金刚石圆锯片的张力检测与处理技术的研究
2021-02-18蒋鹏飞
蒋鹏飞
(1.桂林特邦新材料有限公司 ,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司 广西超硬材料重点实验室,广西 桂林 541004;3.中国有色桂林矿产地质研究院有限公司 国家特种矿物材料工程技术研究中心,广西 桂林 541004)
1 前言
金刚石圆锯片被广泛应用于石材、建材行业的切割加工,因被切割的材料硬度相对较高,所以锯片在高速旋转时需要足够的动态刚度以及稳定性来确保切割的质量以及生产的安全。当锯片在锯切过程中,锯片承受离心力、锯切热以及锯切力等交变载荷作用下[1],由于锯片本身存在离心力以及不均匀的温度场的影响,锯片边缘处将产生巨大的切向压应力,而锯片夹盘处存在巨大的切向拉应力,如果锯片本身内部没有适当的张力存在,锯片在上述的高速旋转状态下会失去原来的稳定性,锯片将会产生弯曲变形,从而影响其切割质量以及缩短锯片的使用寿命,严重情况下还会危及人身安全。若金刚石圆锯片本身存在适当的张力,便能提高处于高速旋转状态下锯片的刚性,从而部分抵消锯片在切割过程中产生的负面效应;所以金刚石圆锯片在生产过程中对锯片基体进行预应力处理,即张力处理,能够有效地提高锯片的切割稳定性[2];由于适张均匀性目前还没有标准,故在实际应用时可根据要求通过试验自行确定[3]。
2 张力的分析研究
2.1 张力产生的因素
锯片本身存在张力的因素有很多,以下列举几种导致张力的因素。
2.1.1 冶金因素
在锯片基体进行冶炼过程中,钢材本身的材料特性因锻造、轧制等加工工序而产生的应力。
2.1.2 机械加工因素
锯片基体在进行冲压、激光切割等加工过程中,由于受到外部冲击力或热力等导致基体内部产生应力。
2.1.3 热处理因素
锯片基体的张力主要来源于回火后所产生的热应力[4]。
2.1.4 其他因素
锯片基体在承受敲击、捶打、撞击等造成局部塑性变形使基体产生局部应力。
2.1.5 刀头焊接因素
锯片基体因局部快速加热以及冷却过程中使锯片基体内部产生局部应力。
2.2 张力的分布方向
锯片张力的分布方向是根据锯片在不同区域内的应力状态、基体扩张状态所在的位置、在距施力点90°位置处锯片基体的变形状态以及锯片基体的中性角角度大小来表示,锯片张力的分布方向分别为:正向张力、负向张力以及零张力。
2.2.1 正向张力
锯片内部存在径向压应力;锯片中间区域成碗状形态;在锯片检测点的90°位置上的变形方向与施力方向一致;锯片的中性角测量值大于90°。
2.2.2 负向张力
锯片的外部存在切向压应力;外部区域呈扩张状态;在锯片检测点的90°位置上的变形方向与施力方向相反;锯片的中性角小于90°。
2.2.3 零张力
锯片任何区域无扩张状态;锯片内外部区域没有压应力存在;距检测点90°位置处没有变形产生;中性角为90°。
因此要想获得合适的张力,就需要我们对锯片进行张力的检测,了解张力的分布情况,从而对锯片本身的张力进行正确的调整。
2.3 张力过大或过小对切割质量的影响
2.3.1 张力过大
锯片在高速切割过程中,张力过大会导致锯片垂直切割方向(切割深度方向)产生歪斜现象,如图1所示。
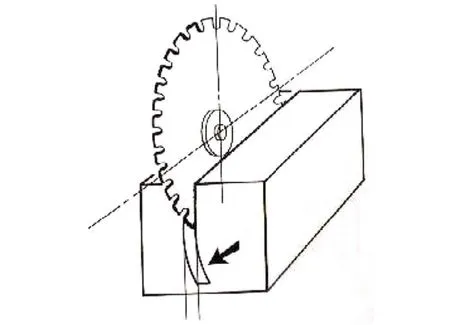
图1 张力过大切割示意图Fig.1 Diagram of cutting under excessive tension
2.3.2 张力过小
锯片在高速切割过程中,张力过小会导致锯片水平切割方向(切割长度方向)产生歪斜现象,如图2所示。
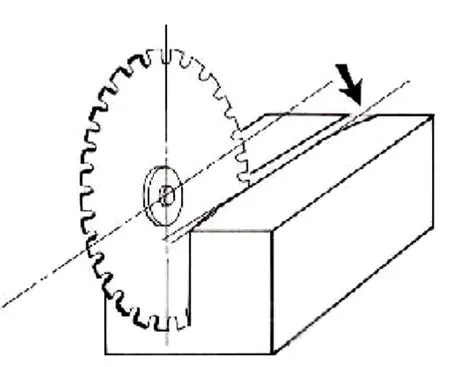
图2 张力过小切割示意图Fig.2 Diagram of cutting under small tension
3 张力的检测处理技术分析与研究
3.1 张力处理技术的分析与研究
目前国内外张力处理技术有很多种,例如:手动锤击法、辊压法、喷丸法、局部加热法、定向冷却回火热处理方法以及激光处理法等等。其中手动锤击法和辊压法是目前各大锯片生产商最多采用的处理方法。
其中手动锤击法是人工使用锤子对锯片的特定区域进行锤击敲打,从而使锯片的内部张力进行重新分布均匀,此方法对工具以及操作环境和场地的要求最为简单,但生产效率相对较低并且比较依赖于操作员工的经验,不适用于大规模采用。而辊压法是采用碾压机在锯片的某一区域进行环形碾压,使所碾压的区域产生塑性变形,从而使锯片内部张力重新分布均匀。此方法虽受限于场地的要求,但对张力的处理效率高、有利于大批量生产。目前,辊压法被公认为是一种有效可行的适张度处理方法,具有操作简便,效率高、可靠性高和一致性好等特点[5]。
3.2 张力检测技术的分析与研究
目前张力检测的方法有很多,分别包括:人工检测和设备检测。
3.2.1 人工检测
人工检测是将锯片水平放置在检测台上,使用刀口尺贴紧锯片基体,观察当锯片变形时与刀口尺之间是存在间隙以及间隙的方向来判定锯片存在的张力为正向张力或负向张力。因为锯片基体存在的弯曲间隙就是锯片张力分布不均匀膨胀的重要依据(如图3、4所示),人工检测较为方便简单,对工具以及检测场地的要求不高,但为了检测出锯片的实际张力分布情况,往往耗时较长才能得出结果,检测效率很低,而且需要操作员工拥有丰富的校片经验。
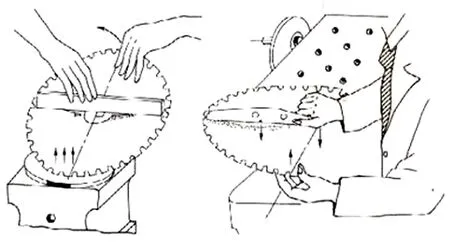
图3 刀口尺检查锯片基体的正向张力分布图Fig.3 The positive tension distribution of saw blade matrix checked with knife edge ruler
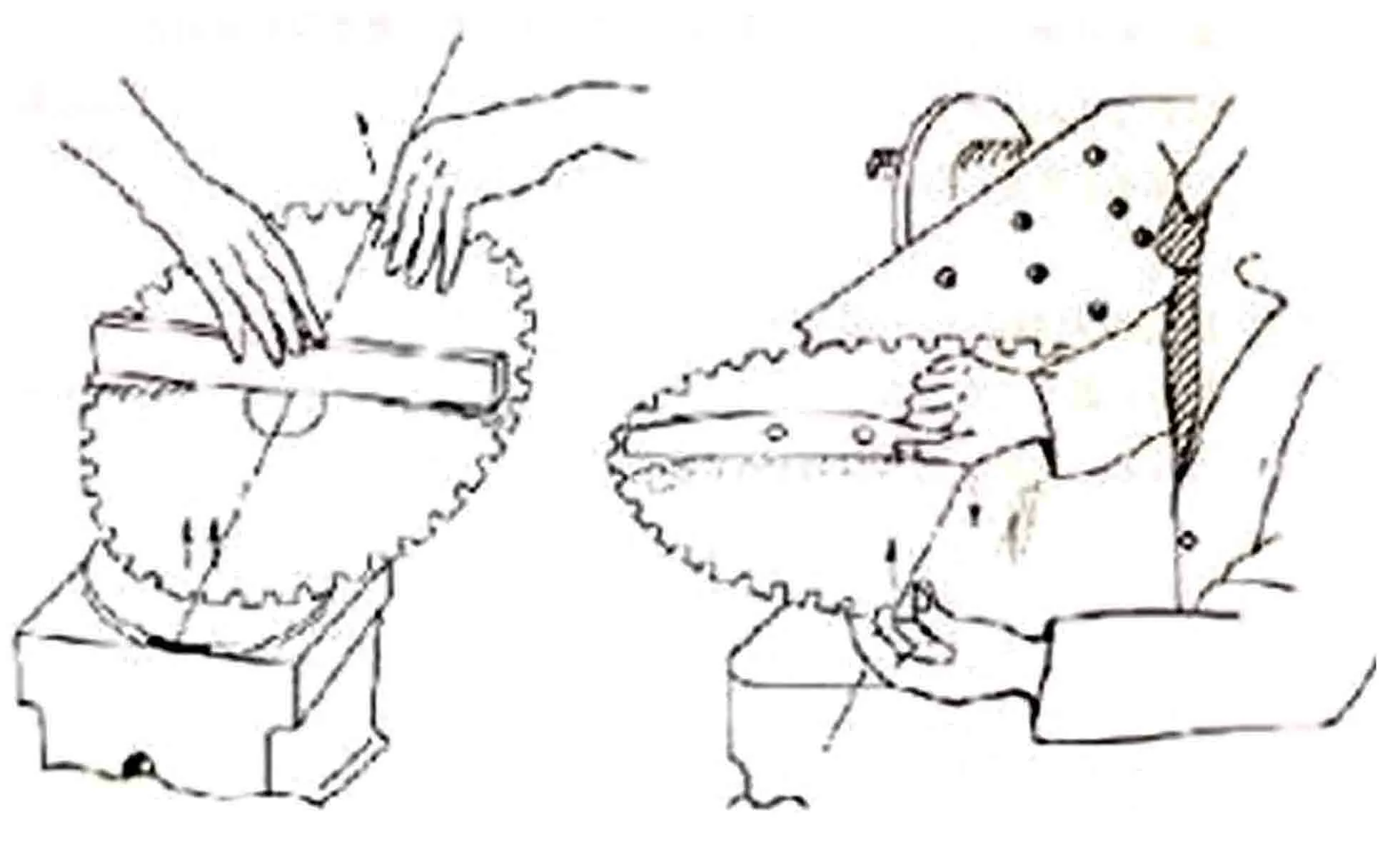
图4 刀口尺检查锯片基体的负向张力分布图Fig.4 The negative tension distribution of saw blade matrix checked with knife edge ruler
3.2.2 设备检测
设备检测是利用设备对锯片外环加载一个固定的力值,当锯片受力产生变形时,通过观察锯片距施力点90°位置处的变形方向和施力方向的关系来判定锯片存在的张力状态。若锯片变形方向与施力方向一致,则表示锯片处于正向张力;若锯片变形方向与施力方向相反,则表示锯片处于负向张力;当锯片没有发生变形时,则表示锯片处于零张力状态。
张力检测机通过为圆锯片在工业现场条件下的适张状态无损量化检测,提供了一种先进的方法和设备[6],这样员工就可以快速准确的对锯片进行张力处理,处理时间短,效率高,有利于大批量的生产。
4 结束语
(1)过大或过小的张力都会影响到切割质量,为确保金刚石圆锯片在切割过程中的稳定性以及切割质量,因此合适的张力分布是必不可少的。
(2)通过各种张力处理技术在经济性与效率性的对比,目前认为采用辊压法对金刚石圆锯片的张力进行处理是性价比最高的方案。
(3)通过人工检测与设备检测张力分布情况的对比,目前认为采用设备检测-电脑张力检测机是效率最快的检测技术手段。
