不锈钢保温杯旋压模具设计*
2021-03-01徐其航
徐其航
(揭阳职业技术学院机电工程系,广东揭阳 522051)
0 引言
不锈钢保温杯是日常生活中必不可少的生活用品之一,不锈钢保温杯的传统生产工艺是落料、拉深。变薄旋压是一种金属塑性成形的加工工艺,旋压加工工艺综合了挤压、环轧、拉深和滚压等塑性加工的成形特点,工艺柔性好,制造成本低,圆筒形件变薄旋压成形是少或无切削加工的金属塑性成形工艺。在变薄旋压工艺和模具优化分析方面,很多学者进行了大量的研究工作,获得了丰富的成果,于辉等[1]运用有限元法对小口径薄壁筒形件变薄旋压工艺参数进行优化设计;变薄旋压具有载荷要求小、产品性能优良、成形精度高等特点,特别适合制造薄壁筒形件。李新和等[2]利用非线性有限元软件对大径厚比超薄壁筒形件变薄旋压鼓形进行了研究,分析了旋压工艺参数对变薄旋压鼓形的影响,提出了优化方案。张健等[3]模拟分析了同步旋转模环旋压成形时,坯料零件的鼓形的影响因素,并提供了解决方法。本文利用变薄旋压技术生产不锈钢保温杯,比拉深工艺生产节省时间和材料。旋压过程中设置3 个旋压轮,1 个压痕防皱轮,3 个旋压轮在同一水平面上布置,不但可以互相平衡径向力,而且变形区由点接触变为近似环形,能够有效防止起皱现象。即在旋压成形时,环形变形区在工件圆柱面上沿螺旋线纵向前进,变形条件得以改善,工件的尺寸、形状及表面质量得到了提高。
1 金属旋压工艺
金属旋压是一种金属塑性成形的加工工艺。运用这种工艺能够容易地制作各种旋转对称的薄壁回转件和各种管件等,因此又称其为回转成形工艺。金属旋压工艺具有节省原材料、成本低廉、设备简单和产品质量高等优点,因此旋压工艺在国防、化工、冶金、电子、机械等诸方面起到了越来越大的作用[4]。
变薄旋压是在普通旋压的基础上发展起来的,根据旋压轮前进方向和材料的流动方向不同,可以分为正向旋压和反向旋压。芯轴与旋压轮同向转动时,坯料套在芯轴上,当旋压轮前进方向与材料流动方向相同时,称为正旋,反之则称为反旋[5]。变薄旋压原理示意图如1所示。

图1 变薄旋压原理示意图
坯料形状和壁厚同时改变的旋压成形过程成为变薄旋压过程。变薄旋压与普通旋压的区别是变薄旋压属于体积成形范畴,由于薄壁筒形件变薄旋压工艺属于局部塑性成形,变形区易产生起皱的失稳现象,使旋压过程不能顺利进行,甚至会造成坯料的破坏,不能制造出合格的产品零件,本旋压模具通过采用3个旋压轮在同一水平面旋压,在其后部设置压痕防皱轮,防止坯料的起皱,保证了旋压过程的顺利完成,生产出合格的产品零件。生产实践证明,该旋压模具结构简单、操作方便而且造价便宜,解决了不锈钢保温杯的生产制造问题,改变了传统生产制造方案,该旋压模具制造成本低,竞争力强,能提高经济效益[5]。
2 模具零件设计
2.1 不锈钢保温杯
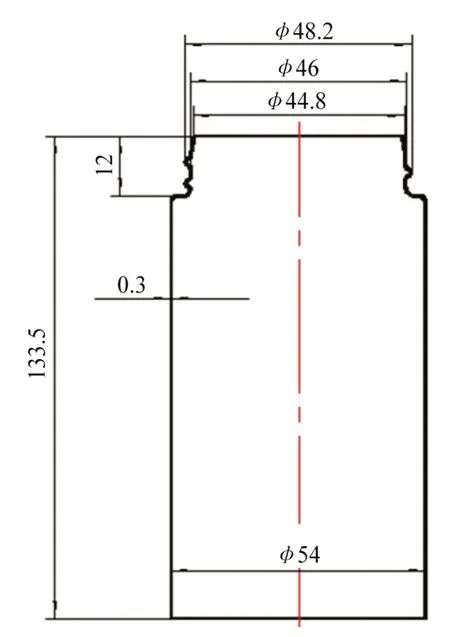
图2 不锈钢保温杯结构图

图3 不锈钢保温杯实物
不锈钢保温杯是日常生活中必不可少的生活用品之一,产品结构图如图2所示,零件实物如图3所示。不锈钢保温杯的生产工艺是落料、拉深。对于不锈钢保温杯之类的筒形件,往往需要多次拉深成形。多次拉深成形需要多副拉深模具,这样会造成生产成本高,材料利用率低,劳动强度大,经济效益低。为改变这种局面,运用变薄旋压技术制作不锈钢保温杯,具有以下优点:金属塑性条件好,变形内力小;材料利用率高,生产成本低;制品性能显著提高,在旋压之后材料的组织结构与力学性能均发生变化,晶粒度细小并形成具有纤维状的特征;制品表面粗糙度低,尺寸公差小。
2.2 芯轴设计
芯轴的结构由工作部分和固定连接部分组成[7]。芯轴与旋压机的连接是通过芯轴的台阶和旋压机工作台上的旋转机构配合定位,采用固定块进行压紧,并利用螺钉固定。在旋压过程中,芯轴随着旋压机下转动装置进行旋转,可以通过下转动装置改变其转速和转动方向。芯轴和固定块安装结构如图4所示。芯轴和固定块实物如图5所示。

图4 芯轴和固定块结构

图5 芯轴和固定块实物
2.3 旋压轮设计
不锈钢保温杯采用阶梯式旋压轮。该旋压轮由3部分组成,包括前角引导段、旋压段和后角过渡段。在旋压过程中,将旋压模具中3个旋压轮分别固定安装在旋压机的转动装置上,且3个旋压轮放置在同一水平面,利用从动轮结构原理,使3个旋压轮的旋转速度一致,旋转方向一样,进给速度相同。旋压机的转动装置通过丝杆带动旋压轮上下滑动,对套在芯轴上的坯料实施旋压,完成对坯料的变薄旋压过程[8]。旋压轮安装如图6所示,旋压轮实物如图7所示。

图6 旋压轮结构

图7 旋压轮实物
2.4 压痕防皱轮设计
变薄旋压工艺属于局部塑性成形,材料变形区易产生起皱现象[9],为了保证旋压过程的顺利完成,将3个旋压轮在同一水平面进行旋压,在其后部安装1个压痕防皱轮,3个旋压轮,1个压痕防皱轮,不但径向力可互相平衡,而且变形区由点接触变为近似环形,能够防止起皱现象的发生。并通过生产实践,证实了其结构的合理性、实用性、稳定性。该压痕防皱轮工作部分可分为4部分结构,即是前角引导段、防皱段、光整段和后角过渡段,能够较好地防止保温杯杯体在旋压变薄过程中起皱,使旋压过程顺利完成,防皱效果好。压痕防皱轮结构如图8所示。

图8 压痕防皱轮
2.5 不锈钢保温杯旋压模具设计
不锈钢保温杯模具设计总装结构如图9所示。旋压模具中的芯轴通过安装螺钉紧固在固定块上,固定块通过台阶安装固定在旋压机转动装置,并随下转动装置一起带动芯轴旋转。变薄旋压模具中旋压轮和压痕防皱轮分别安装在旋压机上转动装置上,利用从动轮安装原理,使3个旋压轮和压痕防皱轮转速、旋转方向相同,进给速度一致,旋压轮和压痕防皱轮在转动的同时,旋压机的丝杆传动工作台带动旋压轮和压痕防皱轮上下移动,实施变薄旋压过程。
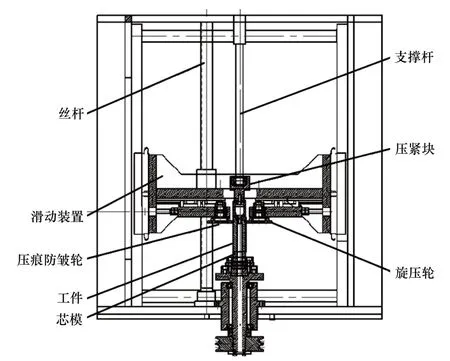
图9 旋压模具设计结构
3 结束语
文章通过采用变薄旋压工艺,开发设计一套适用于不锈钢保温杯生产制造的变薄旋压模具,改变了过去不锈钢保温杯的生产方式,不再采用落料、多次拉深的方式生产不锈钢保温杯,利用旋压模具生产制造不锈钢保温杯,旋压模具制造安装容易,不锈钢原材料利用率高,运用旋压模具生产不锈钢保温杯,材料利用率可以达到90%以上,显著降低企业生产成本,提高了经济效益。通过生产实践证明,该旋压模具结构合理,降低劳动强度,提升企业竞争力,社会经济效益显著增加。