六工位辊道式V 法自动造型线生产履带板
2021-02-02李邵亮
李邵亮
(青岛恒林工业集团股份有限公司,山东青岛 266400)
1 工艺要求及技术参数
1.1 工艺要求
产品名称:工程机械用履带板;生产铸件材质:低碳合金钢;造型用砂:硅砂;目数:50~100目;浇注重量:1100kg;浇注温度:1560℃。
1.2 主要技术参数
生产节拍:≥6 整型/h(含下芯);砂箱内尺寸:2400×1500×400(上箱)/350(下箱)mm;砂处理量:40t/h;处理冷却循环水量:150m3/h;真空泵循环水量:50m3/h;除尘风量:65000m3/h;处理完的干砂温度:≤50℃;砂箱运行方式:托盘小车。
2 造型线的工艺流程
造型工艺流程:模型固定到负压箱上→负压箱转运到机动辊道上→覆膜器自动展膜、切膜→覆膜器加热、覆膜、必要时人工修膜→上箱人工设置浇口、出气冒口→喷刷涂料→扣空箱机械手扣空箱→涂料烘干→加砂、振实→刮平盖背膜、自动抽真空→机械手起模→下箱翻箱并送到合箱车→人工下芯→上箱机械手起模→下芯结束后,机械手合箱→砂型运到浇注位→浇注机在浇注线上浇注、保压→撤除真空管→保压结束的砂箱及浇注托板转运到冷却线冷却→冷却结束解箱机械手落砂。重复运行以上循环,组成造型单元。V 法全自动生产线工艺局图见图1 所示。
该造型生产线配备了浇注线和冷却线,为保证造型效率,尽量减少人工辅助,改善劳动环境,采用固定真空梁和移动真空梁在浇注和转运过程中保持真空,确保不塌箱,当砂箱进入浇注和冷却线后,每副砂箱下面带一个托板,所以托板转运的过程就是浇注、保压和冷却转运的过程,其中浇注线、冷却线使用油缸推缓托板小车的运输方式。
本造型生产线充分考虑到节拍安排,将造型部分设置为两条造型辊道,分别设置覆膜位、喷涂位、扣空箱位、烘干位、加砂位、起模位,覆背膜位可以同时备3 套模型。
3 造型线的主要特点
(1)生产线共采用三台机械手造型,一台机械手负责扣空箱;一台机械手负责起模、翻箱、合箱;另外一台机械手负责开箱、落砂。机械手升降采用液压缸控制,比例阀控制节骤慢-快-慢;机械手翻转采用齿轮齿条缸;行走采用硬齿面减速机变频控制。以上措施使得运行平稳可靠,更加安全。机械手采用自动对接抽真空的方式,不用人工插管。
(2)造型采用六工位辊道造型圈模式[1],在线同时运行三副模具,造型效率比传统穿梭式两个振实台效率高,机动辊道和自动真空阀[2]对接装置实现模型转换,稳定可靠。
(3)采用雨淋加砂方式对接加砂,带有除尘装置,粉尘无外溢,更加环保。
(4)自动覆膜器完成自动覆膜工作,展膜平台与覆膜器配合完成自动展膜,自动切膜。
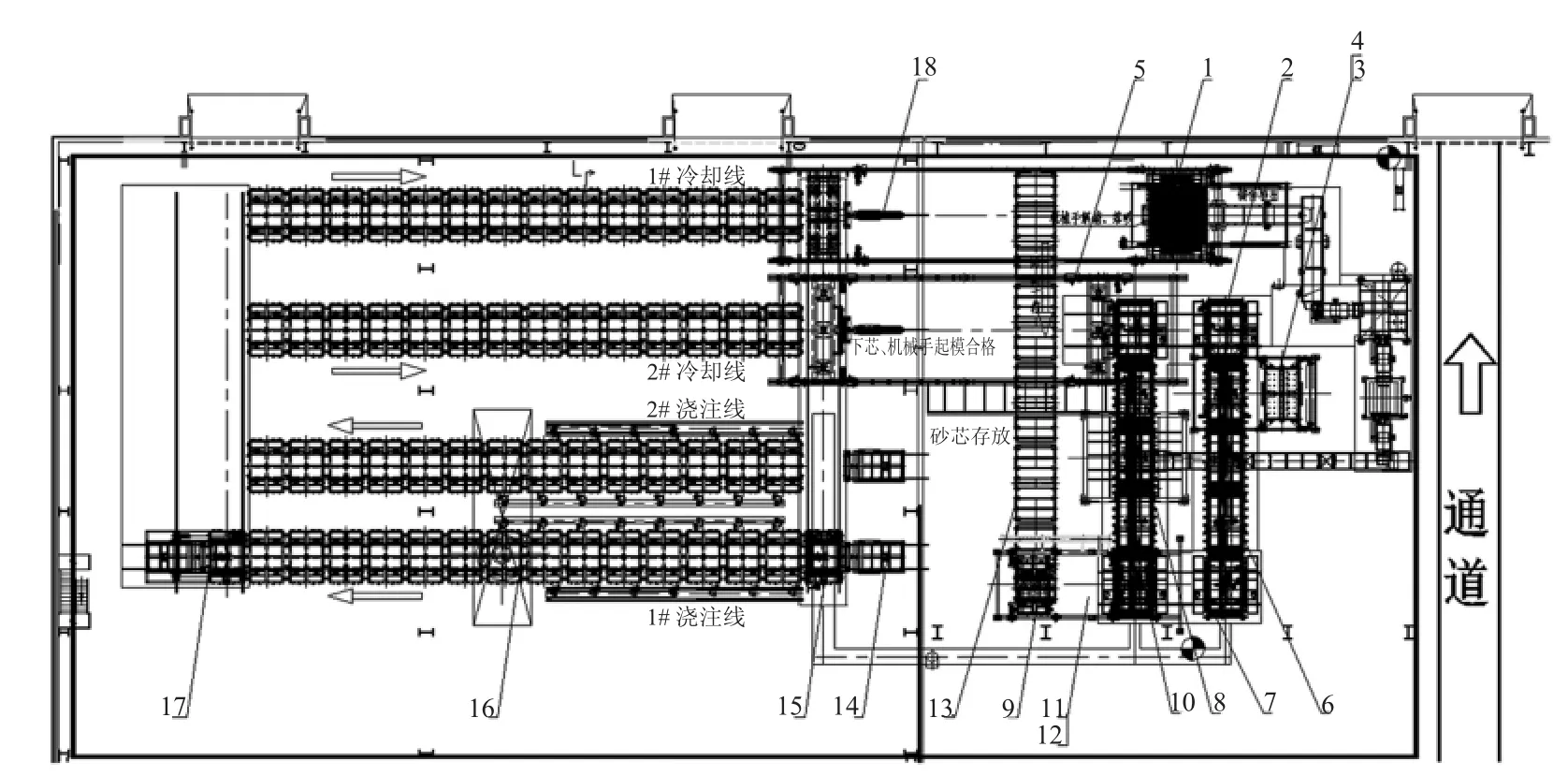
图1 V 法全自动生产线工艺局图
(5)砂箱采用双面加工,落砂后下箱无需翻箱,操作起来更加方便安全。
(6)采用两条浇注线,两条冷却线;采用移动真空梁以及固定真空梁转运浇注线上的砂箱,真空阀自动对接;采用液压推缓装置实现浇注冷却线上的砂箱移动。
(7)喷涂工位设有喷涂罩,防止涂料外溢到罩外;落砂工位采用密封除尘罩,粉尘无外溢。
(8)考虑解箱间粉尘大、环境差等因素,我们把固定落砂格栅改为移动落砂格栅装置,带着铸件和薄膜等杂物移出,工人在解箱间外面作业,使得吊运铸件和清理杂物趋于人性化。
总之,该六工位辊道式V 法自动造型线是靠辊道和转运车运载多副模具,由覆膜、喷涂、烘干、放冷铁、扣空箱、加砂振实、覆背膜、起模等工位组成的造型圈,在造型过程中配有移动和固定真空梁,用真空阀自动对接实现全过程的真空连接,自动化程度高,是生产履带板等合金钢铸件理想的自动化造型线。
