贵冶硫酸车间废酸系统改造实践
2021-02-28钟瑞晨
闫 帅,钟瑞晨
(江西铜业集团贵溪冶炼厂,江西贵溪335424)
江西铜业集团贵溪冶炼厂(以下简称贵冶)是大型铜冶炼基地。在铜冶炼过程中,精矿中的砷元素部分以难溶性砷酸盐进入冶炼渣中,60%以上进入SO2烟气中[1]。烟气经过电收尘器后通常还带有一些矿粉进入制酸系统中,在制酸净化系统中采用循环液喷淋洗涤达到降温除尘的目的,将烟气中的铜、砷及其他重金属离子等杂质转移至循环液中,同时循环液中会溶解SO3和部分SO2,产生定期外排的废酸。通常采用硫化法对废酸进行处理,脱除废酸中铜、砷等杂质。硫化法是向废酸中加入一定量的硫化剂,反应生成难溶的硫化物如三硫化二砷、硫化铅、硫化铜、硫化镉等固体悬浮物[2]。硫化法脱除砷及重金属等有害元素效果较好,具有工艺简单、杂质去除率高等优点。硫化法处理废酸产生以三硫化二砷为主要成分且砷含量较高的含砷废渣,有利于砷的回收利用。硫化法的缺点是处理过程产生的硫化氢气体需要处理[3]。因此,在硫化过程中铜、砷的脱除效率和硫化氢气体的吸收率是关键指标。
1 废酸系统现状及存在问题
1.1 废酸系统现状
贵冶硫酸车间有4套制酸系统,废酸产出量约1 800 m3/d,其他车间送至硫酸车间的废酸约600 m3/d。废酸系统有6套硫化反应装置,每套处理量在15 m3/h。改造前废酸系统工艺流程见图1。
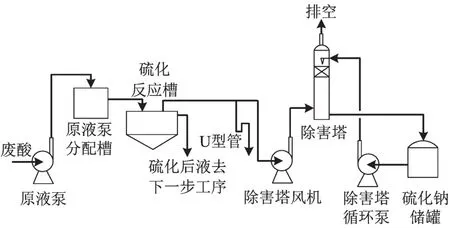
图1 改造前废酸系统工艺流程
在硫化反应槽中添加硫化钠溶液,硫化钠与稀酸反应产生的硫化氢与原液中的Cu、As等离子生成CuS、As2S3等沉淀物。溢出的硫化氢气体通过负压管抽至除害塔,用硫化钠溶液吸收多余的硫化氢,生成硫氢化钠,返回硫化钠储槽。
1.2 废酸系统改进前存在的问题
1.2.1 硫化钠用量大,废水含盐量高
硫化系统采用硫化钠作为硫化剂,废酸原液中w(H2SO4)在5%~10%,酸度相对较高,硫化钠与稀酸反应迅速生成大量硫化氢,较多的硫化氢气体来不及与原液中铜、砷发生反应就被负压系统吸走,进入除害工序,造成了硫化钠利用率低、用量大。随着硫化钠加入量的增加使废酸中引入大量钠离子,提高了废水中的盐分,而废水中盐分很难去除,增加了废水处理成本。
1.2.2 生产负荷大,硫化后液砷含量偏高
正常生产情况下,废酸处理装置基本达到满负荷运转,雨季时,水量增多,原液槽酸度下降,废酸处理量激增,造成反应不充分,硫化钠用量增多,且废酸在反应槽内停留时间不足,导致硫化后液砷含量偏高。正常生产时硫化后液中ρ(As)为50~150 mg/L,雨季时ρ(As)超过150 mg/L。此时,原液槽易出现溢流的现象,负荷增大对设备也会造成较大影响,铜浓密机易出现翻浆现象,增大了后续反应的压力。在系统停车时,反应槽进液阀关闭不及时也会造成硫化后液砷含量偏高。
1.2.3 硫化氢利用率低
由于废酸硫化反应是分步反应过程,先形成硫化氢,硫化氢再与铜、砷反应形成沉淀。在日常生产中由于矿料的变化以及各车间废酸成分复杂,导致废酸原液中铜、砷含量波动大,硫化钠添加难以控制,易造成硫化钠添加过量,产生大量硫化氢未能及时反应而被负压系统抽走,造成硫化氢利用率低而且富余的硫化氢会造成除害系统的压力增大。
2 废酸系统改进
2.1 以硫氢化钠为硫化剂
处理等量的废酸,硫氢化钠比硫化钠的消耗更少;同时,硫化钠易结晶,硫氢化钠的结晶温度远低于硫化钠。因此,在温度较低的情况下,硫氢化钠管道不需要用伴热蒸汽进行保温,减少了蒸汽的使用量;使用硫氢化钠作为硫化剂对原液酸度的要求较低,硫氢化钠比硫化钠少一个钠离子,即在废酸处理过程中,引入的钠离子总量理论上可以减少50%,减少高盐废水的盐度,有利于废水“零排放”。
2.2 废酸系统扩容改进
由于废酸系统的处理能力已不能满足生产需求,易造成原液槽液位铜浓密机翻浆等情况,增大了后续电化学除砷的压力及铁极板溶解速度,增加了成本。因此,技术人员经过讨论后决定,利用现有工序空间新增第7套硫化反应装置,以应对雨季废酸产出激增的情况,增大系统处理能力,降低系统负荷,解决因废酸原液量波动造成原液槽液位持续走高等问题。同时在废酸系统停车时,针对硫化反应槽进液阀关闭不及时造成硫化后液砷含量偏高的问题,对进液阀进行改造,将其更换为自动阀,可实现自动开关,避免了因操作不及时造成对的后续工序的影响。
2.3 氢氧化钠为硫化氢吸收剂
采用氢氧化钠作为吸收剂吸收硫化氢,氢氧化钠吸收硫化氢反应过程中,随着氢氧化钠浓度逐渐降低,硫化钠浓度增加,当酸碱反应超过终点时,硫化钠与硫化氢反应生成硫氢化钠[4]。
H2S+2NaOH→Na2S+2H2O
H2S+ Na2S → 2NaHS
为减少除害塔吸收硫化氢时氢氧化钠的消耗,新老废酸系统各新增一个原液吸收塔替换原液分配槽,利用原液中的铜、砷离子消耗一部分硫化氢;在原液吸收塔与除害塔之间新增的酸雾沉降塔,塔顶设置孔板、清洗喷嘴并装填少量海尔环填料,分离大部分酸沫、酸雾,减少液碱消耗。改造后废酸系统工艺流程见图2。

图2 改造后废酸系统工艺流程
3 废酸系统改造后效果
改造后废酸系统运行稳定,取得了较好的效果。
1)以硫氢化钠代替硫化钠作为硫化药剂,硫氢化钠利用率达到了86.46%,可节约成本664.54万元/年;同时,减少了废水中盐分的含量,引入钠离子含量降低达到58.9%,不再需要蒸汽伴热,节省了蒸汽费用。
2)废酸系统扩容解决了硫酸车间日产出废酸量大于系统处理量的问题,避免了废酸系统设备高负荷运转,保证硫化后液砷含量指标的稳定,减轻了后续处理工序的压力,减少了铁极板的消耗速率,降低了成本。
3)用氢氧化钠吸收硫化氢提高了硫化氢的吸收率,生成的硫化钠、硫氢化钠可回用至硫化反应,降低了硫化反应单耗,处理废酸硫氢化钠单耗由6.96 kg/t下降至 4.2 kg/t,保证了除害系统运行的稳定。同时对负压系统进行改造,增大硫化氢的利用率,减少了氢氧化钠的消耗。
4 结语
冶炼行业因具有污染源多,污染后果严重等特点,故对污染物处理的要求应更为严格和超前[5]。此次改进从废酸系统稳定运行、节约成本的角度出发,通过更换硫化药剂、增加硫化反应设备、更换硫化氢气体吸收药剂以及负压系统的改造,有效地解决了废酸系统负荷高、硫化剂用量大、硫化氢利用率低等问题,确保了硫化工序指标控制平稳。
