ZF13000型液压支架顶梁焊接工艺过程分析与研究
2021-02-06管杰
管 杰
(晋能控股装备制造集团中央机厂,大同 云冈区 037001)
液压支架作为煤矿开采中的关键设备,其安全稳定运行会直接影响煤矿开采的效率和质量[1]。顶梁作为液压支架中直接与煤矿巷道接触的部位,需要承受比较大的工作压力,因此对其力学性能要求相对较高[2-3]。顶梁主要通过Q690钢板焊接制作而成,焊接质量直接决定了其各项力学性能[4]。为了提升液压支架顶梁的焊接质量,有必要对Q690钢板开展焊接实验研究工作,优化焊接工艺参数,保障顶梁焊缝各项力学性能达到使用要求[5-6]。本文以ZF13000型液压支架顶梁焊接工艺过程为例,实现了焊接工艺参数的优化。
1 ZF13000型液压支架整体概述
液压支架是煤矿开采中的重要机械设备,工作过程中要受到很大的工作阻力。ZF13000型液压支架以其强大的支撑和破碎能力得以广泛应用,液压支架总体上由两大系统组成,分别为机械系统和电气系统。机械系统主要有帮护装置、掩护梁、顶梁、支柱和底座等,见图1。电气系统需要对机械部分进行控制,实现液压支架应用的功能。当煤层倾角不超过15°、厚度在6~15 m范围内时均可以使用该型号液压支架,但顶梁承受的最大压力不得超过13 000 kN。

图1 ZF13000型液压支架总体结构示意
ZF13000型液压支架顶梁主要利用钢板焊接制作而成,中间设置多个筋板以强化顶梁的刚度和强度。由于顶梁与煤矿巷道直接接触,因此对其各项力学性能提出了相对较高的要求,如果顶梁在工作时出现故障,必然会威胁矿井安全。焊接作为顶梁生产加工中的重要环节,对焊接工艺进行深入研究,对提升焊接质量、保障顶梁性能具有重要意义。
2 顶梁焊接工艺方案设计
2.1 焊接材料及设备
目前液压支架顶梁结构中使用的材料多为Q690,这种材料具有相对较高的强度,能显著提升液压支架工作时的稳定性。但该材料的焊接性能一般,因此对焊接工艺过程提出了相对较高的要求。本研究中选择顶梁结构常用的材料Q690作为研究对象。利用气体保护焊进行焊接,使用的保护气体为氩气和二氧化碳的混合物,其比例分别为80%和20%。焊丝材料型号为MK GHS80,直径为1.2 mm。另外,焊接过程中用到的焊接设备主要有四轮驱动式自动送丝机,CLoos公司研制的焊接机器人以及双丝焊枪。
2.2 焊接工艺过程
本研究中使用的Q690钢板厚度为30 mm,进行对缝焊接实验,其中一边采用45°的坡口。焊接过程分为三个步骤,即打底焊—填充焊(两道)—盖面。为了保障焊接质量,焊接之前需要对母材进行预热,预热温度为100 ℃;对焊接热量的输入以及层间温度进行严格控制,以降低焊接过程中的温差,避免产生开裂的问题,提升焊接质量。为了分析不同工艺参数对焊接质量的影响,本研究中分别以焊接电流、焊接电压、焊接速度、层间温度、输入热量等作为变量,开展焊接实验工作。具体焊接工艺参数如表1所示。
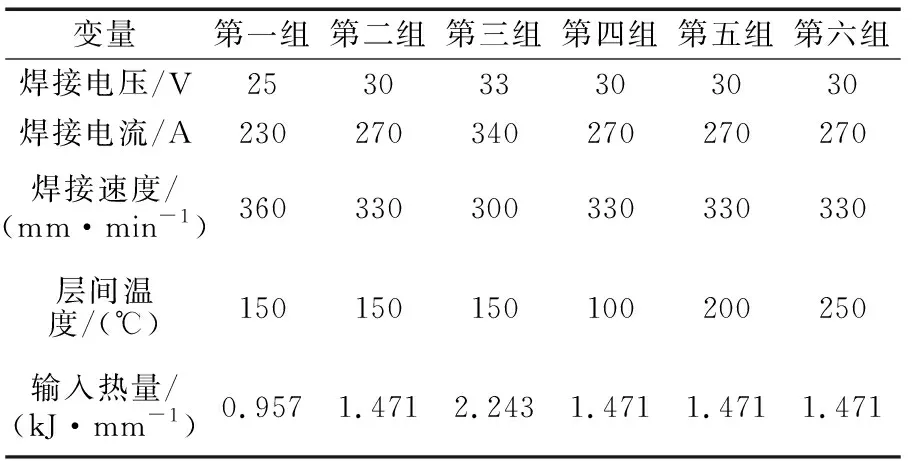
表1 焊接实验工艺参数
3 焊接结果分析与讨论
为了分析不同焊接工艺条件下焊接结构的综合力学性能,焊接后开展了一系列力学性能测试实验,包括室温拉伸实验和冲击实验。所有实验全部严格按照国家标准执行。所得结果如表2所示。

表2 焊接工艺参数对焊缝性能的影响
3.1 热量输入对焊缝质量的影响分析
对比前面三组实验即可分析热量输入对焊缝质量的影响。由表2中的数据可以看出,随着焊接过程中热量收入的不断增加,焊缝结构的抗拉强度和屈服强度均出现了不同程度的降低,而焊缝位置的断后伸长率正好相反,有一定程度的提高,但不管是强度还是塑形,变化幅度均相对较小。进一步对比前面三组冲击实验结果可以发现,随着热量输入的不断增加,冲击功出现了明显降低。基于以上结果可以得到如下结论:增加焊缝热量输入虽然不会对焊缝结构的强度和塑性产生明显影响,但是会显著降低焊缝结构的韧性。基于此,为了保障Q690钢板焊接质量,有必要采取适当措施降低焊缝位置的热量输入,比如可以适当增加冷却时间,防止焊缝位置出现温度急剧降低形成淬硬组织。同时,延长冷却时间还有利于焊缝位置氢元素的溢出,防止该位置发生氢脆问题。
3.2 层间温度对焊缝质量的影响分析
对比第二、四、五、六组这4个组的实验可以分析焊接过程中层间温度对焊缝质量的影响。由表中数据可以看出,随着层间温度的不断提升,焊接结构焊缝部位的强度值随之降低,相反的其延伸率有一定程度的提升。且当层间温度在250 ℃时焊缝结构的抗拉强度已经处在一个相对较低的水平,无法满足实际使用需要。基于此,为了保障焊缝位置的质量,要求层间温度不得超过200 ℃。进一步分析层间温度对焊缝结构冲击功的影响发现,随着层间温度的升高,焊缝金属的冲击功逐渐降低,但是降低幅度并不是非常大。当层间温度在100~200 ℃范围时,其冲击韧性处在一个相对较高的水平,不会影响顶梁的正常使用。
3.3 焊后热处理对焊接接头质量的影响
为研究焊后热处理工艺参数对焊接接头质量的影响,以第四组实验为例,在完成焊接工作后,对其进行不同参数的热处理。准备3组试样,分别将其加热到250 ℃、350 ℃和580 ℃后保温2 h,然后进行空冷处理。结果发现,保温温度分别为250 ℃、350 ℃和580 ℃时,对应的屈服强度分别为720 MPa、750 MPa和770 MPa,抗拉强度分别为835 MPa、820 MPa和840 MPa,断后伸长率分别为20%、20%和21%。可以看出焊接后再进行热处理并不会对焊接接头的强度和塑性产生明显的影响。但随着保温温度的升高,3组试样对应的冲击韧性却出现了一定程度的降低,对应的数值分别为117 J、104 J和80 J。焊接后进行热处理有利于焊缝位置氢元素的析出,但同时也会使该部位组织增大,降低其冲击韧性。当保温温度分别为250 ℃和350 ℃时,对焊缝位置的冲击韧性影响并不是很大。但当保温温度增加到580 ℃时可以发现,焊接接头的冲击韧性出现了明显降低,已然无法满足实际使用需要。基于以上分析可以得出如下结论:焊接后进行热处理虽然可以起到消氢的目的,但同时也会使焊接接头部位组织增大,进而降低焊缝位置的冲击韧性,尤其是当温度增加到一定程度时,会使焊接接头部位冲击韧性急剧降低。因此,必须对焊后热处理温度进行严格控制。
4 液压支架顶梁焊接工艺参数的确定
基于以上实验结果可以得到合适的液压支架顶梁焊接工艺参数。为了降低焊接过程中不同部位的温度差,需要在焊接前对焊接接头进行预热处理,其中预热温度不得低于100 ℃。过高的层间温度会显著降低焊缝的冲击韧性,要求层间温度不得超过200 ℃。为控制焊缝热量输入,需要对焊接电流和电压进行控制,焊接电流和焊接电压分别在230~270 A和25~30 V范围内根据实际需要进行适当调整即可。
5 结 语
本文对ZF13000型液压支架顶梁使用材料Q690的焊接工艺进行了研究和分析,所得结论主要有:①焊缝热量输入、层间温度及焊后热处理等工艺过程均会对焊接接头质量产生一定程度的影响,尤其是对冲击韧性的影响较为显著;②为保障 Q690材料焊接质量要求,焊接前的预热温度不得低于100 ℃,焊接过程中的层间温度不得超过200 ℃,焊接电流和焊接电压分别控制在230~270 A和25~30 V范围内。
