智能制造工厂V 法铸造装备的选型
2021-02-02杨长春管清富逄增苗
杨长春,管清富,逄增苗
(青岛盛美机械有限公司,山东青岛 266400)
制造业是我国的立国之本,建设制造强国是提升我国综合国力、保障国家安全的必然选择。未来制造业的发展是以信息技术革命性突破为基础,反映了工业经济数字化、信息化、智能化、网络化的发展趋势,即以互联网+制造业为核心,构建智能工厂,实现智能制造。
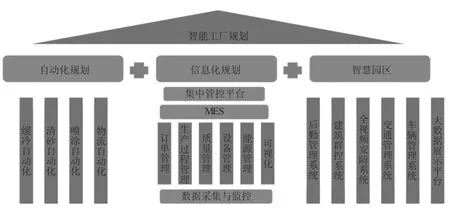
图1 智能工厂规划
1 智能制造工厂的理念
1.1 什么是智能制造工厂
智能制造工厂(图表1)要符合制造设备数字化、生产信息自动采集、生产资料可识别、生产现场可视化、工艺设计数据化、以及工业网络互联互通、相关信息综合集成、工业信息安全可控等要求,集成制造执行系统(MES)或其他生产管理信息系统。
1.2 数字化工厂、智能工厂、智能制造工厂的区别
数字化工厂是由数字化模型、方法和工具构成的综合网络,是现代数字制造技术与计算机仿真技术相结合的产物,主要作为沟通产品设计和产品制造之间的桥梁。
智能工厂是在数字化工厂的基础上,利用物联网技术和监控技术加强信息管理服务,提高生产过程可控性、减少生产线人工干预,以及合理计划排程。
智能制造本质是人机一体化,系统可独立承担分析、判断、决策等任务,突出人在制造系统中的核心地位,同时在智能机器配合下,更好发挥人的潜能。
1.3 目前国内智能制造方面的情况
制造业在智能制造的浪潮下也积极转型,自动化、数字化、智能化水平大大提高,各行业领军企业越来越重视生产设备的数据采集和车间联网,设备数据可视化程度显著提高。多数制造企业,特别是铸造类的工厂虽然花费巨资上了一些先进的装备,但是数据采集靠笔、数据处理靠人、分析靠经验,设备管理维护、人员知识结构仍未实现全配套,面对真正意义上的智能制造还有非常大的距离。
2 智能制造工厂中V 法铸造装备的选型
V 法铸造是众多铸造工艺中的一种,是目前最绿色、最环保的铸造工艺之一,下面介绍V 法铸造装备的选型。
2.1 做好规划
建设生产线、建设工厂必须做好项目前期规划,这项工作对项目投资的影响程度在70%~80%,相当重要,但许多企业往往忽视这一重要环节,项目启动前不对市场进行分析,项目不做总体设计,不在乎产品制造厂家以及设计者,这种想法是非常不科学的。
2.2 选择适合自己企业发展的生产线
每一种铸件都有一种最适合他的造型方式,选择V 法工艺时必须要考虑到它的适用性、实用性、经济性等。要首先根据工艺确定砂箱规格,然后结合产能、环保、投资等因素确定生产线的样式,目前国内V 法线形式主要有以下三种。
2.2.1 穿梭式V 法造型线
穿梭式V 法造型线(图2)设备投资较小,生产灵活,效率:4~6 型/h。它是靠移动震实台来回穿梭,通常将模板(带负压箱)放置到移动震实台上,移动震实台不仅起到震实砂型的作用,而且是整个模板和砂型的载体。覆膜、喷涂料、扣空砂箱、涂料烘干、加砂震实、刮平、覆背膜、起模等多个工序都在移动震实台上完成。

图2 穿梭式V 法造型线
2.2.2 转台式V 法造型线
转台式V 法造型线(图3)占地面积小,造型效率高。转台式V 法造型线将造型各工步环形分布,通过一转盘实现模样在各工步间的移动,有两工位、四工位、六工位、八工位等多种形式。工位越多,分工越细化,工序之间的干扰越小,造型的速率也就越高。

图3 转台式V 法造型线
2.2.3 组合式V 法造型线
组合式V 法造型线(图4)一般是大型开式自动化线,不但性能可靠、技术先进,而且自动化程度高,效率高,造型效率可达20 型/h。生产线由上下箱造型圈、下芯圈、浇注冷却圈、砂处理、辅助的液压、电控、气动等部分组成。

图4 组合式V 法造型线
2.3 实现设备运行的数据化采集
智能制造是以基层数据为基础,如何收集数据、收集哪些数据是需要我们设备制造商要解决的问题,下面根据V 法造型的五个工部进行介绍。
2.3.1 造型工部
2.3.1.1 覆膜与展膜装置
覆膜主要是通过对薄膜均匀加热使薄膜能与模型紧密的贴合达到顺利覆膜的目的。主要完成表1 中数据的采集。

表1 覆膜与展膜装置采集数据
2.3.1.2 喷涂
目前已经有铸造厂家实现了机器人喷涂,可以实现对涂料成分、波美度、喷涂时间等数据的采集,根据不同的模具扫码自动运行各自的程序。
2.3.1.3 烘干
烘干用于模型喷完涂料以后的涂料烘干,主要完成表2 中数据的采集。

表2 烘干数据采集
2.3.1.4 加砂震实
此工序主要是型砂在震动加速度作用下产生相对运动,从而得到紧实而均匀的型砂。主要完成表3 中数据的采集。
2.3.1.5 覆背膜
现在有许多生产线已经实现自动刮平覆背膜这项工作,在此工序主要完成表4 中数据的采集。

表3 加砂震实数据采集

表4 覆背膜数据采集
2.3.1.6 起模、合箱
在生产线中已经大部分普及了机械手,在此工序要监测表5 中的数据。

表5 起模合箱数据采集
2.3.2 砂处理工部
砂处理工部主要是为了解决砂子的温度、粉尘、颗粒度和磁性物质去除的问题。所以在砂处理工部中的落砂、输送、提升、磁选、降温、皮带等设备都应分别具有:效率检测、温度检测(砂温以及配套的水温、气温、油温等)、粉尘检测、故障检测、速度检测与调整。
2.3.3 除尘工部
除尘是V 法铸造中非常重要的环节,要根据选择的砂子目数以及现场使用的环境进行配置,管道要尽量短,要遵循流体学原理,设计要科学、合理。特别是新上马的铸造项目一定要控制好排放浓度,不仅如此,在有机溶剂收集(图5)、浇注除尘、VOC 处理等方面都要有相应的设备,排放要符合当地政府的环保和岗位卫生的要求。我们要在主要的设备除尘口安装流量和粉尘监测装置,在主管道上还要加装消音器等。

图5 喷涂除尘现场
2.3.4 真空工部
真空系统(见图6)是V 法铸造的核心,完整的真空系统主要由真空泵、水浴除尘器、稳压罐、水循环系统、电控系统等部分组成。在设计该系统时首先要确定真空泵的容量气率,在使用过程中除了表6 中的点外,要监测每个工序、每个点的真空变化,配有真空变频节能控制后实现真空的匹配和调整。

图6 智能浇注现场
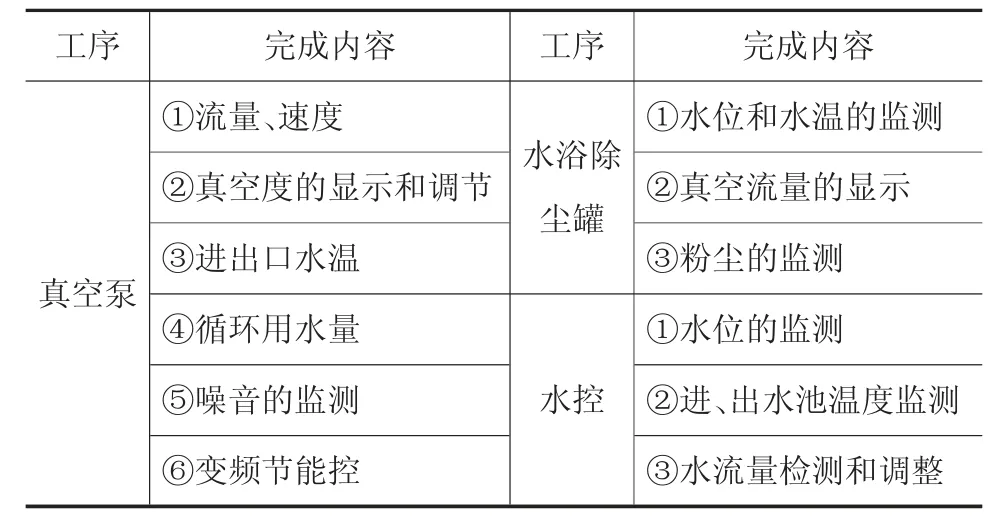
表6 真空系统数据采集
2.3.5 工装
这里介绍的工装主要包括模具和砂箱两部分。
2.3.5.1 模具
V 法造型用模具包括模型和放置模型的底板,在长度方向沿中心线两侧端部设有与砂箱配合的定位销套,在模板下面设有抽气室。要想实现生产线自动运行和主要数据收集,我们先要在模具上做上标识,模具进入生产线时可以自动扫描,在真空度、温度等方面都要监测数据
2.3.5.2 砂箱
V 法造型的砂箱是专用砂箱,对砂箱要监测的主要数据见表7。
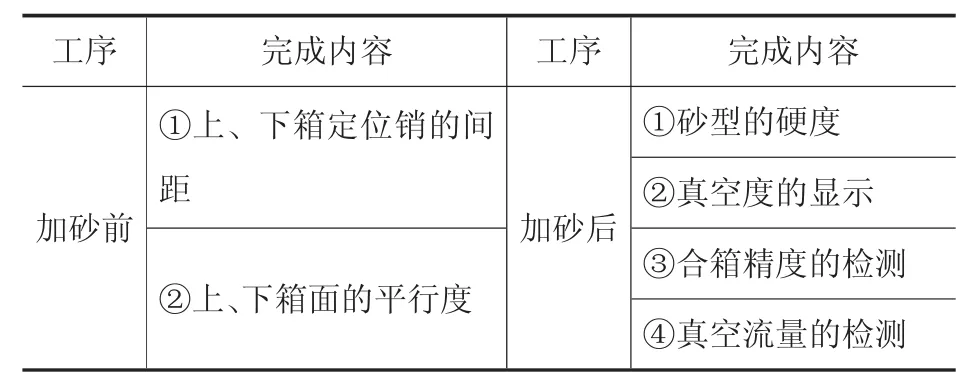
表7 砂箱数据采集
2.3.6 电气控制系统
电气控制采用西门子S7 系列可编程控制器(PLC)控制,PLC 具有PN 通讯接口,可通过交换机实现与中控室的以太网通讯,实现在中控室上位机(本线不配备)上对生产线设备运行状态的监控,并与运行系统连锁。系统配备远程数据访问模组,可通过4G/WIFI/以太网进行远程数据访问。通过此配置,可远程协助用户解决使用中遇到的故障。
3 如何实现V 法智能制造工厂
3.1 基础数字化
3.1.1 制造装备
我们的装备要具备完善的档案信息、通信接口、一定的可视化能力和人机交互能力,能接收执行层下达的活动定义信息、能向执行层提供制作的活动反馈信息,相关数据进入企业核心数据库。
3.1.2 生产资源
用条码及电子标签等编码技术,实现生产资源的可识别,对生产资源的编号、参数及使用对象等信息自动或半自动方式读取,并自动上传到相应设备或者执行层,可利用RFID 等进行设备及执行层的数据写入。
集成以上工厂底层数据(见图7),对接工厂总体设计、布局信息,形成工厂系统模型,建立虚拟工厂,实现虚拟与现实工厂同步。

图7 电炉数字化加料系统显示
3.2 装备
通过嵌入射频识别(RFID)、条码识别、视觉检测技术、激光传感器等无线感知技术和视觉环境感知、闭环控制等全方位智能控制技术,使装备具有自感知、自诊断、自适应、自决策等能力。实现工厂内部整套装备系统、生产线、设施与移动操作终端的互联,工厂互联和信息安全具有保障。
3.3 工艺设计数字化
采用三维计算机辅助设计(CAD)、有限元分析(CAE)、计算机辅助工艺规划(CAPP)等技术,进行工艺路线和工艺布局仿真、加工过程仿真和(或)装配过程仿真,建立工艺知识库(工艺相关规范、成功工艺设计案例、专家知识库等),提供电子化的工艺文件,并可下达到生产现场指导生产,向制造执行系统输出工艺BOM。
3.4 工厂信息交互
3.4.1 通信网络
采用现场总线、工业以太网通信、无线通信等方式,建立工厂级的工业通信网络,实现控制设备与现场设备之间的通信。构建工厂的全周期的信息数据链,以工厂级工业通信网络为基础,通过软件控制应用和软件定义机器的紧密联动,促进机器之间、机器与控制平台之间、企业上下游之间的实时连接和智能交互。
3.4.2 数据采集与存储
在企业数据字典定义的数据采集内容基础上,结合数据的实时性要求,利用合理的网络通信方式和数据存储方式,配置符合设计要求的数据采集和分析系统,对工厂所需数据进行采集、存储与管理(支持异构数据之间的格式转换),并采用实时数据库和历史数据库相结合的存储方式,采取工业信息安全策略,与企业级数据中心实现对接。
3.4.3 数据字典
工厂应按以下要求建立数据字典:包括工厂制造过程中需要交互的全部信息(设备状态信息、生产过程信息、物流与仓储信息、检验与质量信息、生产计划信息等),能描述数据名称、来源、语义、结构以及数据类型等各类数据基本信息,支持个性化定制。采取全流程可视化的用户定制模式,实现信息的全流程共享,用户在参与产品设计的同时,还可以随时查看产品制造、订单配送等所有环节信息。
3.5 制造运行管理数字化
建设协同云制造平台、能源管理平台、智能故障诊断与服务平台及智能决策分析平台等,无缝集成与优化企业的虚拟设计,产品信息能够贯穿于设计、制造、质量、物流等环节,建立产品研发创新平台和网络营销服务平台,用户能够参与设计、生产等环节,满足用户个性化需求,实现产品的全生命周期管理(PLM)。工厂生产实现基于工业互联网的信息共享及优化管理。
3.6 效益情况
提高生产过程可控性、减少生产线人工干预,以及合理计划排程。实现灵活和柔性的工厂生产组织,使工厂生产模式向规模化定制生产转变,满足用户定制需求。全面提升智能工厂的工艺流程改进、资源配置优化、设备远程维护、在线设备故障预警与处理、生产管理精细化等水平,实现研发、生产、供应链、营销及售后服务等各环节的信息贯通及协同。
如图8 所示:以信息化为手段、以数字化为根本,实现智能制造。
我们的智能制造工厂也是信息化和工业自动化的高层次的深度结合(图9),是以信息化带动工业自动化、以工业自动化促进信息化,走新型工业化道路。

图8 数字为本

图9 两化融合
两化融合的核心就是信息化为支撑,追求可持续发展模式。V 法铸造应以工艺为先、装备保障,而这一切的重点是从业人员素质和技能的提升。从工控、计算机通信技术、网络技术等方面着手,系统学习、考虑如何与制造业结合,设计出更多智能、柔性的铸造装备应用到使用工厂,立足工作岗位、设计出具有创新引领能力和明显竞争优势的装备。要让机器、设备、集群和网络组成,能够在更深的层面和连接能力、大数据、数字分析相结合。实现智能制造的核心是工艺装备与人工智能的融合,实现工艺装备的智能化,是制造业转型发展的方向。
