ZJ19 卷烟机牌子箱传动机构定位工装设计与应用
2021-01-29孟令辉胡广阔
孟令辉,胡广阔
(河南中烟工业有限责任公司漯河卷烟厂,河南漯河 462000)
0 引言
ZJ19 型卷接机组是进口机型的国产化型号,该机组在运行过程中,经常会出现烟支钢印上下飘移这一质量问题。经常需要停机,将超出工艺范围的不合格烟支作废品处理,增加生产制造成本。操作工稍不留神,有问题的烟支就会进入下一道工序,如果流入市场将严重影响企业的形象和信誉。尽管经过多次维修,但效果依然不明显。因此,迫切需要找到问题的症结,采取措施解决烟支的这一质量问题。
1 存在问题
ZJ19 卷接机组的印刷系统又称为牌子箱,主要由箱体部分、卷烟纸输送部分、油墨输送部分、牌子箱传动部分和辅助部分等组成,来完成烟支钢印的印刷。ZJ19 的商标印刷系统分为单色和双色两种,两者的结构相同,具有互换性。牌子箱体即印刷箱体为一整体铸件,其正面能够安装各执行零部件,背后为一空腔容纳传动系统。主传动齿轮箱的输出轴将动力通过印刷箱上的可移式柱销联轴器传入。打开印刷箱体时,传入的动力被切断,当合上时手动盘车可使传动销与被动轮销槽重新啮合,此时才能启动设备,否则会造成传动销受到冲击而损坏。在使用双色牌子箱时,如果在出厂安装或在生产调试过程中操作不精细,致使牌子箱传动拨轮的轴与驱动器的轴不在一条直线上、线速度不一致,就会造成烟支钢印上下飘移,超出质量标准会停机维修整改,批量问题会造成市场投诉,影响企业形象。
2 解决问题思路
针对烟支上下飘移的问题,通过对牌子箱结构的研究分析,设计了由3 个衬套组成的专用工装,对每台设备的牌子箱进行重新定位,减少烟支钢印上下飘移这一质量问题的发生。
3 定位工装的设计与应用
用于ZJ19 卷烟机牌子箱传动机构的定位工装,包括同轴设置的第一衬套、第二衬套件和校正衬套(图1、图2)。
(1)第一衬套和第二衬套为形状和大小相同的柱体结构;第一衬套和第二衬套沿轴向开设有水平方向的通孔,且第一衬套的通孔孔径大于第二衬套的通孔孔径。
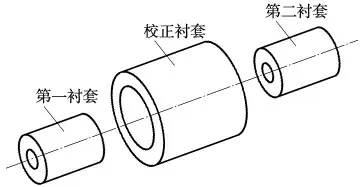
图1 定位工装安装示意

图2 定位工装组装剖视
(2)校正衬套沿轴向开设有用于第一衬套和/或第二衬套穿过的定位孔的柱体结构,定位孔的形状和尺寸与第一衬套和/或第二衬套相适配。
(3)第一衬套和第二衬套为圆柱体设计;相应的,校正衬套的定位孔为圆柱形。校正衬套也为圆柱体。
(4)第一衬套的通孔孔径为20 mm;所述第二衬套的通孔孔径为19 mm,从而使第一衬套和第二衬套可以分别套接于联轴器轴和拨轮轴端部。
(5)定位工装为金属材质,从而满足耐磨、受热不易变形且便于加工的生产要求。
(6)在牌子箱安装或者卷烟生产中出现烟支跳号的情况时,打开牌子箱箱体:将定位工装的第一衬套套设于联轴器轴的端部,并将校正衬套套设于第一衬套上;将第二衬套设套于拨轮轴的端部,然后调整牌子箱位置,使校正衬套能够从第一衬套移动至第二衬套,并可在第一衬套和第二衬套上滑动,此时联轴器轴与拨轮轴即满足同轴同心;最后在牌子箱的铰链座上设置定位孔、安装定位销,从而使牌子箱位置固定。
4 工装效果
(1)设计简单实用。整个专用工装由3 个大小不同的衬套组合而成,使用时调整牌子箱体,使校正衬套能在两个小的衬套上顺利滑动即可保证两轴同心,两名维修工50 min 内可调整完成,省时省力。
(2)投入成本低廉。自主设计,外加工费用每套约200 元,投入成本低。
(3)使用效果显著。对每台设备的牌子箱进行重新定位后,烟支钢印上下飘移这一质量问题反馈,由原来的6 次/月降低到2 次/月以内,产品质量明显提升。
