整经机筒子架纱线批量切断装置设计
2021-02-10施建花杨晓芳俞祖连孙百胜
徐 鹏,施建花,杨晓芳,俞祖连,孙百胜,徐 帅
(1.盐城工业职业技术学院,江苏 盐城 224005;2.盐城市荣意来纺机有限公司,江苏 盐城 224008)
0 引言
随着机电一体化技术的发展,现代整经机广泛采用变频电机直接传动,整经速度更快、质量更高[1-2],上落轴、更换品种亦因此变得更加频繁。为提高效率、减少用工,全自动化成为整经机最新发展方向。
李铬、王庆华等根据整经机经轴上落机器人的使用要求,提出一种机器人内部经轴升降机构,该机构采用丝杠螺母传动并在卡头端部设置倾角,实现了经轴在机器人内部平稳调度,满足了现实需要[3]。梁颖、魏毅等设计了一款整经机筒子架自动换筒机器人,通过自动化机械手将换筒工艺由人工完成改进为自动完成,整套系统面向的是大V型筒子架[4-6]。相对于大V型筒子架,直列式筒子架占地面积小、使用灵活,在中小型分批整经机和分条整经机中仍有大量应用,然而目前对直列式筒子架自动化改进的研究较少。
笔者通过分析直列式筒子架换批过程,针对熔融性纱线,设计了一套可加装在现有整经机筒子架上的纱线批量切断装置,大大缩短了换批时间。
1 总体结构
筒子架换批是指整经机筒子架上一批筒子上纱线用尽或更换品种时,将储备筒子集体换上去的过程。以外侧引出纱线的直列式筒子架为例,其人工换批过程是:导纱架外移→纱线剪断掐头→翻转储纱单元→新筒子引纱结经→导纱架复位。其中,导纱架外移和复位仅需转动手轮,用时较少;而纱线剪断掐头则需逐根进行,耗时较长。
通过分析人工换批过程,笔者认为最具现实意义的是实现纱线剪断掐头的批量化和自动化。但筒子架上导纱架和筒子之间纱线是自然悬垂的低张力状态,很难批量地快速切断。对此,筒子架纱线批量切断的设计如下:导纱架与工作纱筒之间设有电热切断装置,工作时电热切断装置在升降机构的带动下,垂直上升以批量切断低张力纱线,切断完成后再带动电热切断装置下降复位。
2 电热切断装置及其电路设计
2.1 电热切断装置
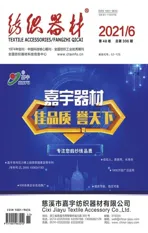
电热切断装置由底座、电热丝、电热丝支承座、弹簧、热电偶、热电偶变送器和立柱构成,电热丝输出线和热电偶输出线与多芯导出电缆连接,电热切断装置结构见图1所示。采用镍铬电热丝,不易氧化,持久耐用,但由于热胀冷缩效应镍铬电热丝发热后会伸长,虽然短距离使用时伸长不明显,但整经机纵深可达10 m~15 m,甚至更长,伸长就变得不可忽视。如Cr20Ni80线膨胀系数为1.8×10-5/℃,当温度升高到200 ℃时,10 m~15 m镍铬电热丝可伸长36 mm~54 mm;如果两端固定,则会发生弯曲变形,影响纱线切断效果,甚至造成意外事故。因此,笔者采用电热丝支承座,并加装弹簧,以降低镍铬电热丝伸长带来的不良影响。
1—电热丝;2—电热丝支承座;3—弹簧;4—立柱;5—多芯导出电缆;6—电热丝输出线;7—热电偶输出线;8—热电偶变送器;9—热电偶;10—底座。图1 电热切断装置
镍铬电热丝直径有多种规格,从实际应用角度看,以较小的电流获得所需温度将利于电路制作和引出导线选取,这也意味着单位长度电阻大、直径小、强力低,发生损坏的可能性大。通过使用比较发现,直径为0.2 mm~0.5 mm的镍铬电热丝,能在发热电流和强力间取得平衡,是较佳的选择。电热丝输出线采用大直径的多芯软线制成,如采用2.5 mm2BVR线,每米电阻在0.007 Ω~0.008 Ω,10 A电流时发热功率仅为0.7 W~0.8 W,可以满足本装置需求。
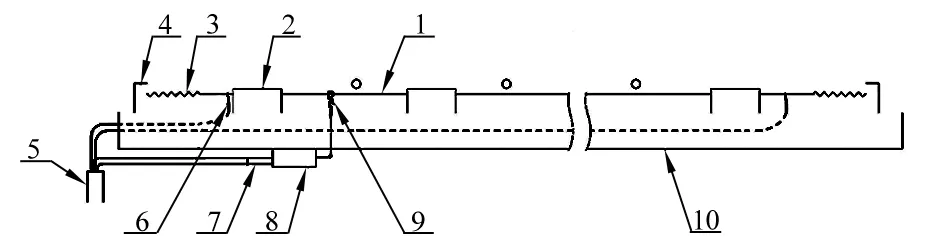
电热丝支承座仅对电热丝起支承作用,不固定其位置,能让电热丝在沟槽中滑动,材质为陶瓷或玻璃,电热丝支承座的结构如图2所示。其上设有沟槽和安装孔,电热丝穿过沟槽,避免发生横向位移和振动。在实际使用时,采用多个电热丝支承座能对电热丝起到更好地支承作用,防止电热丝下垂,并减小弹簧负荷。
1—沟槽;2—安装孔。图2 电热丝支承座结构
2.2 电热丝温度控制
区别于一般的烘箱、恒温炉系统,本系统中测温和控温对象均是镍铬电热丝自身。镍铬电热丝通电后快速升温,发热功耗正比于通过的电流,而且电热丝温度也会迅速稳定在对应温度。电热丝作为发热器件,最终温升满足稳态热平衡方程(1)[7]。
P·dt=m·c·dτ+KT·A·τ·dt
(1)
式中:
P——发热功率/W;
t——发热时间/s;
小针刀松解术:患者仰卧,在患侧膝关节找出压痛点并标记,常规皮肤消毒,铺无菌巾。1%利多卡因局部浸润麻醉,小针刀从标记点刺入,沿韧带纤维走行方向剥离3~5刀。退出小针刀,无菌纱布覆盖针孔。每周松解1次,连续治疗3次。
m——发热体质量/g;
c——比热容/[W·(g·℃)-1];
τ——发热体温升/℃;
KT——散热系数/[W·(cm2·℃)-1];
A——散热面积/cm2。
方程式(1)在恒功率、恒压和恒电流情况下有不同的形式,每种形式均有一个稳定温升解。对于最常见的恒压加热形式,其最终稳定温升解为[7]:
(2)
Kα=1+α·(θ0-θ)
(3)
式中:
U——给定的恒电压/V;

α——θ标准温度的电阻温度系数/(1·℃-1);
Kα——θ0温度下对θ标准温度下的电阻比;
θ——给定电阻系数及电阻温度系数时对应的温度/℃;
Rθ——θ标准温度下对应的发热体电阻/Ω;
θ0——环境温度/℃。
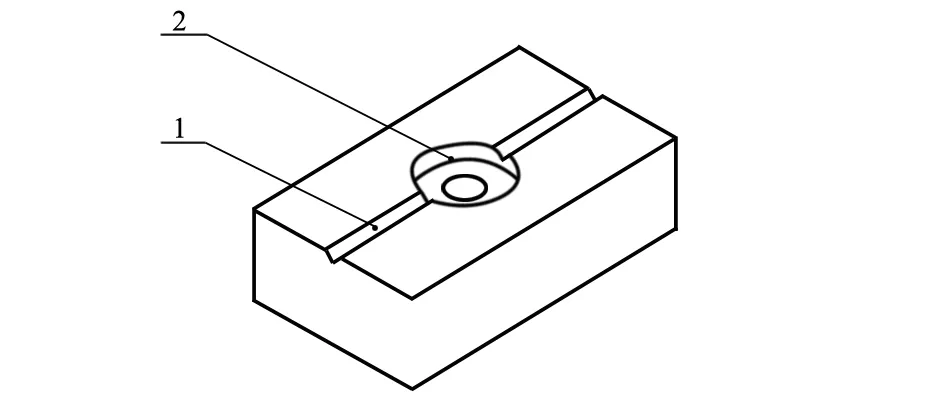
显然,在温度系数、散热系数、环境温度等固定不变的情况下,电压决定了电热丝的最终稳定温度,这本身就含有一种自平衡的过程。此外,电热丝通电后升温极快,在3 s~4 s即可达到稳定温升。因此,本系统温度控制采用图3的结构。图3中,可调电压开关电源直接驱动电热丝,人工实时根据显示
图3 温度控制结构
仪显示的温度对可调开关电源进行电压调节,从而调控温度。这种结构不再专门设置如PID控温等环节,从而简化温控结构和难度。
3 升降机构及其电路设计
3.1 升降机构结构
筒子架快速换批系统结构示意如图4所示,为便于观察对比,图4a)中右侧是筒子架的原始结构。图4中,电热切断装置上下运动以切断纱线,电热切断装置设置在导纱架与工作纱筒之间。电热切断装置上面连有提升吊绳,提升吊绳的上端固定在绳轮上,绳轮安装在提升长轴上,机架横梁上安装一托板,托板上设有提升电机,提升电机带动提升长轴正反转动,随之吊起或降下电热切断装置。
为避免电热切断装置在上下运动过程中发生晃动,电热切断装置下面竖直连有稳固拉绳,稳固拉绳下端绕过滑轮后收纳在拉绳卷线器内,同时由拉绳卷线器提供拉力。滑轮和拉绳卷线器均固定于地面,拉绳卷线器可用钢丝绳自动卷线器代替,目前市场上有成品销售,拉力大小可通过更换内部弹簧进行调整。
电热切断装置的导出电缆收纳在电缆卷线器中,以避免导线直接外挂时缠绕到机架上。电缆卷线器目前有成熟市售产品。
机架横梁下面设置有上限位开关,底板上设置有下限位开关,上限位开关和下限位开关分别位于电热切断装置运动轨迹的上方和下方。限位开关采用长柄微动开关,为控制电路提供位置信号。
3.2 升降机构控制电路
升降控制电路可视作电气控制中的小车自动往返电路,但又有所不同,这里的自动往返应当是一次往返即停止,具体的控制电路如图5所示。图5中,SQ1为图4中上限位开关,SQ2为图4中下限位开关。初始时,电热切断装置处在最下端,按下启动按钮SB2后,KM1得电并形成自锁,电机正转,带动电热切断装置上升;电热切断装置上升到最顶端时,触发SQ1,按照先断后合原则,首先断开左侧SQ1常闭触点,KM1失电,随后右侧SQ1常开触点闭合,导通KM2并形成自锁,电机反转带动电热切断装置下降,降至最下端时,触发SQ2,其常闭触点断开,KM2自锁被打破、失电,电机停止反转。运转过程中,如遇突发状况,按下停止按钮SB1中断上升或下降,解除状况后,再次按下SB2重新启动。

图5 升降机构控制电路
4 结语
笔者针对720只容量的筒子架制作了整经机筒子架纱线批量切断装置原型机,并在车间进行试用。实际使用效果表明,整经机筒子架纱线批量切断装置对熔融性化纤、蚕丝、羊毛,甚至混纺比较高的化纤/棉混纺纱均有较好效果;能够在1 min内实现720只筒子上低张力纱线的切断,而人工完成耗时约15 min;制作成本方面,单套装置改造花费约为1000元,改造性价比较高。
目前整经机筒子架纱线批量切断装置最大不足在于,仅对熔融性纱线具有良好地使用效果,而对于棉、粘胶等纤维素纤维纱线使用受到限制。研究如何在纤维素纤维裂解点破坏纱线又不至引起燃烧,将是下一步的研究重点。