耐磨板圆弧面磨削用砂轮修整器设计
2021-02-25周凌杰
周凌杰, 周 聪
(镇江中福马机械有限公司,江苏 镇江 212016)
1 零件分析
耐磨板是刨片机的主要零件,年产13 200件,属中批量生产。由于该零件结构复杂,尺寸精度和形位公差要求高,采用普通加工方法其尺寸精度和位置精度难以保证,特别是R602圆弧面的磨削,其砂轮的修整是手工进行,费时、费力、效率低,加工质量难以保证,废品率高[1-5]。故设计零件磨削用砂轮修整器,以提高工效。耐磨板零件如图1所示。
2 砂轮修整器结构
砂轮修整器结构如图2所示,其主要由底座、支撑座1、滑座、销轴、对刀销、支撑座2、螺杆、螺栓M8×35、销6×40、螺栓M8×25、手轮16×100、金刚笔、键4×12等组成。
3 砂轮修整器的工作原理
将砂轮修整器放置在平面磨床工作台上,找正,保证金刚笔运动的最低点与砂轮的最低点重合,通电,使砂轮修整器吸附在电磁工作台上;通过手轮旋转带动螺杆旋转,从而带动滑块上的金刚笔做圆弧运动对旋转的砂轮进行修整,保证砂轮颗粒的锋利,并保证砂轮R602圆弧成形,然后对工件进行R602圆弧面的磨削。通过使用这种自行设计的砂轮修整器修整后的砂轮圆弧面,达到R602的要求,该砂轮磨削出的耐磨板R602圆弧面达到图纸的尺寸精度要求,保证了批量生产的一致性,解决了加工效率低的问题,提高了工效和产品各项性能指标。
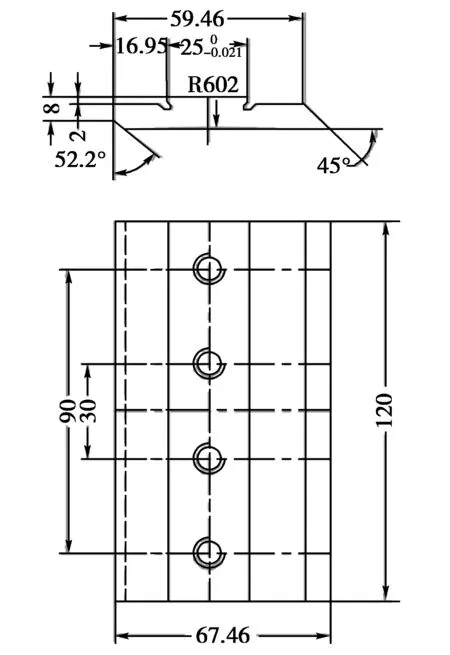
图1 耐磨板
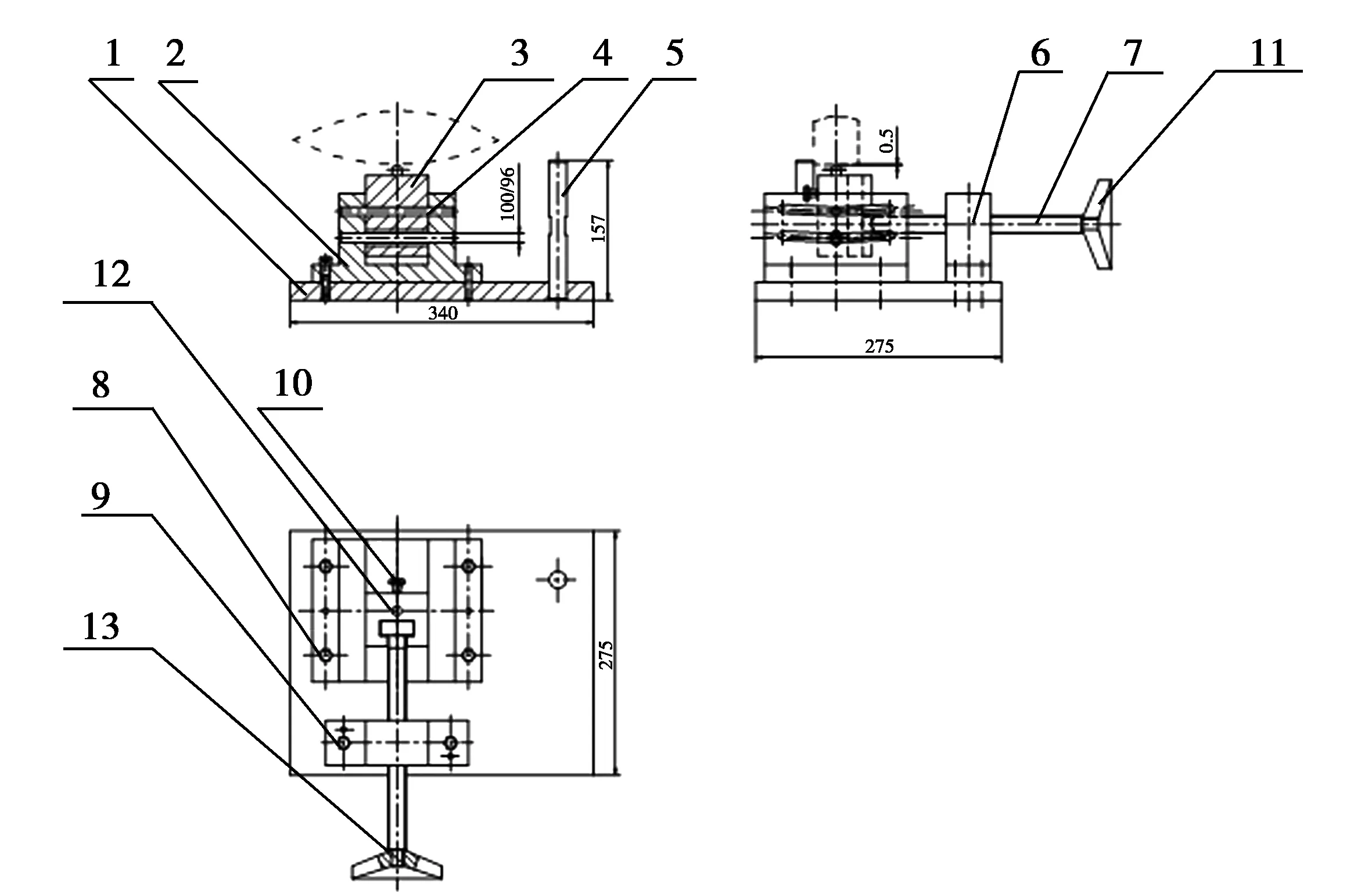
图2 砂轮修整器
4 砂轮修整器的主要零件设计
4.1 底座
底座的设计如图3所示,该零件为工装的基础件,其分别与支撑座1、对刀销、支撑座2、螺栓、销等零件连接。底座设计有A基准,要求φ20H7孔相对于A基准的垂直度为0.02 mm。与φ20H7孔连接对刀销的外圆公差为φ20H6,所以底座与对刀销的配合为过渡配合。φ20H7孔的表面粗糙度为Ra3.2,工艺需安排铰孔。底座材料选择Q235-A普通碳钢,经济性较好。
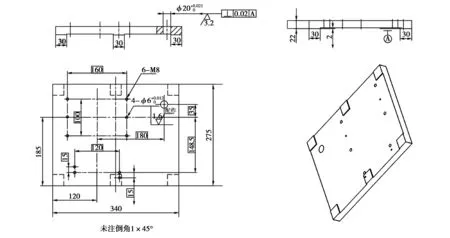
图3 底座
4.2 支撑座1
支撑座1的设计如图4所示,该零件分别与底座、滑座、销轴、螺栓、销等零件连接。支撑座1设计有A基准面,要求尺寸70两侧面相对于A基准面的垂直度为0.02 mm,尺寸10(+0.015/0)轴心线相对于A基准面的平行度为0.025 mm。由于销轴外圆尺寸为负公差,所以销轴与支撑座1的配合为间隙配合;由于滑座尺寸70为负公差,所以滑座与支撑座1的配合为间隙配合。支撑座10(+0.015/0)圆弧槽工艺安排外协线切割加工。支撑座1材料选择45#中碳调质结构钢,经过调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。
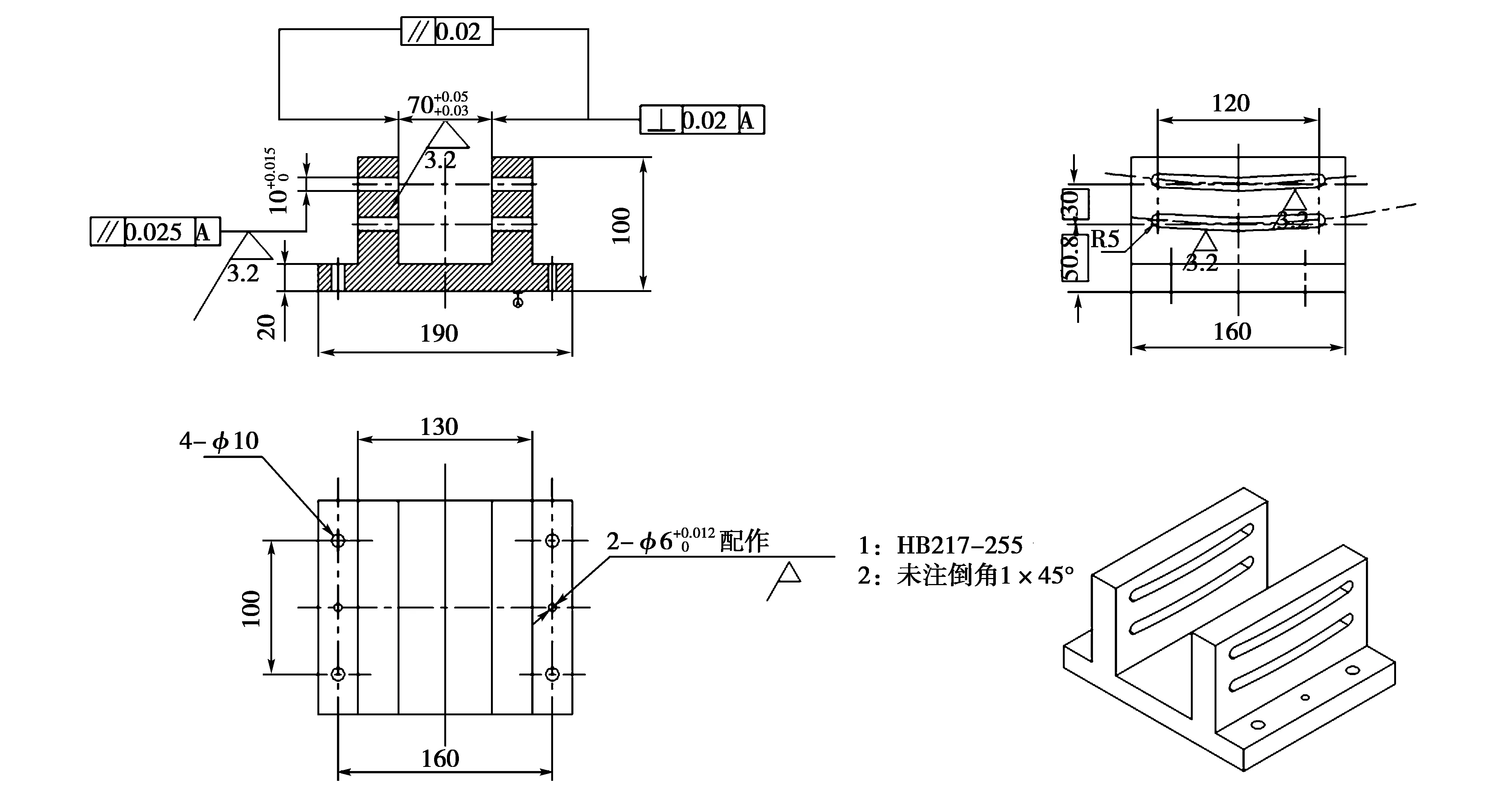
图4 支撑座1
4.3 滑座
滑座的设计如图5所示,该零件与支撑座1、销轴、螺杆、螺栓、金刚笔连接。滑座设计有A基准,要求φ10H7孔相对于A基准的垂直度为0.02 mm。滑座与销轴、支撑座1的配合为间隙配合。φ10H7孔的表面粗糙度为Ra3.2,工艺需安排铰孔。滑座材料选择45#中碳调质结构钢。
4.4 销轴
销轴的设计如图6所示,该零件与支撑座1、滑座连接。销轴与支撑座1、滑座的配合为间隙配合。销轴材料选择45#中碳调质结构钢。
4.5 对刀销
对刀销的设计如图7所示,该零件与底座连接,用于砂轮修整时的对刀。对刀销与底座的配合为过渡配合。对刀销材料选择45#中碳调质结构钢。
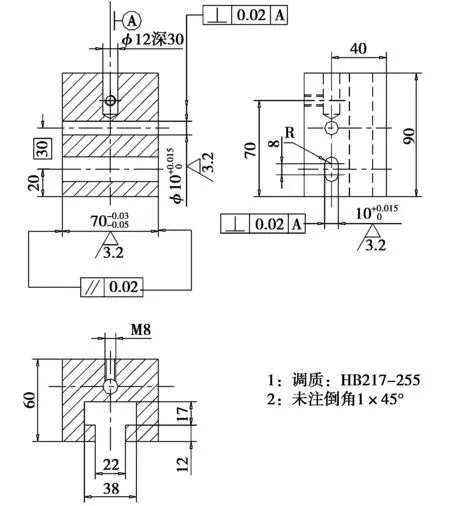
图5 滑座
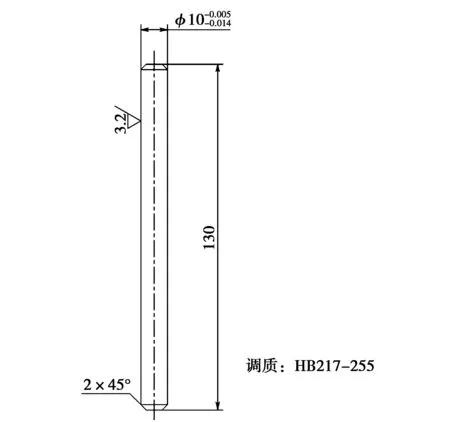
图6 销轴
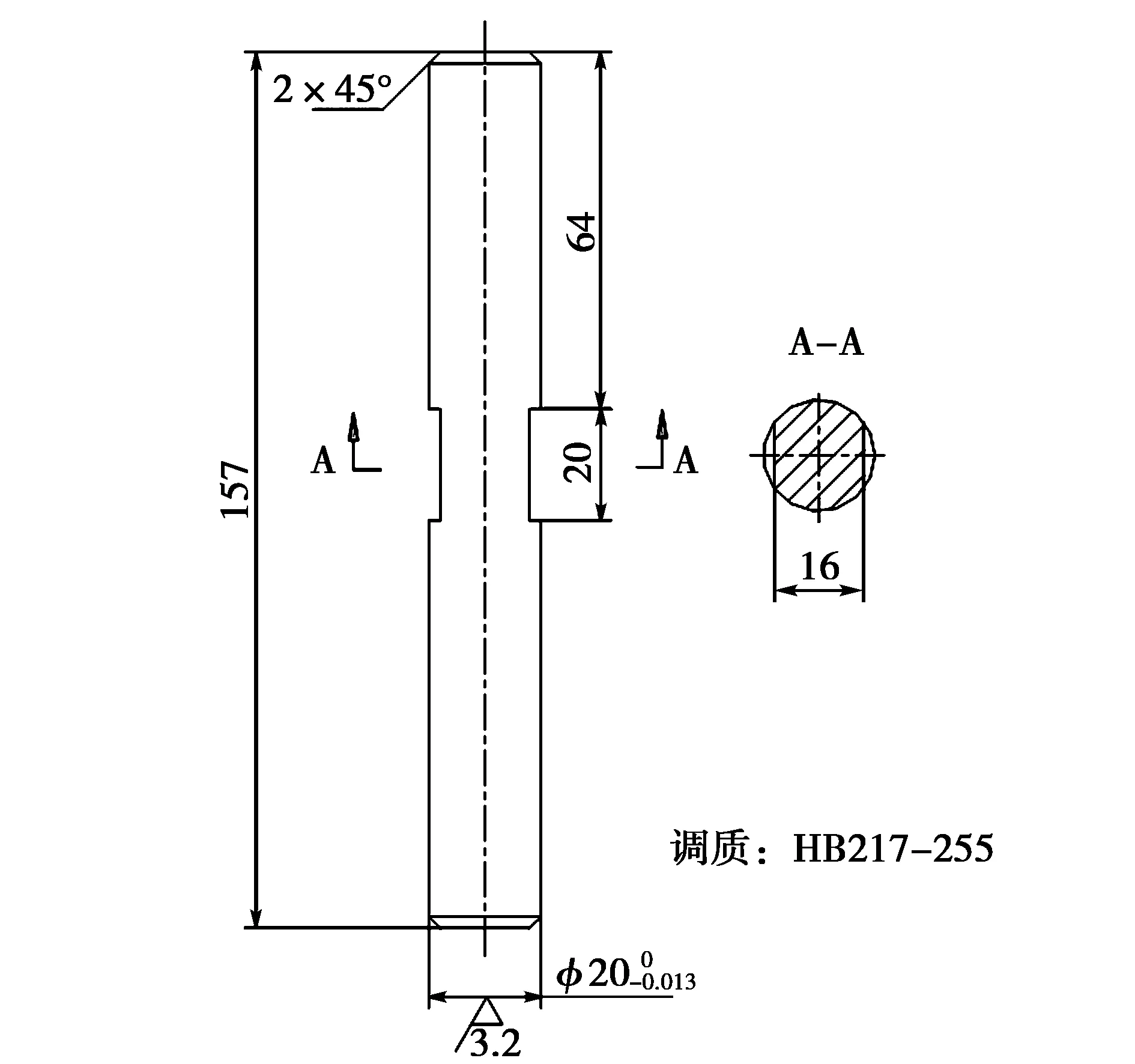
图7 对刀销
4.6 支撑座2
支撑座2的设计如图8所示,该零件与底座、螺杆、螺栓、销连接。支撑座2材料选择45#中碳调质结构钢。
4.7 螺杆
螺杆的设计如图9所示,该零件与滑座、支撑座2、手轮、键连接。螺杆材料选择45#中碳调质结构钢。
5 小结
砂轮修整器投入生产使用后,不仅提高了耐磨板的加工精度,解决了耐磨板圆弧面砂轮修整问题,还减少了操作人员的加工负荷,降低了劳动强度,缩短了生产周期,从而大大提高了生产率,且保证了产品质量。
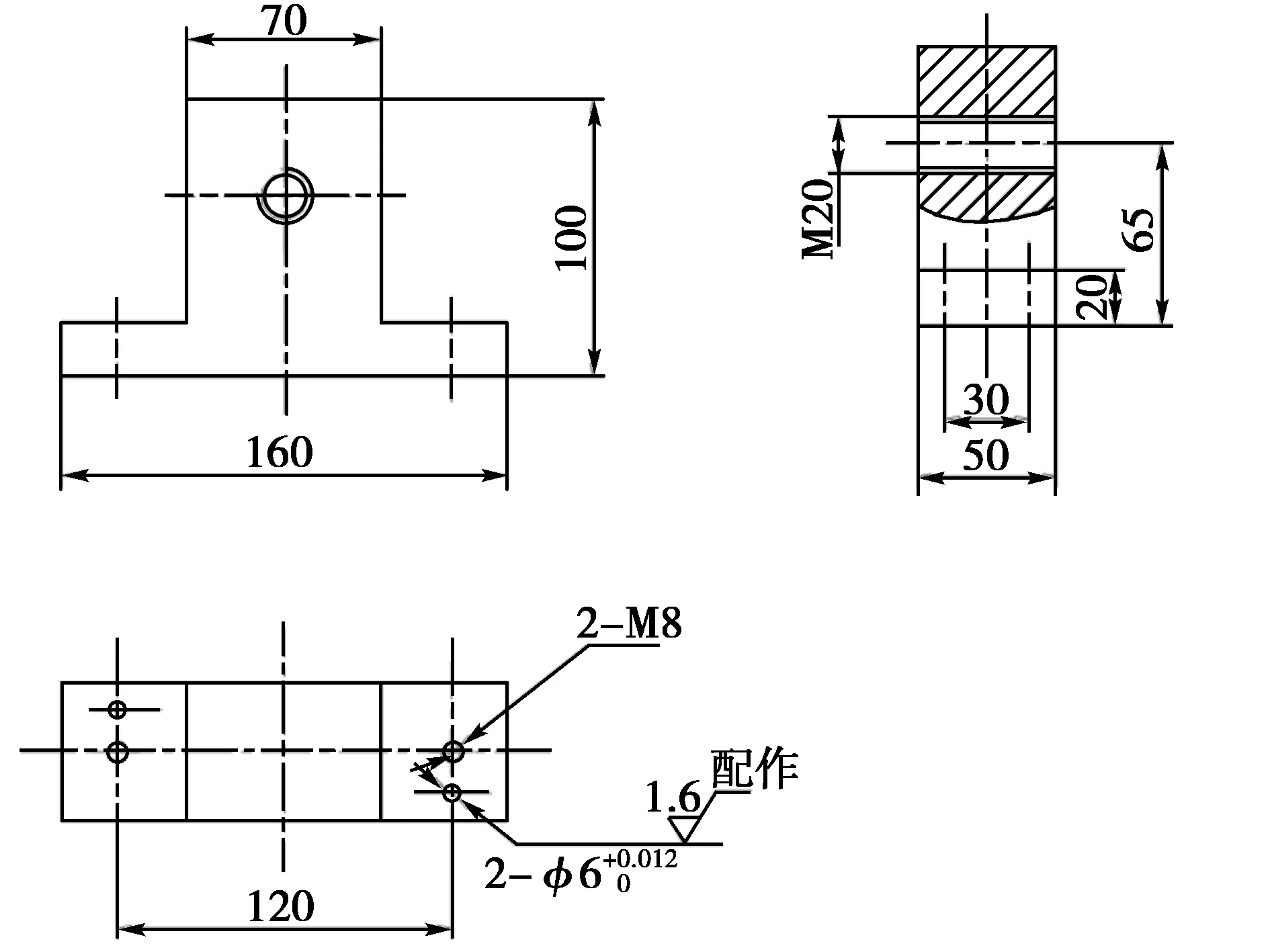
图8 支撑座2
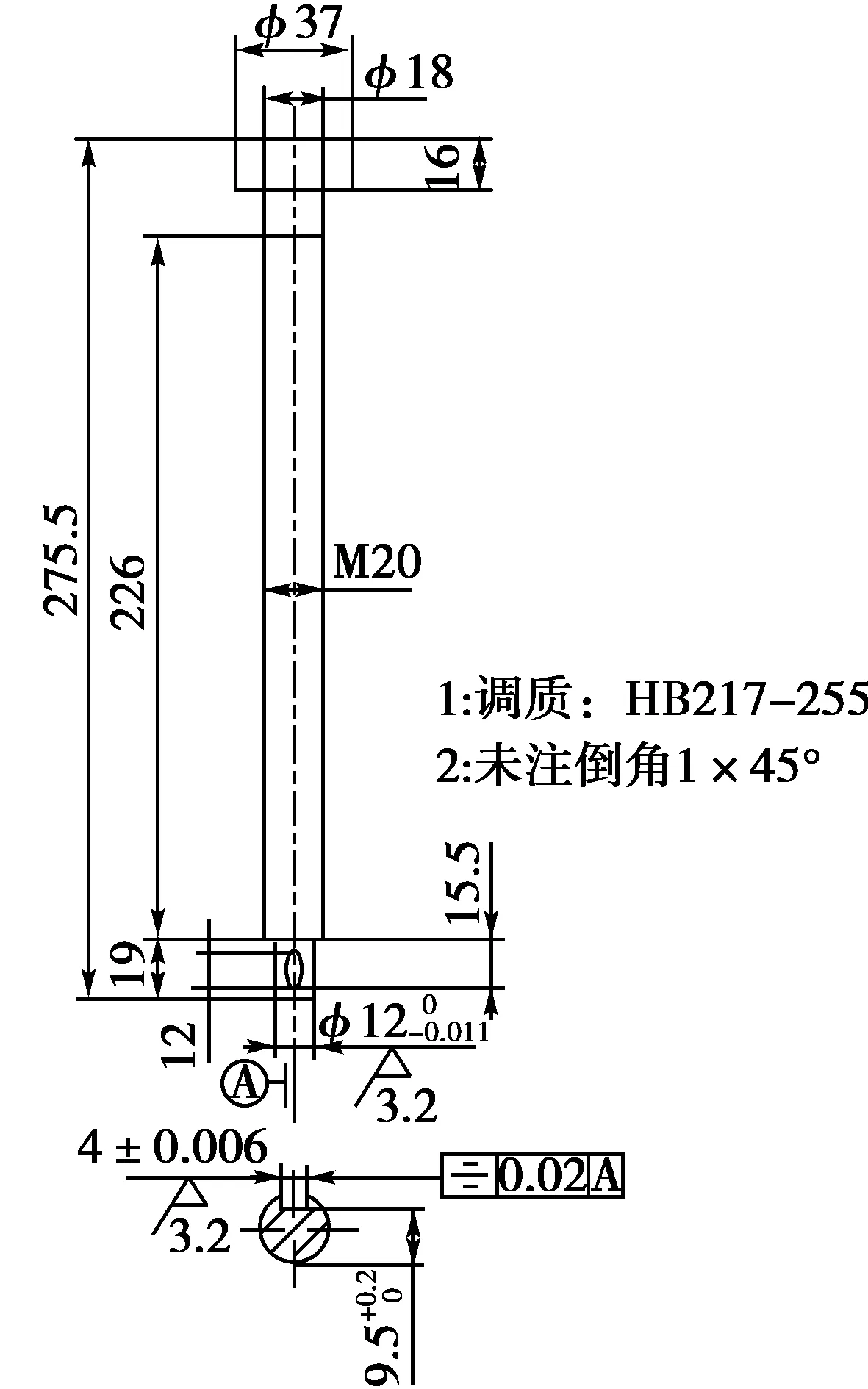
图9 螺杆
