液冷盒体真空钎焊工艺技术研究
2021-03-01
安徽博微长安电子有限公司 安徽六安 237010
1 序言
随着电子技术向高频化、集成化、高功率的方向发展,电子设备也呈现出高性能、小型化、集成化的发展趋势。某雷达天线阵面尺寸达10m×10m,上面安装了大量的电子设备,功率非常大。电子设备的大功率导致发热量大,资料显示,器件的可靠性对温度十分敏感,随着温度的升高,器件可靠性下降明显[1]。该雷达有数百个DAM(数字阵列模块)盒体,单个DAM盒体采取液冷形式,通过冷却液降温。该DAM盒体材料为3A21铝合金,内部水道为不规则的微通道,通过真空钎焊方式将包括定位销在内的7种零件焊接为一体。由于盒体盖板较薄,加工变形会对焊接质量产生影响,所以处理不好会影响最终产品的焊接质量。
2 试验过程
(1)焊接材料选择 焊接材料使用4004-O铂状焊片,根据产品结构形式,焊片厚度选择0.15mm。
(2)结构形式 盒体结构形式如图1所示,底座1厚度35.5mm,盖板2厚度3mm。所有零件材料均为3A21铝合金,通过真空钎焊一次装压焊接成形。
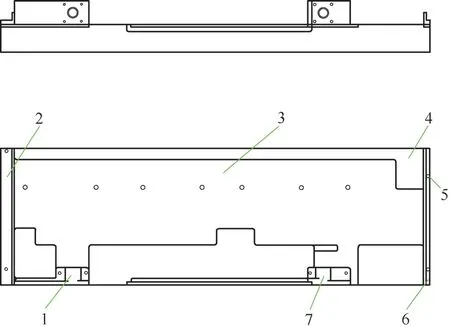
图1 DAM盒体结构形式
(3)零件加工 盖板较薄,外形不规则,易变形,直接采用3mm铝合金板使用剪板机下料,然后用砂纸磨光两面,接着加工中心加工外形,外形加工完成后进行低温退火去应力处理,最后与其他零件组装焊接。定位销采用铝合金圆棒车成,其余零件均采用高速铣加工,其中,底座上存在大面积焊接面,其平面度对焊接面的钎透率有很大影响,根据选择焊片的厚度,平面度加工时要求在0.06mm以内。
(4)真空钎焊 焊前对零件进行清洗,定位销装配前使用丙酮浸泡,其他零件装配前须经碱洗、冷水洗、酸洗、冷水洗、热水超声波清洗。装配好后,使用一定重量的压块沿焊缝部位压实(见图2),再进炉焊接。
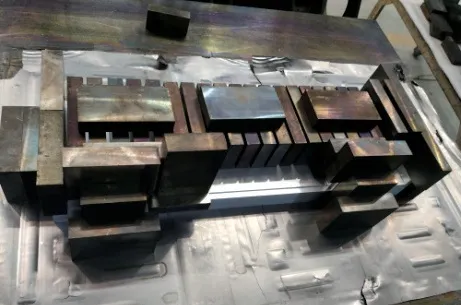
图2 压块沿焊缝部位压实
3 试验结果及分析
(1)试验结果 对钎焊完的工件进行充气检漏,未发现漏气现象,但焊缝部位出现微小的缝隙,经后期加工后缝隙明显(见图3椭圆内)。该处的缝隙短期内对盒体的密封性不会产生影响,但是氧化时的酸液会残留在缝隙中,很难清洗干净,随着时间的推延,会造成缝隙处腐蚀并延伸到内部,导致盒体漏液,轻则导致单个盒体报废,重则可能导致整个雷达阵面的大面积损坏,造成重大损失。
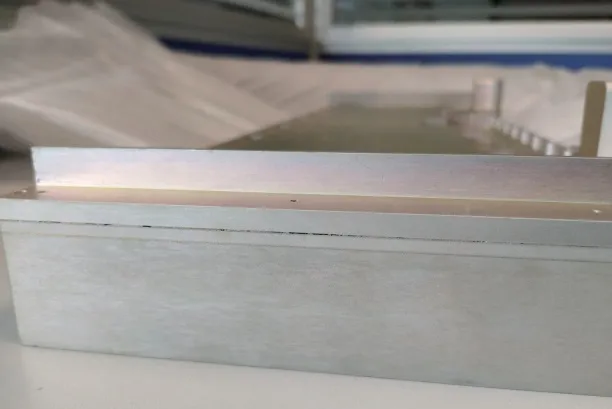
图3 焊缝缺陷
(2)原因分析 通过查阅资料[2,3],钎焊接头间隙未填满原因有以下几点。
1)装配间隙过大或过小。装配前,所有零件均使用三坐标测量,除盖板以外,零件面精度都在0.06mm以内,盖板为薄板,韧塑性很好,使用重物可以压实。
2)装配时零件歪斜。经检查,装配时所有零件均使用定位销或台阶定位,保证装配垂直、水平。
3)零件表面局部不洁净。焊前对各零件经过严格的清洗程序,保证零件表面洁净。
4)钎剂不合适(活性差、过早失效等)。真空钎焊不使用钎剂。
5)钎料不合适(润湿性差)。母材与钎料经评定试验,不存在润湿性差的问题。
6)钎料不足或流失、安置不当。钎料厚度0.15mm,相对来说较厚,不会不足;另外钎料是按照焊接面形状切割而成,与焊接面配合紧密。
7)钎焊温度过低或温度分布不均匀。所用钎料熔点559~591℃,焊接温度设定为最低一根热电偶温度598℃。热电偶经校准,误差在±3℃以内,达到焊接温度后整个炉内温差≤10℃。
经上述分析,认为装配间隙是唯一有可能导致钎焊接头缝隙的因素。相关资料[2]表明,母材间隙是直接影响钎焊毛细填缝的重要因素,平行板间隙钎焊时,液态钎料填缝速度是不均匀的,钎料填缝前沿不整齐,流动路线紊乱。这种毛细填缝特点直接影响钎焊接头质量,形成钎缝不致密,产生夹气、夹渣等缺陷。经测量,底座平面度为0.03~0.04mm,盖板退火去应力后的平面度在0.34~0.57mm之间,平面度较差。
一般对于真空钎焊的薄盖板不做平面度要求,复查盖板工艺,盖板采取剪切下料,外形留5mm加工余量。因此,考虑盖板剪切应力在外形加工时释放造成盖板变形,在低温退火下未去除干净,在真空钎焊的高温下继续释放引起盖板变形,从而导致母材间隙过大,影响钎料的毛细填缝。
(3)改进方案 根据前面的原因分析,制定了改进方案:剪板下料时,加工余量放大至20mm,机械加工后采取高温退火,退火温度350℃,保温40min。
(4)改进结果 高温退火后的盖板平面度经测量为0.18mm、0.24mm、0.27mm,将改进后的盖板与其他零件装配焊接。焊接后的试件经加工后均未出现明显的缝隙(见图4),使患钎焊接头缝隙问题得到解决。
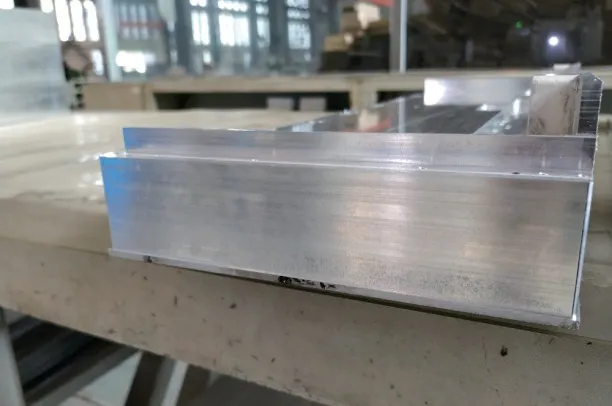
图4 焊缝无缺陷
4 结束语
对于盖板+底座形式的真空钎焊,在保证底座平面度(一般0.06mm)的前提下,盖板的残余加工应力一定要在焊前释放干净,可采取铝合金高温去应力退火处理。本产品经过多次验证,盖板的平面度达到0.25mm以内,能保证焊接后钎焊接头不出现缝隙,清除了产品使用过程的隐患。
