某船垫升机组轴系卡滞故障分析
2021-03-01韩浩然盖显宝
王 博,韩浩然,盖显宝
(中国船舶集团有限公司第七○三研究所,黑龙江 哈尔滨 150078)
某船为整船从国外引进,其中包含2套垫升机组即左舷垫升机组和右舷垫升机组。垫升机组的作用是垫升风机将空气送入船底的气垫中,将气垫充气,最终把整船支撑起来。垫升机组示意图如图1所示。
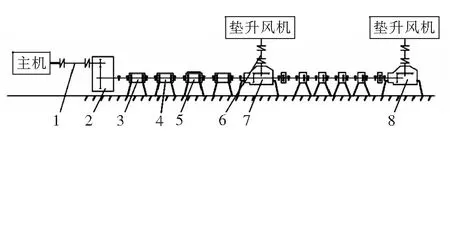
1,6-联轴器;2-减速器;3-1#中间支撑;4-2#中间支撑;5-附件齿轮箱;7-减速器Ⅰ; 8-减速器Ⅱ图1 垫升机组示意图
1 故障现象及勘验
1.1 故障现象
在该船修理过程中,船员突然发现2套垫升机组卡滞不动,导致无法盘车,随即对机组的减速器、减速器Ⅰ和减速器Ⅱ打开观察孔盖,进行内部检查是否有异物卡住齿轮或滚动轴承,导致轴系卡滞不动。通过检查,确认齿轮及滚动轴承状态良好,其他零件也未发现异常。由于本套机组包含设备数量及种类较多,最终决定断开轴系分段,排查确定故障设备。通过排查,发现左1#、2#,右1#、2#中间支撑故障,导致整个机组轴系卡滞不动。
1.2 勘验
通过拆解中间支撑发现,中间装置轴端机械密封(机械密封剖面图见图2)整体锈蚀严重。
1)机械密封盖组件:该件在与密封环配合止口部位有10余处1.0×1.0、0.5×2.0、0.5×0.5大小不等的金属凸点,凸出基体表面0.5 mm。
2)法兰套:内孔部位形成密集锈坑,深达基体内部0.5~1.0 mm,法兰套锈蚀情况见图3。
3)密封环支架:锈坑深度达0.5~1.0 mm,个别锈坑深度可达2.0 mm,密封环支架锈蚀情况如图4所示。
4)密封环:内外表面遍布密集0.3×0.3的锈坑,深0.3 mm。
5)法兰:零件外圆、法兰面密布锈坑,深度0.5~1.0 mm。
6)锁紧螺母:螺母外表面锈坑密布,锈坑尺寸0.5×0.5,深0.5 mm;螺纹部位锈蚀严重,局部失去螺纹牙形,紧锁螺母锈蚀情况如图5所示。
7) 其他零部件也出现轻度锈蚀。
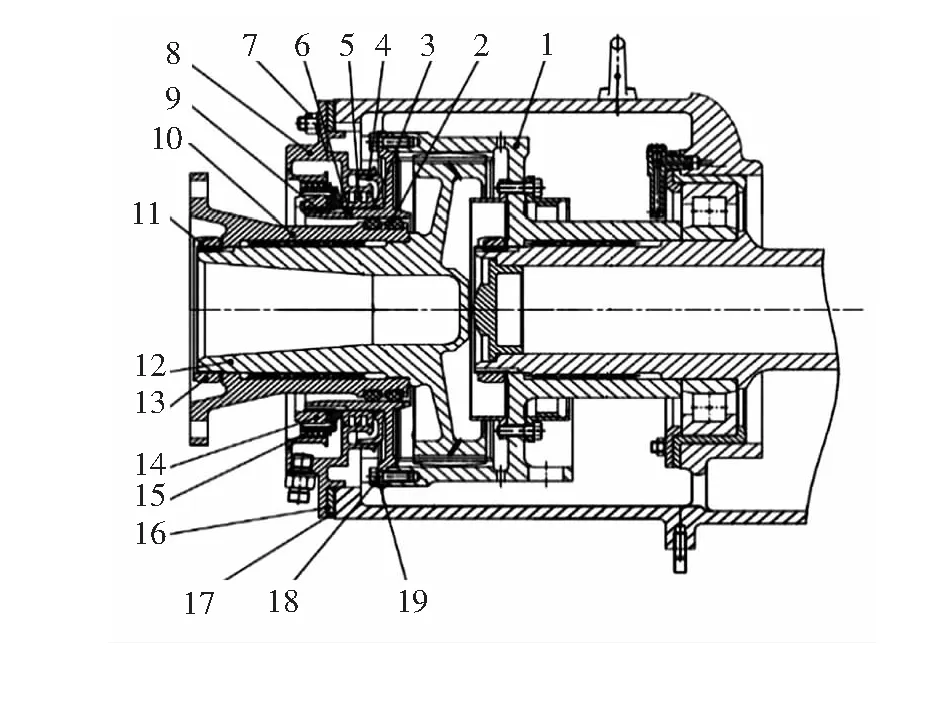
1-内齿联轴器;2,3-橡胶密封件;4-密封环;5-密封环支架及密封件;6-法兰套;7-螺母;8-机械密封盖组件;9,11-止动垫片;10-法兰;12-外齿联轴器 ;13,14-锁紧螺母;15-齿形密封环;16-垫片;17-调整环;18-螺栓;19-止动垫片图2 机械密封剖面图
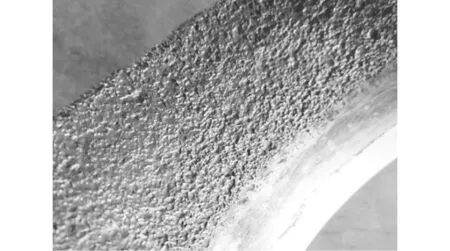
图3 法兰套锈蚀情况

图4 密封环支架锈蚀情况

图5 紧锁螺母锈蚀情况
2 原因分析
某船在运行过程中,风机将包含大量海水的空气充入气垫内,1#、2#中间支撑所在船舱与气垫连通,导致中间支撑长期处于富含海水的潮湿的空气中。经过化学成分分析后得知,机械密封盖组件、法兰套、密封环支架、密封环、法兰、锁紧螺母均为非不锈钢材料且未作表面处理,长期处于恶劣环境中,导致零件锈蚀损坏,且由于该船处于修理中,长时间未盘车,旋转件与静止件锈蚀粘连到一起,最终导致整个轴系卡滞不动,无法盘车。
通过上述分析得知,由于中间支撑所处环境恶劣、部分零件本身未作表面处理产生锈蚀且长时间未动车,是导致此次轴系卡滞故障的主要原因。
3 零件的替换、修理及改进建议
3.1 零件的替换
根据勘验得知,机械密封盖组件、法兰套、密封环支架、密封环、法兰、锁紧螺母均完全损坏,不能继续使用,由于没有零件图纸,需根据化学成分确定每个零件的具体组成,然后对比国内牌号进行相近替换或者以优代劣。对每个零件进行尺寸测绘,经过计算满足原机组的要求,绘制出加工图纸。同时,对每个零件进行表面处理——发黑处理或者镀铬,进行防护作用。
3.2 零件的修理
除上述完全损坏的零件外,其余的零件均出现局部轻微的锈蚀,根据勘验、分析计算后,对这些零件局部除锈即可,修理完毕后进行油封包裹保存。这样处理,既节约了时间又降低了经济成本。
3.3 改进建议
建议对中间支撑所在船舱加装隔离舱板,这样可以阻挡潮湿空气从气垫处直接进入该船舱,降低船舱内部水气含量,改善船舱环境,提高设备使用时间。
4 结束语
目前,中间支撑装置已经完成了加工,经过台架试验后,符合原机组的要求,后续准备进行上船回装,经过设备表面保护及船舱加装隔离舱板处理后,设备的可靠性显著提高。
