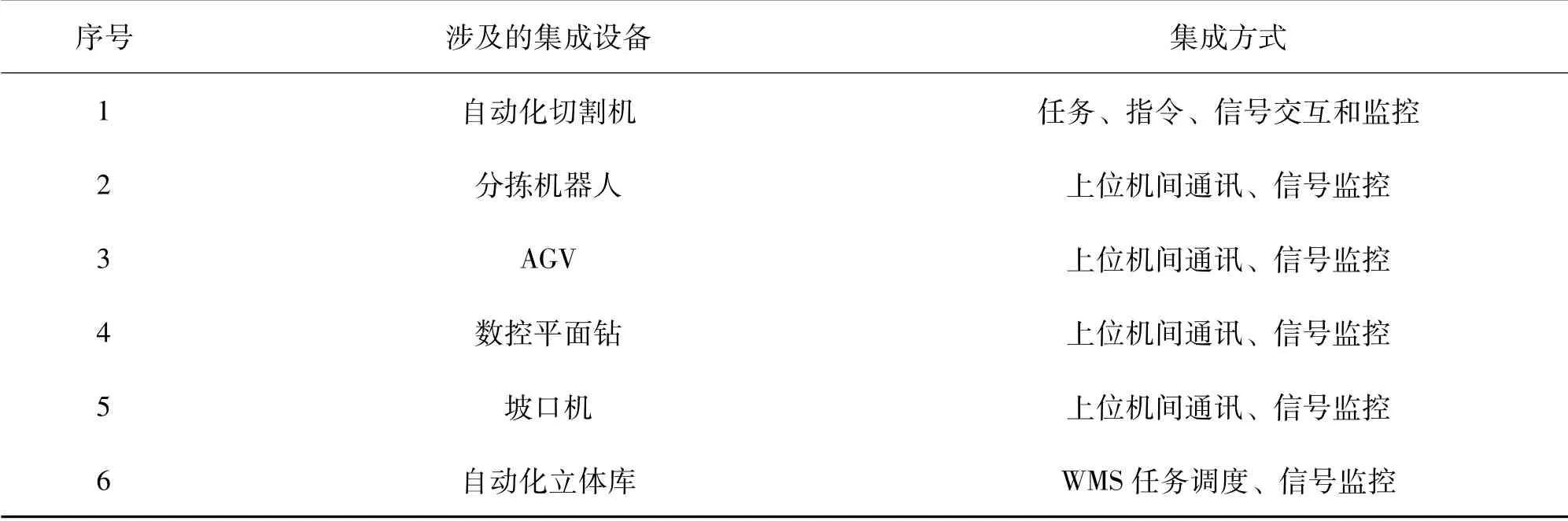
表2 小件自动化仓储物流管理集成设备范围及集成方式
集成工作含以下几点:
(1)通过集成和软件开发系统开发出生产管控系统,其可手动输入任务计划或以EXCEL形式导入计划,与整厂的生产制造执行系统(MES)对接实现自动下发任务。
(2)生产管控系统完成对小件下料车间的整个生产过程进行管理,包括提出物料需求,管理材料库存,管理任务队列,安排零件分拣入托盘,生成物流指令,采集生产过程信息等主要功能。
(3)对于切割下料完成后需要的人工分拣的情况,生产管控系统要给出分拣工作队列,工人操作完成后,可以通过终端设备的形式向系统报完工信息。完成立体库的WMS系统[10]的开发,建立现代化仓储WMS管理体系,实现仓储资源共享[11-12],完成管控系统向切割机、分拣机器人、分拣辊道、AGV系统发送任务信息,向切割机、数控平面钻,自动坡口机提供程序指令文件,向分拣机器人发送零件图形文件。
(4)硬件连接:所有设备的网络接口接到集成的交换机上,且设备通信接口与交换机的接口须统一为相同网络接口(RJ45)。
(5)自动化功能:相关设备需具备自动化功能,且具有上位机或PLC,能通过集成后任务推送到上位机上或PLC。
(6)设备厂商的自动化设备和管控系统需要具备能够实现信系握手的通讯协议内容,管控系统提供的指令信息格式,能够被执行设备所识别。
(7)所有设备与SCADA系统对接的数据格式(数据格式信息包括数据名称、数据类型、数据地址、数据长度、数据精度等)须为通用型,以便完成数据采集和信号监控。
小件智能仓储物流管理系统集成工作如图4所示:
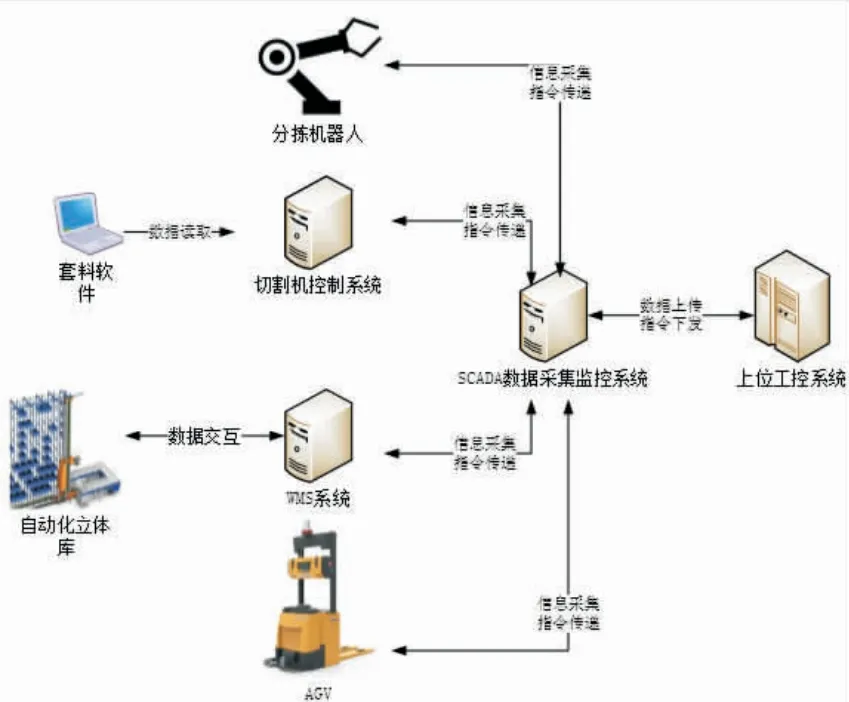
图4 实现小件自动化仓储物流管理设备集成网络图
5 结束语
钢结构小件的仓储物流管理是钢结构制造中的瓶颈环节,改变传统的人工作业模式,通过使用自动化数控设备,完成设备的信息化集成,打通整体工艺数据流,开发上层控制系统完成集成统一管控,实现小件归集、仓储及物流自动信息化管理,将整体提升企业小件物料管理效率,节省大量人工劳动力,推动钢结构制造向智能化制造方向迈进。