某型全静压受感器电镀后断路故障分析及改进措施
2021-02-03王猛张建赵国亮
王猛 张建 赵国亮
摘要:某型全静压受感器在电镀后出现断路故障,本文通过原理分析、结构分解观察、修理件与新制件电镀流程对比等,探讨与分析故障发生的原因,通过增加超声波清洗、改进工装防护方法、严格控制返工次数等措施,提高其使用寿命,降低故障隐患。
关键词:全静压受感器;电镀;断路;改进措施
Keywords:full static pressure sensor;electroplating;circuit breakage;improvement measure
0 引言
全静压受感器是飞机上的一类重要气动仪表,为大气数据计算机提供总压和静压信号,与大气总温传感器配合,经计算机得出指示空速、真空速等大气数据信息参数。飞机飞行过程中空速参数非常重要,对全静压受感器这类产品要求具备高的可靠性、极低的故障率,需要有自检测功能及故障识别能力且使用寿命长等。该类产品大修过程中除了对其进行功率消耗测试、空气消耗量、空气流量测试、静压系统气密性检查、全压系统气密性检查等,还需对其管体外观、静压孔直径、划伤凹坑、多余物等进行检查。外观检查技术要求中,在静压孔前后25mm范围内存在直径小于0.44mm未露出基体的划伤和压坑等缺陷,或长度小于0.5mm露出基体的划伤或压坑缺陷以及镀层脱落等情况,均需重新电镀处理修复外观。
1 故障描述
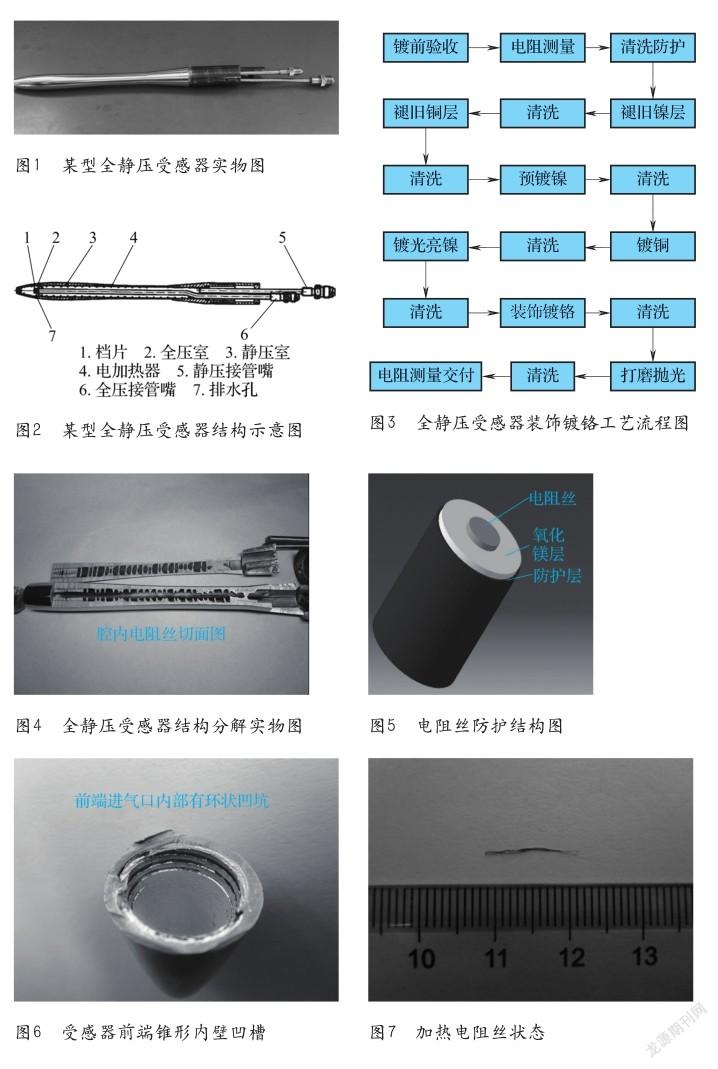
2021年工厂接收到某型气动补偿全静压受感器(空速管)装饰镀铬任务。按照要求在镀铬前对电阻丝阻值进行测量,电阻值为15Ω,符合标准规范电阻丝阻值应在14~18Ω的要求,随后按照电镀工艺流程进行装饰镀铬,镀铬完成后测量电阻值显示无穷大,不符合产品电阻阻值要求。该气动补偿全静压受感器实物及结构示意图如图1、图2所示。
2 装饰镀铬流程分析
接收到该全静压受感器外观缺陷修复任务后,按照修复工艺流程,首先对该受感器内部加热回路电阻值进行测量,阻值合格,符合技术规范要求;然后对其进行有机溶剂除油清洗,去除表面油污,利用脱脂棉保护空速管导线部分以防止溶液渗入,用聚氯乙烯塑料布或电工胶带保护非镀面,保护界面向非镀面过渡;褪除旧镍层、旧铜层,实施预镀镍、镀铜、镀光亮镍、装饰镀铬工序后进行外观打磨抛光。外观检查合格后进行电阻测量,阻值无穷大,不符合产品电阻阻值要求,判定加热电阻丝断路。电镀过程工艺流程图如图3所示。
对该全静压受感器整个电镀流程进行分析,梳理出可能造成电阻丝断路的环节,有褪镀时发生电解腐蚀、电镀槽液对电阻丝腐蚀、打磨、抛光、运输导致的振动等。
3 全静压受感器结构分解与分析
為找到该受感器电阻断路具体位置,对该全静压受感器进行了结构破坏分解,其结构构成如图4所示,电阻丝一端连接正极接线头,一端在空速管端头部位与管壁直接连接,管壁与负极接线头导通。电阻丝在受感器管体中间部位的腔内由金属管包裹且端头焊接在内壁上。电阻丝材料为镍铬合金丝,镍铬合金丝外部包裹一层高纯氧化镁用于防潮,氧化镁外层用厚度为0.02mm(极薄)的镍或不锈钢皮进行包裹防护。金属线以线圈状真空钎焊焊接在管内壁上,其结构示意如图5所示。
4 故障原因分析
4.1 分解检查电阻丝情况
对分解后的受感器电阻线圈进行测量,每圈电阻丝两端均导通且有电阻值,直至发现受感器端头电阻丝回路导不通,发现电阻丝断路位置位于受感器锥形端头预埋电阻丝位置处。
由图6可以看到空速管的前端部位内壁上电镀丝防护层已消失,且出现凹槽,从凹槽中可以明显看到白色物质。经分析,白色物质为电阻丝防潮绝缘层,能够看出凹槽中的防潮绝缘不是完整的,部分已经脱落,露出中间电阻丝。从切面部位挑出了一根长约1cm的电阻丝(见图7),可以看出电阻丝已不是完整的圆柱形。
4.2 槽液腐蚀分析
该全静压受感器前端有全压孔、静压孔和排水孔,在电镀过程中无法对各孔进行封堵(因液面张力作用,封堵后电镀孔周围会出现局部无镀层情况),暂无有效防护方法能有效阻止槽液进入管体腔内。电镀过程中进入管内的各类槽液会对电阻丝防护管体进行腐蚀,尤其涉及褪镍镀层、褪铜镀层、弱腐蚀等工序,槽液成分中的硫酸(H2SO4)、铬酐(CrO3)、盐酸(HCl)、碳酸钠(Na2CO3)等都会对管体内部产生腐蚀,详见表1,腐蚀作用会使电阻丝外部防护层(镍/不锈钢防护层)破裂,导致氧化镁裸露,氧化镁极易吸潮,潮湿的氧化镁导致电阻值发生变化或者直接腐蚀电阻丝,经多次褪镀和电镀后电阻丝易断丝,测量加热回路阻值时就表现为无穷大。
4.3 打磨、抛光分析
该静压受感器产品本身较敏感,在委托加工运输、打磨、抛光等工序中可能产生振动,也容易导致电缆线路或电阻丝断丝。同时,该全静压受感器为带气动补偿的全铜制空速管,修理过程中进行打磨抛光时,尺寸均匀下降,而其静压孔一般在曲面部位,产品的曲面尺寸为经过计算补偿后得到的尺寸,其正压及负压有严格的对应关系,数据的变化影响飞机在飞行过程中的数据测量精度,尤其对编队飞行及空中打靶影响较大。修理过程中应严格控制受感器管体的外部尺寸,修理后应重新测量零件尺寸,恢复产品的设计精度。
4.4 新制产品与大修产品的修理流程分析
新制产品修理时要对其绝缘电阻或导通电阻值进行测量确认,确认合格后对其进行电镀(导线部位密封防护),修理过程中严格控制零件腐蚀时间不得超过30s。大修产品与新制产品的最大区别是增加了褪镀工序,利用硫酸褪除原镀层以及其他腐蚀时间总计约1h,其腐蚀时间及工序相比新制产品长得多。另外,新制产品件电镀过程中规定了两次超声波清洗处理,以彻底清理干净零件内部的腐蚀溶液,并且对返工次数提出了严格要求,返工次数不得超过1次或者为了减少故障的发生禁止返工而直接报废处理。

5 改进措施及建议
通过以上分析,建议采取以下措施,最大限度规避风险,降低质量隐患。
1)改进工装防护及检查方法
改进工装防护方法,增加对密封程度的防护检查,确保产品在电镀过程中能够严密防护导线部位,防止导线断路;研究封堵管体内部的工装,解决槽液进入管体内部问题;对修复后产品利用内窥镜观察等手段,观察管体内部电阻丝缠绕情况及外观,检查有无脱落或腐蚀发生。
2)增加超声波清洗工序
在褪镀、腐蚀、镀镍工序后增加超声波清洗工序,将受感器管内残留的腐蚀溶液彻底清洗干净。
3)减少镀覆次数
在对受感器表面修复前,认真检查产品外观、导通电阻值及绝缘电阻值,检查不锈钢导管及导线连接状态,对易发生故障的部位进行重点检查,提前发现产品故障,减少因产品其他故障导致重复电镀的次数。另外,严格控制电镀中易发生腐蚀的工序,确保电镀一次成功,严格控制返工次数。
4)应用先进表面修复技术
随着表面技术与修复手段的不断发展,可利用适宜的先进表面修复技术对该静压受感器表面缺陷进行修复,如物理气相沉积技术、冷/热喷涂技术、电刷镀等,避免或杜绝因管体内部接触槽液导致腐蚀或其他故障的产生。
参考文献
[1]谢无极.电镀故障精解[M].第2版.北京:化学工业出版社,2013.
[2]奚兵.装饰性镀铬故障处理[J].电镀与涂饰,2007,26(6):22-24.
[3] GJB 836-1990,补偿式总、静压受感器通用规范[S].北京:国防科学技术委员会,1990.
[4]彭又新,郑莉,林贵平.全静压受感器冰风洞试验技术研究[J].中国工程科学,2009,11(11):51-55.
作者简介
王猛,高级工程师,从事航空装备保障及维修工作。
