两种冷压方式对金刚石串珠及其切割效率的影响
2021-02-18莫睿,张俊,钟帅
莫 睿, 张 俊, 钟 帅
(1.桂林特邦新材料有限公司 ,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司 广西超硬材料重点实验室,广西 桂林 541004;3.中国有色桂林矿产地质研究院有限公司 国家特种矿物材料工程技术研究中心,广西 桂林 541004)
1 简介
金刚石串珠绳锯生产中,串珠的冷压工序是非常重要的环节。串珠冷压是指将金属粉末与金刚石颗粒混合组成的粉末,在常温下压制为串珠冷压坯的过程[1]。由于金刚石工具的特殊性,金刚石分布对金刚石串珠绳锯的性能有决定性影响,而冷压是决定金刚石分布的最后一道工序,对最终产品的性能起着决定性作用,后道工序不能再对金刚石的分布变化产生影响,对金刚石在金刚石串珠胎体中的分布起着“把关”作用。随着国内金刚石串珠绳锯工具生产线上自动化程度的大幅提高[2-3],金刚石串珠冷压生产形式的变化使得生产工艺参数随之变化[3-4],而对金刚石分布变化的研究较少。
金刚石数量对金刚石工具制品的性能起着非常重要的作用[5],而金刚石串珠绳锯在工作过程中直径不断减小,其金刚石数量也随之变化。
本次实验通过使用两种冷压方式下生产的金刚石串珠做成花岗岩矿山绳锯,对花岗岩矿山进行切割,研究金刚石数量随金刚石串珠直径缩小而产生的变化,并统计金刚石数量变化与绳锯切割效率之间的变化,探索两种冷压方式对金刚石分布数量随串珠直径变化和花岗岩切割效率的影响。
2 实验
2.1 实验原料
采用W15A2金刚石串珠结合剂配方粉料,采用三维混料机混大料8小时后,加入添加剂,质量分数0.5%,然后添加金刚石混合50分钟。
2.2 实验串珠规格
实验串珠规格:外径:Φ12.2mm,基体外径:Φ8mm,高6.4mm;
实验串珠重量:3.61g;
实验绳锯规格:每米串珠数量40粒,每种样品总长度50m;
实验切割花岗岩:五莲花;
实验切割使用功率:55kW;
实验切割量:100m2/刀。
2.3 生产工艺
冷压方式:半自动冷压,全自动冷压。
烧结温度及压力:860℃,25MPa;
2.4 实验方式
将同一批次混合出来的W15A2金刚石串珠配方结合剂粉料,分别使用半自动冷压与全自动冷压按指定重量进行冷压压制,使用相同的烧结工艺烧结成串珠,各自制作50m矿山绳锯,使用55kW的绳锯机将绳锯分别对五莲花花岗岩进行切割。
在金刚石串珠制作过程中,将两种方式冷压出来的串珠,进行打磨,直径每打磨0.6mm后分别记录其表面金刚石数量。主要比对前5层金刚石。
绳锯切割矿石时,每次切割记录其切割效率,单位为m2/h。
3 结果与讨论
3.1 金刚石串珠外观对比
两种冷压方式制作出来的串珠绳锯初开刃时候就可以看出,两者表面金刚石的分布明显不同,如图1到图4。

图1 半自动冷压串珠绳锯外观Fig.1 Appearance of semi-automatic cold pressed bead wire saw
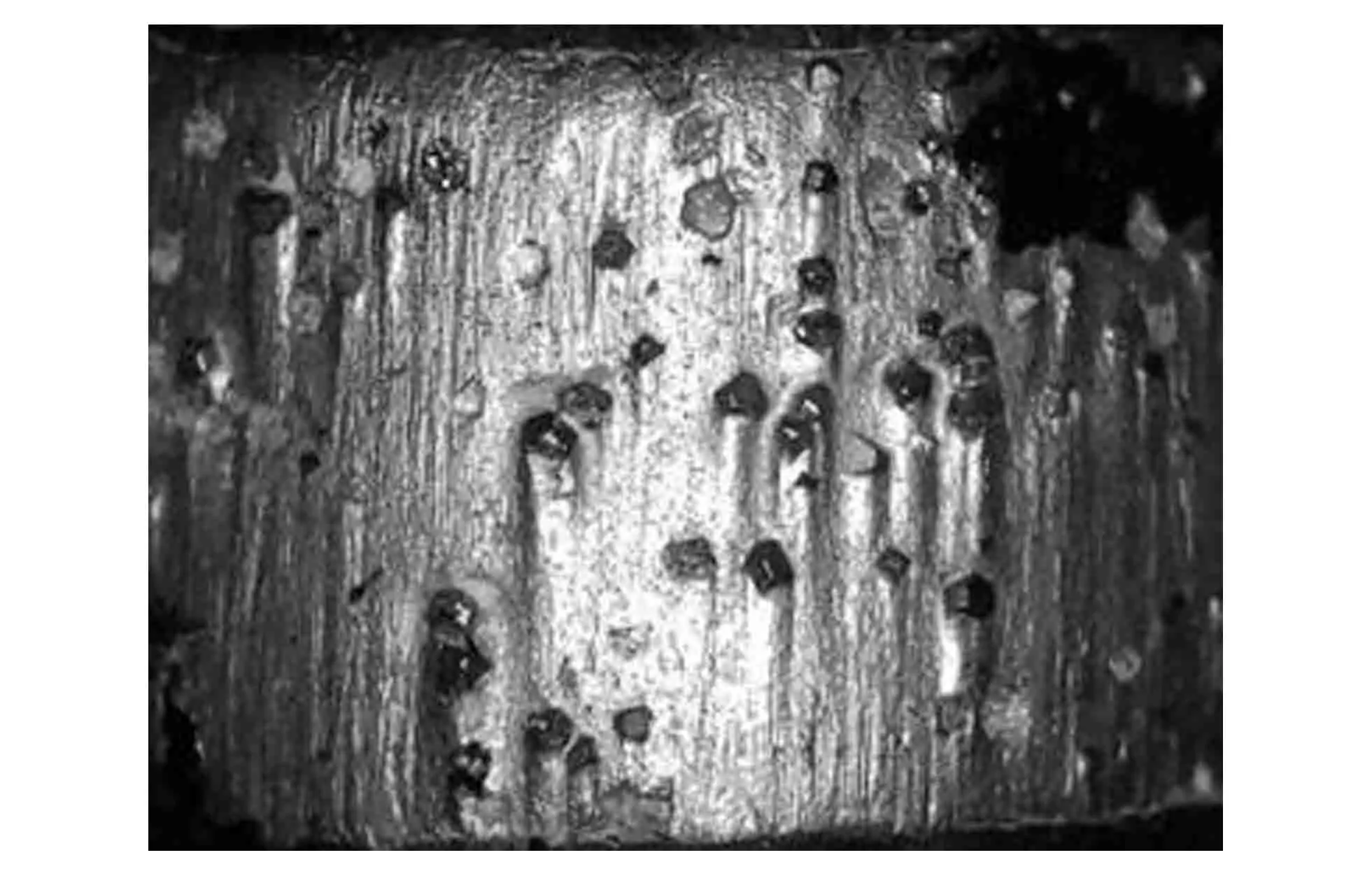
图2 半自动冷压串珠金刚石状况Fig.2 Surface diamond condition of semi-automatic cold pressed beads

图3 全自动冷压串珠绳锯外观Fig.3 Appearance of fully automatic cold-pressed bead wire saw
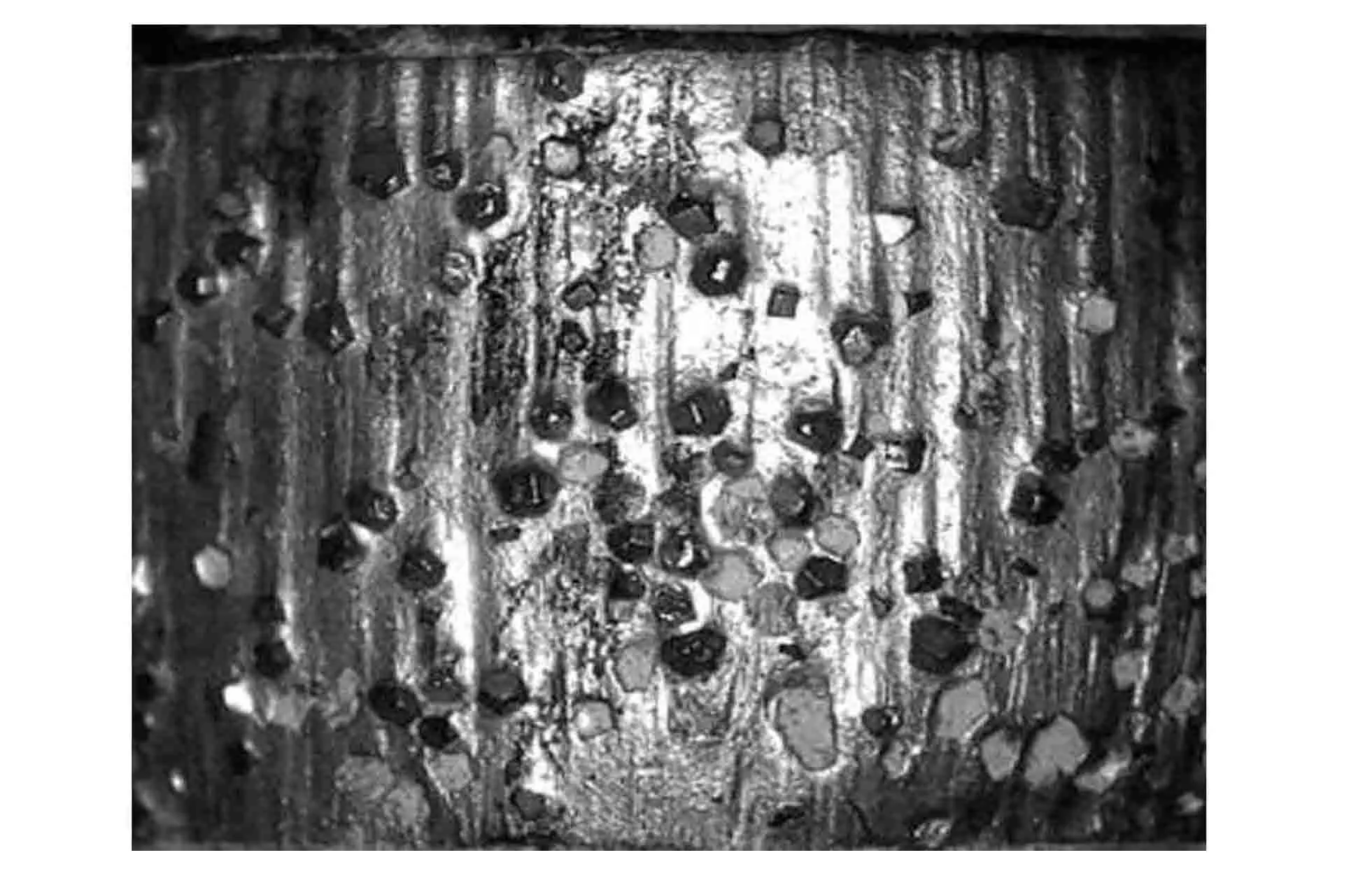
图4 全自动冷压串珠金刚石状况Fig.4 Condition of fully automatic cold pressed bead diamond
可以看出,刚开刃时,全自动冷压出来的金刚石串珠表面的金刚石密度,远大于半自动冷压串珠的表面金刚石密度,说明冷压工序中不同设备对粉料存在不同的处理方式,使粉料输送的条件发生变化,影响了金刚石在输送过程中的运动轨迹,造成了金刚石在串珠胎体内部的分布产生变化,冷压并烧结成型后其金刚石的分布呈现出明显不同。
3.2 不同直径下金刚石串珠表面金刚石颗粒数变化
对两种冷压方式下不同直径的金刚石串珠表面金刚石数量进行比对,金刚石数量结果见表1和表2。
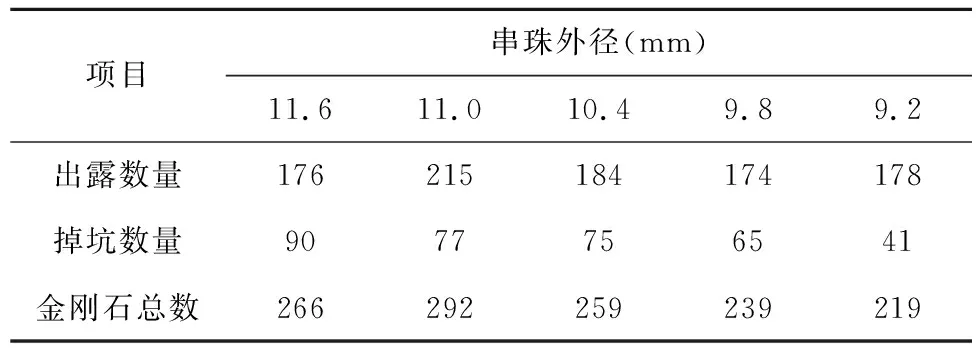
表1 半自动冷压方式下不同直径的金刚石串珠表面金刚石数量Table 1 The number of diamonds on the surface of diamond beads of different diameters under semi-automatic
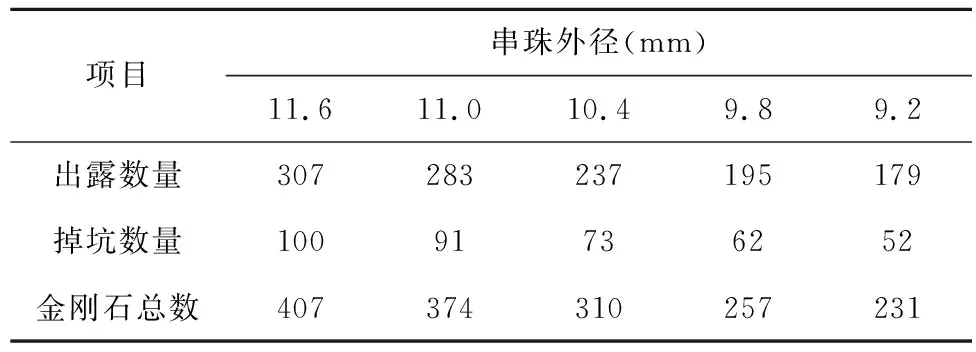
表2 全自动冷压方式下不同直径的金刚石串珠表面金刚石数量Table 2 The number of diamonds on the surface of diamond beads of different diameters in the fully automatic
通过表1和表2可以看出,两种冷压方式生产的金刚石串珠,在不同直径下金刚石数量有明显变化。
全自动冷压的金刚石串珠前3层的金刚石总数量明显大于半自动冷压串珠的金刚石数量,但第4和第5层的总数量比半自动冷压串珠多出的数量和百分比均明显下降。而半自动冷压串珠的金刚石数量在第2层最高,之后缓慢下降;全自动冷压串珠的金刚石数量在第1层最高,第2层金刚石数量开始下降,第3和第4层金刚石数量下降的最快,第5层下降趋缓。
对比金刚石出露数量,其变化趋势基本和金刚石总数相当,但到了第4和第5层,全自动冷压串珠的出露金刚石数量趋同于半自动冷压串珠的金刚石出露数量。
3.3 两种冷压方式下金刚石绳锯切割花岗岩的效率变化对比
两种冷压方式下金刚石绳锯切割花岗岩的效率结果见表3。
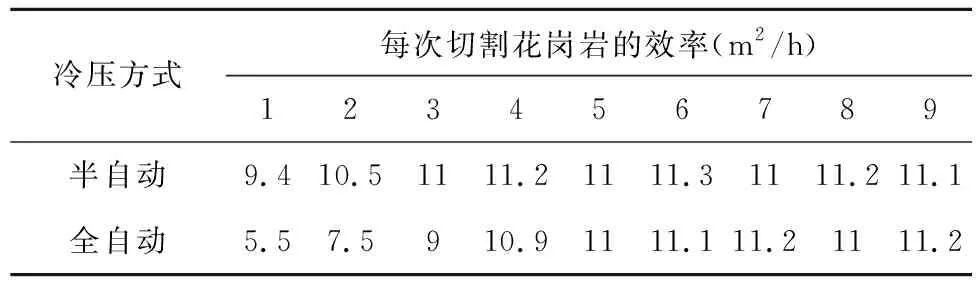
表3 两种冷压方式下金刚石绳锯切割花岗岩的效率Table 3 The efficiency of diamond wire saw to cut granite under two cold pressing methods
可以看到,两种冷压方式制作的金刚石串珠绳锯切割花岗岩,第1次的效率最低,然后不断提高,直至趋于稳定。
半自动冷压串珠绳锯的切割第1次切割9.4m2/h就达到了最高效率11.3m2/h的83%,到了第3次后效率基本保持在最高范围,而全自动冷压串珠绳锯,在第1次切割时,效率5.5m2/h明显低于半自动冷压串珠绳锯,只到同期半自动冷压效率的58%,最高效率的49%,直到第4次切割,效率10.9m2/h才接近于半自动冷压串珠绳锯,达到96%,从第5次及其后效率达到半自动冷压串珠绳锯水平。
3.4 金刚石数量和花岗岩切割效率
通过以上数据可以看出,如果金刚石数量——尤其是出露金刚石数量过多,如出露金刚石在200以上时,数量越多,对金刚石绳锯的切割效率下降影响就越大,而出露金刚石在200以下时,金刚石绳锯的切割效率会维持在一个较高范围内波动,总体效率基本达到其最高效率的90%以上。
4 结论分析
(1)不同冷压方式生产的金刚石串珠,相同直径下金刚石数量有较大差异,而随串珠直径变化,其金刚石数量变化趋势也有明显不同;
(2)外层的全自动冷压串珠表面金刚石数量明显比相同直径的半自动冷压串珠表面金刚石数量多,随着串珠直径的减小,两者表面金刚石数量趋向相同;
(3)金刚石串珠表面金刚石过多,会大大降低金刚石串珠绳锯的切割效率;
(4)金刚石串珠表面金刚石,尤其是出露金刚石下降到一定数量后,金刚石串珠绳锯的切割效率会保持在一定的范围不变。
5 展望
随着串珠全自动冷压技术在金刚石串珠和绳锯生产企业中得以迅速推广应用,进一步提升了金刚石串珠生产的自动化程度,而由于自动化生产的方式与传统生产方式相比较,在工序流程、模具结构、粉料输送方式上有较大差异,使得串珠性能上产生区别。随着自动化生产设备在不断改进,其对最终产品的性能影响仍然处于摸索阶段,有极大的改进空间。
本文仅就全自动冷压与传统串珠生产方式对金刚石分布数量随串珠直径变化和花岗岩切割效率影响的不同做了粗略探索,而自动化生产工艺对金刚石串珠绳锯的性能影响这个课题涉及方方面面,在这个非常广阔的空间里仍存在大量问题,有待行业同仁们共同研究解决,对金刚石串珠绳锯生产进一步自动化进行基础性研究,为推进整个金刚石工具行业进行产业升级尽一份绵薄之力。
