波导裂缝天线单元结构设计*
2021-02-07宋晓斐陈应春
宋晓斐,陈应春
(1. 南京电子技术研究所,江苏 南京210039;2. 南京恩瑞特实业有限公司,江苏 南京211100)
引 言
波导裂缝阵列天线结构紧凑,重量轻,加工方便,成本低,增益高,副瓣低,能够实现波束全空域快速扫描,具有多目标检测、跟踪、自适应、天线波束控制灵活等特点,在雷达领域得到了广泛的应用[1-3]。目前,在国内外关于波导裂缝天线的众多研究中,大部分是关于电性能方面的,也有一部分是关于阵列天线(单元组阵)结构设计的,但关于波导裂缝天线单元结构设计的非常少,且更倾向于单元的加工制造工艺和安装工艺的研究,而对单元的结构形式和工程实现方式研究得不多。因此非常有必要对波导裂缝天线单元进行结构设计研究。
1 常规波导裂缝天线单元结构形式及固定方式
波导裂缝天线单元由开缝波导管、负载和波导同轴变换器组成。目前工程上主要使用标准波导管进行开缝加工设计,负载和波导同轴变换器作为独立的器件,分别采用法兰盘固定在开缝波导管的两端,如图1 所示。波导裂缝天线单元的常规固定方式可归纳为胶粘托架固定法和卡槽压板固定法,如图2 所示。
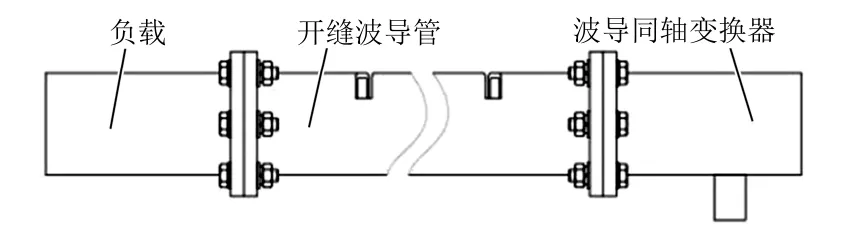
图1 常规波导裂缝天线单元结构形式
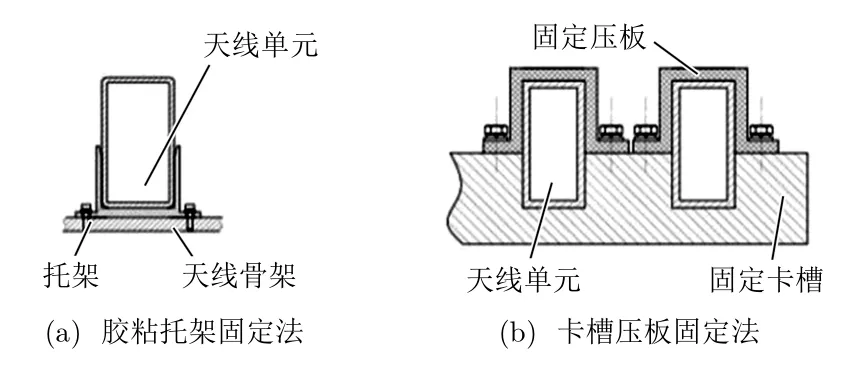
图2 波导裂缝天线单元常规固定方式
常规的工程实现方式结构简单,安装方便,成本也较低,适用于大部分波导裂缝天线单元。但常规的结构形式也存在一些弊端,如天线单元的安装位置精度不是很高,天线单元之间的间距较大,天线单元自身的刚强度差等。随着现代雷达技术的发展,波导裂缝天线单元的安装位置精度越来越高,天线单元之间的间距越来越小,尤其是对于高频雷达,这方面的需求特别强烈。常规的结构设计方法已不能满足这些要求,因此迫切需要一种新的结构形式来实现这些需求。本文根据波导裂缝天线单元的结构设计新需求,结合生产工艺、安装方式和制造成本等方面的要求,提出了一种新的波导裂缝天线单元结构形式,并对波导管、负载和波导同轴变换器进行了结构设计研究,同时对波导裂缝天线单元的安装方式、安装位置精度和内腔防护进行了详细叙述。
2 波导裂缝天线的结构设计新需求
现代雷达技术的发展对波导裂缝阵列天线的要求越来越高。在相同的阵面口径尺寸下,为了提高波导裂缝阵列天线整体的电性能,往往会缩小波导裂缝天线单元之间的间距,增加天线单元的总数量,甚至为了实现波导裂缝阵列天线的双极化,有时会塞入2 倍数量的波导裂缝天线。这就导致整个阵面极其拥挤,天线单元之间没有间隙或者间隙极小。因此如何解决天线单元的安装问题是结构设计无法逃避的难题。
对于一些频率较高的雷达,除波导裂缝天线单元之间的间距变小以外,对天线单元安装位置精度的要求也变得很高,常规的安装定位方式很难保证其定位精度。因此,如何提高天线单元的位置精度也是不能忽视的问题。
此外,为了增强单根波导裂缝天线的电性能,往往会将其加长,增加开缝数量,但随之而来的是其刚度的下降。因此,如何提高天线单元的刚度也是需要考虑的问题。
3 波导裂缝天线的结构设计
波导裂缝天线单元之间的间距变小使得常规的正面固定方式(胶粘托架固定法和卡槽压板固定法)不再适用,因此只能从背面固定波导裂缝天线单元。同时,为了实现天线单元的高定位精度,最好直接在天线单元上加工定位接口,以减少转接带来的误差。波导裂缝天线的设计主要包括波导管的结构设计,负载和波导同轴变换器的结构设计。
3.1 波导管的结构设计
波导管为空心、薄壁、细长结构,采用热挤压成型工艺制作而成。其设计主要包括波导管截面设计和波导管的材料选择。
3.1.1 波导管截面设计
根据电性能要求选择合适的标准波导型号,并在此基础上进行截面设计。截面设计主要分为常规设计、多功能加强筋设计、固定接口设计以及综合形状设计。
(1)常规设计
波导管采用热挤压成型工艺制作,其常规设计包括壁厚设计和圆角设计。热挤压成型工艺对波导管的壁厚起重要的限制作用。若波导管壁过厚,不仅会因用料过多而增加成本,而且也会增大压机的吨位;若波导管壁过薄,则金属的流动阻力就大,成型困难,波导管的刚强度也会变差。在保证波导管壁厚度合适的情况下,还需要尽量保证壁厚均匀,消除内部存在的应力,减少热挤压过程中的翘曲变形现象。
圆角设计对波导管截面设计非常重要。采用圆角结构可以获得良好的工艺效果,也可以避免拐角处产生应力集中。波导管内腔尺寸在理论上是清角,但实际上不能这么做。圆角半径的大小不仅影响波导管的工艺成型质量,还会影响热挤压模具的寿命。在目前的工艺水平下,波导管内腔的圆角半径最好不要小于0.4 mm,对于流动性好的热挤压材料(6063 铝合金),可以适当减小圆角半径[4]。
(2)多功能加强筋设计
为了提高波导裂缝天线的电性能,将波导管加长,增加开缝数量,但这会使波导管的刚度下降。由于刚度与壁厚的立方成正比,因此提高刚度最直接的方法是增加壁厚,但这样会显著增加波导管的重量。在不增加壁厚的情况下,提高波导管刚度最经济可行的方法是设置加强筋。适当使用加强筋能有效克服零件扭曲、变形等,而且在某些情况下,加强筋还能起到辅助作用,如可以作为波导裂缝天线防护罩的安装限位面和天线的安装面,如图3 所示。
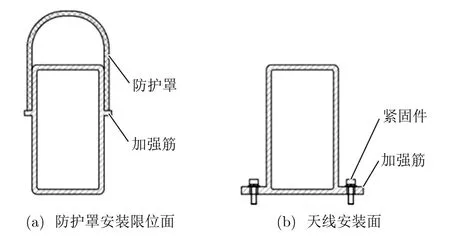
图3 多功能加强筋设计实例
(3)固定接口设计
随着波导裂缝天线单元之间的间距越来越小,2个单元之间的安装空间没有了,无法从正面进行安装固定。因此如何将波导裂缝天线单元可靠地安装在阵面骨架上成为一个急需解决的问题。
该问题可以通过波导管截面设计来解决,即将固定接口集成设计在波导管的底部,从波导管底部固定波导裂缝天线单元,如图4 所示。将波导管底部加厚,并且打孔攻丝,然后旋入螺钉即可,或在波导管底部一侧设置“T”型卡槽,插入螺栓将其固定。
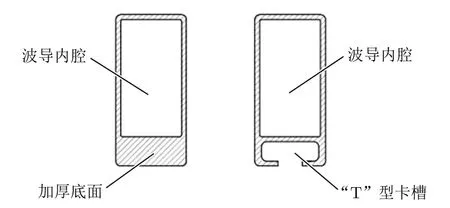
图4 固定接口设计实例
(4)综合形状设计
在实际应用中,经常需要对壁厚、圆角、加强筋和固定接口等多个设计要素进行融合设计,并要兼顾重量、成本、模具设计等影响因素,以在保证波导管电性能和结构刚强度的同时,优化波导的截面形状,提高波导管的热挤压成品率,减小模具的磨损,延长模具的使用寿命,提高波导管的质量。以某双极化有源相控阵雷达的波导裂缝天线单元为例,原波导截面形状复杂,截面面积较大,截面厚度变化悬殊且结构尺寸左右不对称,导致热挤压模具成本增加,使用寿命降低,压机吨位提高,设备费用增加,波导管成品率变低,产品质量下降,特别是对热挤压成型后还需热处理的波导管,形成较大的残余内应力,如图5(a)所示。第1 次改进时,将大的波导截面分成2 个部分,每个部分的截面面积变小且结构尺寸左右对称,改善了模具的工艺性能,减小了压机的吨位,提高了波导管的成品率,消除了因结构不对称带来的内应力,如图5(b)所示。第2 次改进时,在波导内腔下部增加减重保护腔,使波导管的壁厚变化趋缓,改善了波导管的生产工艺性,同时消除了因在底面打孔安装,波导管内腔底面被钻头顶出鼓包的现象,如图5(c)所示。
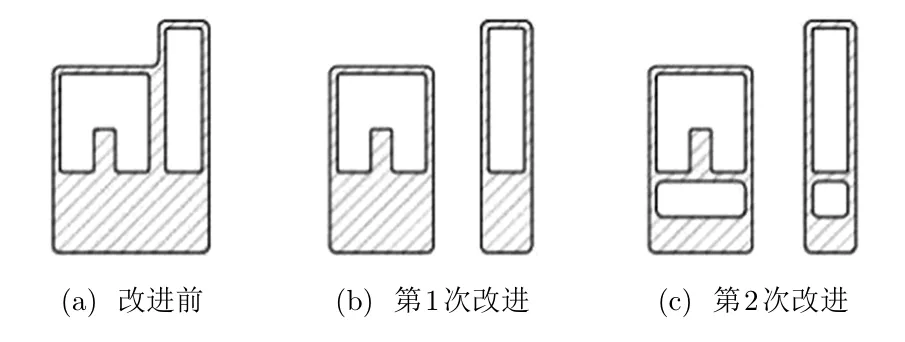
图5 综合形状设计实例
3.1.2 波导管的材料选择
波导管采用热挤压成型,然后加工出按一定规律排布的裂缝,再焊接法兰盘等。在选择材料时,应该从材料的流动性能、切削加工性能、焊接性能、防腐性能、强度、塑性等方面进行综合考虑。目前用于波导裂缝天线的常用铝合金材料有3A21 铝合金和6063铝合金2 种,其性能比较见表1[5-7]。

表1 波导管常用铝合金材料性能比较
3.2 负载和波导同轴变换器的结构设计
常规的波导同轴变换器或负载都有一个法兰盘安装面,使其整体结构尺寸增大不少,无法满足结构紧凑性要求。随着波导裂缝天线单元之间的间距越来越小,负载或波导同轴变换器的常规结构形式已经不能满足波导裂缝天线单元的设计要求。因此需要将波导同轴变换器和负载集成在波导管上,采用嵌入式安装方式固定,同时用堵头将波导管两端堵住,见图6。
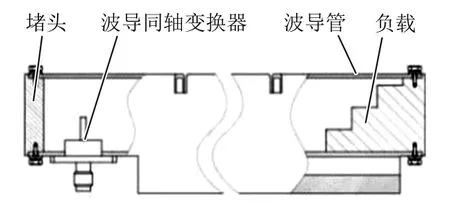
图6 负载和波导同轴变换器嵌入式设计实例
4 波导裂缝天线单元安装固定形式
由于波导裂缝天线单元之间的间距越来越小,两个单元之间没有足够的安装空间,无法从正面进行安装固定。因此只能从波导裂缝天线单元的背面采用“T”型螺栓固定法和打孔攻丝固定法进行固定,如图7 所示。
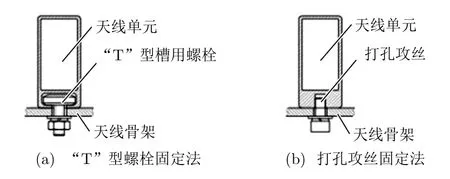
图7 安装固定形式设计实例
“T”型螺栓固定法是在波导管上设计出“T”型卡槽,然后将螺栓插入卡槽内,用于固定波导裂缝天线单元。打孔攻丝固定法是加厚波导管的底部,然后在波导管底部打孔攻丝,用于固定波导裂缝天线单元。
5 波导裂缝天线单元位置精度
对于波导裂缝阵列天线,天线阵面的面精度对电性能影响很大,且直接关系到天线单元的加工精度及装配精度。天线单元的加工精度由数控机床的自身精度决定,在这里不做讨论。本文主要讨论天线单元的安装位置精度。
天线单元的安装位置精度包括天线单元的X 向(单元长度方向)安装精度、Y 向(天线单元之间间距)安装精度和Z 向(天线阵面的平面度)安装精度。天线单元Z 向的安装精度由天线骨架上天线单元安装面的精度保证,而天线骨架的加工由大型数控中心来实现,其精度误差可以由机床的加工精度得到很好的控制,在这里也不做讨论。下面以打孔攻丝固定法为例,讨论天线单元的X 向和Y 向安装位置精度[8],如图8 所示。
在波导裂缝天线单元的底部加工定位销孔和定位腰孔,如图8(b)所示。安装时,将定位销孔作为X向定位基准,可以将X 向的安装位置精度做到很高;将定位腰孔作为Y 向的定位基准,与阵面骨架上的销子配合使用,可以将Y 向的安装位置精度做到很高,同时可以释放长度方向上的约束,避免因温差天线单元长度伸缩而无法装配。
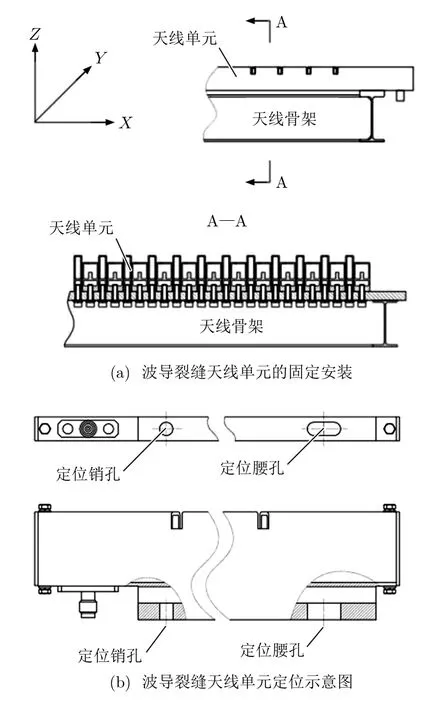
图8 位置精度分析实例
6 波导裂缝天线单元内腔防护
为了防止雨水、灰尘等侵入波导裂缝天线单元的内腔,保证其电性能不受影响,需要对波导裂缝天线单元的内腔进行必要的防护。目前常用的防护方式有天线单元单独胶接防护罩和阵列天线整体安装天线罩2 种,如图9 所示。
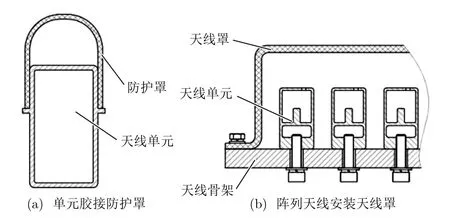
图9 内腔防护设计实例
采用天线单元单独胶接防护罩的方式,可以保证单元内外隔绝,使灰尘、雨水无法进入其内部,同时定期充气赶潮,排出冷凝水。采用阵列天线整体安装天线罩方式,可以保护天线单元,防止雨水和灰尘侵入,而且可以抵抗风载荷,克服由风载荷引起的天线变形,但需要做好天线罩内的防护工作,保证其内部干燥、清洁。
7 综合实例
某双极化有源相控阵雷达用于天气监测,其天线阵面由水平极化天线单元和垂直极化天线单元交错排布组成。水平极化天线单元采用窄边横向倾斜缝,垂直极化天线单元采用宽边纵向偏置缝。该天线阵面结构设计的最大难点在于天线单元之间的间距非常小,很难通过常规设计达到使用要求。例如,没有空间给每个天线单元单独胶接防护罩,只能采用整体安装天线罩的防护方式;没有空间焊接法兰盘,波导同轴变换器和负载只能集成在波导管上;波导同轴变换器连接电缆时,没有足够的操作空间,只能将天线单元上的2 个连接器错开排布,勉强留出操作空间;没有天线单元正面安装空间,只能采用背面打孔攻丝的安装方式。安装天线单元时,将单元底部的定位销孔作为X 向的定位基准,将单元底部的定位腰孔作为Y 向的定位基准,这样可以释放长度方向的约束,避免温差引起单元长度伸缩,导致无法装配。
天线单元的波导管截面经过多次优化设计,最终定型,提升了波导管的生产工艺性,大大提高了产品的成品率,保障了产品的质量。其背面打孔攻丝的固定方式解决了天线单元难以固定的难题,定位销孔和定位腰孔的配合使用不仅使天线单元在X 向和Y 向的定位更加精准,而且克服了因热胀冷缩长波导无法装配的问题。
该雷达波导裂缝天线单元安装牢固可靠,位置精度较高,已通过质量检验。其成功实施较好地验证了背面安装方式的可行性,也使密集型阵面单元布局成为可能。
8 结束语
波导裂缝天线因其优良的电性能和优异的结构设计特性被越来越广泛地运用在现代雷达中。本文通过分析波导裂缝天线的结构设计新需求,提出了背面固定方式,通过波导管截面设计,在理论上验证了其可行性,同时在某双极化有源相控阵雷达产品中实施应用,取得了不错的效果。另外,对波导裂缝天线单元的安装固定方式、安装位置精度以及内腔防护进行了详细叙述,可为其他波导裂缝天线的结构设计提供参考。
随着现代雷达技术的发展,密集型阵列天线布局会提高阵列天线整体的电性能,缩小阵列天线的外形尺寸将成为一种发展趋势。因此波导裂缝天线的结构形式和工程实现方式需要与时俱进,不断更新,以适应新的结构设计需求。
