批量生产中车辆四轮定位技术浅析
2021-01-20占细雄孙治国张世桐王千
占细雄 孙治国 张世桐 王千
(一汽-大众汽车有限公司,长春130011)
1 前言
随着科学技术的进步,汽车技术及性能也快速提升,用户对车辆的安全性和舒适性要求也在日益提升。为此,对车辆制造技术和检测技术也提出了更严格的要求。在智能制造和网络互连的背景下,汽车制造业也根据自身制造及检测技术的要求,在利用各种先进的声、光、机、电、网一体化的仪器设备,对汽车进行综合智能诊断,具有自动控制、自动检测、自动采集和存储的功能。在乘用车生产过程中,四轮定位的调整是非常关键的一项,四轮定位的准确性直接决定了产品的行驶性能和安全性。各个汽车制造厂都在积极采用快速、高效、准确且可追溯的四轮定位工艺及设备,来满足日益提速的质量要求及制造效率要求。
2 四轮定位的功能及意义
前束不合理会导致车辆行驶过程中车轮边滚边滑,加大行驶阻力,加快轮胎的磨损且导致油耗增加。在紧急制动时就可能发生跑偏、侧滑,导致严重事故[1]。四轮定位是检测汽车车架、悬挂构件,车轮3 者之间及4 个车轮之间,在x、y、z轴方向的角度位置关系。其包含推进角定位、前束角定位、外倾角定位、主销后倾角定位及主销外倾角定位。鉴于车轮定位在维持驾驶安全、转向稳定、轮胎正常磨损方面的重要作用,各个汽车生产商都非常重视车轮定位。在车轮定位中四轮前束角及外倾角的定位尤为核心。目前各个汽车厂基本都会在车辆出厂前进行前束角、外倾角及推进角的调教,确保车辆行驶性能。
3 四轮定位原理及发展趋势
如图1 所示,直线A是前轴左右轮中心和后轴左右轮中心的连接线,为车辆几何中心线。直线B为左右后轮和地面垂直面相交平面上轮中心线的等分线,是车辆行驶的推力线。r 是推进角,通常也叫蟹行角。α是后轴总前束,β是前轴总前束,β1和β2别是前左和前右的前束值。从图1 可以看出前轴左右前束是前轮轮胎和推进线B的夹角,所以推进线B是前轴前束的测量基准线,是前轴前束及外倾角度计算的前提。基于前束定位原理,各个汽车厂在四轮定位调整时,都是先调整后轮前束再调整前轮前束。

图1 前束关系示意
随着汽车产业的发展和汽车的普及,四轮定位仪的研发和制造也得到的巨大的发展。市场上的四轮定位仪种类繁多,测量精度、速度及价格也参差不齐,但是基本上都是由定位系统、传感测量系统、计算系统及辅助系统组成。随着光学技术和电子技术的发展,3D激光测量技术已经逐步成为各个汽车厂的快速测量四轮定位设备的主流[2]。3D测量技术通过大的激光辐射角,密集的激光束大大提高了测量精度及轮胎的兼容范围和适应性,降低了各个车企在新车型并入时的投入成本。
3.1 批量生产中四轮定位设备要求
批量生产中的设备要考虑节拍、精度、稳定性及操作方便性多维度的问题,对设备的质量及设备在工艺适应性上要求非常高。要求设备能自动定位,符合人机工程要求,符合人员安全操作要求且能快速执行。考虑到成本因素,各个主流汽车厂把对定位要求高的设备如大灯调整、主动巡航、轨道偏离报警、气弹簧检查功能都集成四轮定位中。所以在检测流程设计中要全面考虑各项调整要求,合理安排各项检测内容的顺序,确保多项检测并行进行,节省工时。
3.2 检测设备及原理
目前国标对四轮前束及外倾范围没有明确要求,测量方法也没有进行限定。只有在GB/T 33570—2017 中对测量仪器的性能做了一些基础的入门级的要求[3]。目前大部分车型都是独立悬架,在整车制造厂下线后都可以根据质量要求进行前束和外倾的调校。各个汽车制造公司都是根据自身车辆特点来确定各自产品的相关特性值,来保证车辆操控性和驾驶舒适性。好的车型前束的控制都比较严格,只有不到10 分的调校范围。考虑到对商品车的轮胎的保护、测量精度和测量节拍要求,在各个成规模的汽车制造公司的检测线上基本都是采用3D测量技术。
3.2.1 设备构成
四轮定位设备包含对中装置、设备框架、激光测量系统、控制系统。
a.对中装置,主体是自动调整浮盘。电机控制浮盘自由摆动,通过小幅度的摆动车轮,实现车辆非接触式对中,和传统的推动轮胎实现对中的传统方式相比,避免了直接接触车身,且轮胎自由摆动后应力充分释放,前束测量更加准确;
b.设备框架,即设备的支撑框架,包含行车通道、调整平台、安全挡板和监控系统。车辆通过框架驾驶到相应待测量位置,操作者站在调整平台上进行前束和外倾的调整;框架上会设置限位挡板和监控雷达,防止车辆在调整过程移动和人员在非允许状态站到调整平台上引起安全问题。
c.激光测量系统,激光测量系统如图2 所示,是设备的核心部件,通过多条照射到轮胎上的激光束和2 个相机结合,实现3D 激光测量。利用软件算法能快速计算出四轮的前束值和外倾值大小。由于采用3D 激光器,克服了外界光线干扰并扩大了测量范围。
d.控制系统,用于控制设备各个部件按流程运动,实现完整的四轮定位调整检测工艺并保障操作者的人身安全,如浮盘的运动,激光束发射时段控制、轴距调整等。
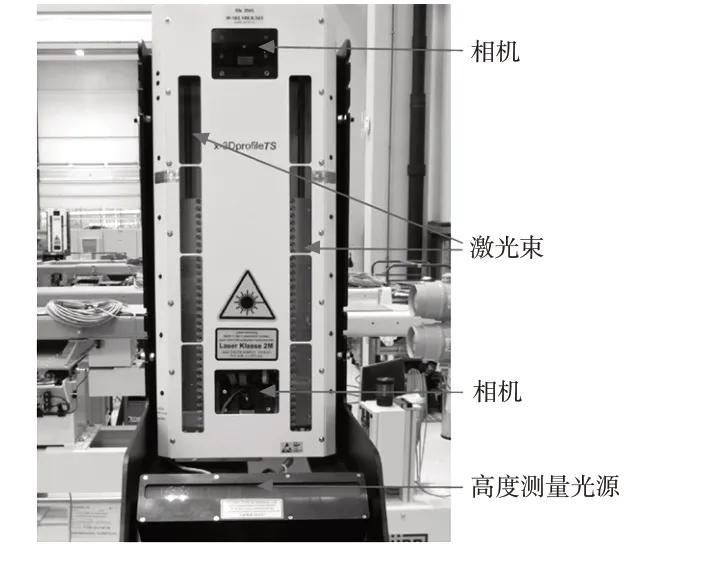
图2 激光测量系统
3.2.2 设备原理
设备测量过程如图3所示。车辆行驶到设备框架上后,设备通过对中装置对车辆进行定位,由于设备框架是事先调试固定好的,能保证水平度,即保证4个轮胎处于同一个水平面。

图3 测量过程
车辆对中浮盘处于轮胎下方,在对中过程中激光器发射激光照射在轮胎表面,如图4 所示。利用三角测量原理[4],激光测量系统能计算出轮胎中心到激光器的距离,实时得到车身位置信息,同时小幅度自由摆动浮盘来实现移动车辆物理位置,实现车辆非接触式对中。对中完毕后进行四轮的前束和外倾的测量。

图4 激光测量系统
考虑到无法实现车辆的绝对零度对中,在调整过程中也可能会晃动,高精度的设备会在方向盘上配备非接触式方向盘水平仪,实时动态测量方向盘的角度,按照车辆的方向盘传动比在进行前束测试时对轮胎位置进行修正。每个轮胎上都有一套激光测量系统,激光测量系统上会有2 个相机及时记录这些激光线束位置并通过图片处理卡进行数据处理。利用软件算法删除干扰点和无效数据,把2 个相机在不同角度的成像结果进行合并,形成一个激光束在轮胎外表面的立体成像图,如图5 所示。

图5 轮胎表面成像示意
系统会在立体成像图中识别出轮胎最高点的圆形轮廓位置,此位置坐标就是对应轮胎在坐标系中的位置,用于最终进行前束和外倾的计算。驾驶辅助系统和气弹簧车辆往往需要测量轮眉高度,在进行轮眉测量时,轮眉测量光源会发光,通过图像系统可以计算出轮眉的坐标,同时系统可以计算出轮胎轮廓的圆心,从而计算出轮眉高度。
3.2.3 设备标定
为保障批量生产中的设备准确度,需要配备设备的标定样架,对设备的水平度、激光束及算法基准进行检查及标定。典型的3D 校准架如图6 所示。校准架是铝型材框架,铝型材有非常高的直线度且受环境温度影响较小。样架上的校准板的前束值和外倾值是已知的。在型材3 个框架上装有水平气泡,用于进行设备框架水平度的检验和校准。在型材上装有4 块校准板,校准板有一定的角度且板上有透孔。校准流程如下。
a.在校准时把校准架放到设备的浮盘上(测量时车辆轮胎支点),观察水平气泡状态,若气泡不水平,需要对调节螺栓进行调解,确保4 个浮盘处于同一水平面。

图6 静态校准架
b.进入校准模式,观察激光束是否经过校准板的透孔,确保激光束安装角度正确。
c.确认后设备会计算出校准架的前束值和外倾值。
d.对比测量结果和校准架的已知标准值,若测量结果超出偏差范围,输入标准值进行系统校准。
设备校准后,要进行重复性测试,机构能力指数值大于1.67 合格。若设备静态重复性不合格,需要对设备进行系统性检查,如检查水平度,检查浮盘、激光器角度等等,直到校准合格方能投入使用[5]。
为保证设备精度,必须定期进行设备标定。影响设备稳定的因素很多,例如设备框架的微量变形、地面下沉导致的水平度变化、激光器震动带来的位置偏移、方向盘水平仪精度下降、外界条件变化带来的测量精度变化及系统偏移,为了减小偏差,推荐至少1 周对每个设备测量、标定1 次。若设备使用年限大于5 年,状态不稳定,建议每天进行校准。若在对设备的校准过程中发现设备明显超出常规的偏差,有必要根据实际情况把此设备在上次标定合格后测量过的车辆召回重新测量,避免由于设备问题把一些不合格的车辆视为合格车辆投放到市场。用于标定的设备平时要按要求存放,防止由于外力、温度、环境的原因导致变形。此外,要每半年或一年对标定设备(四轮定位样架、方向盘水平仪校准架)的基准值进行三坐标测量,防止由于标定架自身变形导致设备失真。
软交换主要是通过将呼叫控制价功能与媒体网关分离开来,实现对电话交换网与IP电话有效沟通的交换技术,结合软交换技术的应用可以通过合理使用分组数据网的信息传送能力,促进呼叫控制功能、业务功能以及媒体承载功能的分离。从广义上讲,软交换泛指一种特殊的体系结构,涉及到边缘接入层、核心交换层、网络控制层和业务管理层几个方面,是下一代交换组网构成元素中较为重要的组成部分,在实际应用方面可以促进新老网络实现融合发展。将软交换作为核心构建下一代交换组网的层次结构。
3.3 检测流程
正常的四轮定位要在车辆电器检查完毕,门盖匹配合格后进行,流程如下。
a.车辆驶入检测站。
b.放上方向盘水平仪,车辆对中,确定车辆具体位置。
c.车型识别,确定检测参数。
d.测量出4个轮胎的初始值并显示在显示屏上。
e.操作者走到操作平台上,若后轴前束及外倾不合格,进行不合格内容的调整,调整完毕后拧紧固定螺栓,防止变动。
f.后桥合格后进行前桥前束及外倾的调整。调整完毕后拧劲固定螺栓,防止变动。
g.前桥及后桥调整过程中激光器及方向盘水平仪始终处于工作状态,实时进行前束及外倾的测量。方向盘水平仪实时传递方向盘角度,进行角度修正。
h.检测完毕,操作者离开调整平台,车辆驶出检测站。
需要注意的是,在进行转向横拉杆固定螺栓拧紧时,需要使用反向拧紧扳手固定横拉杆,避免由于横拉杆的扭动损坏或导致前束值变化。在调整过程中方向盘角度变化大时,要及时提醒操作者进行方向盘角度修正。
3.4 四轮定位效果保障方法
四轮定位的效果不仅仅取决于四轮定位设备的精度,还和四轮定位的工艺顺序,车辆调整前状态都有关。
3.4.1 保证四轮定位精度的必要条件
四轮定位目的是保障用户用车时的前束、外倾值合理、正确。所以在四轮定位前要确保车辆各个部件装配完毕,四轮轮胎的胎压和建议的用户正常行驶胎压一致。若胎压不一致,要通过试验测量由于胎压变化带来的理论值的变化,根据实际情况进行调整。
其次,方向盘的安装位置和转向横拉杆位置对车辆稳定性影响较大。各个生产线务必保证方向盘安装、对中的准确性,若方向盘安装没有对中,通过前束调整来达到四轮定位理论值的话,会导致左右横拉杆长度偏差大,影响方向盘左右两侧旋转的极限角度。通常情况下,四轮定位调整后,方向盘从中间位置向左旋转到极限的角度与从中间位置向右旋转到极限的角度的差值应该小于14°,否则会导致车辆前束不稳定,同时会影响车辆转向感受。
新车刚下线时,由于车辆刚刚安装完毕,很多新的零件刚进行螺栓拧紧和重物压紧,会存在钢性零件的应力。正常情况下的应力释放时间较长,在四轮定位调整后的应力释放也会对调整精度产生影响。为保证调整准确,需要在四轮定位前安装交叉的高度为5~8 cm 的颠簸架。车辆行驶在颠簸架上后会上下左右晃动,充分释放应力。
要通过批量工艺保证前后桥的直线度。若前后桥零件扭曲,直线度不合格或底盘结合时不准,会导致左右轮心不在1 条直线上,如左侧前后轮距和右侧前后轮距不一致,左侧轮心高度和右侧轮心高度不一致。在此情况下继续按照默认的四轮定位参数调整的话,即使调整合格,也难以保证车辆质量。
考虑到生产节拍和人工成本,整车厂要和前后桥供应商形成闭环控制。整车厂要及时把四轮定位前的前束、外倾值统计分析后发给前后桥供应商,指导他们对前后桥进行预调,确保整车四轮定位检查时的首次合格率并减少不合格车的调整时间。
3.4.2 注意事项
批量生产过程中,难免会有一些车辆下线后存在一些问题,需要进行返工。由于车身质量分配、轮胎气压、方向盘角度等对四轮定位影响比较大,所以在进行这些相关的返修后,建议重新进行四轮定位调整。为节省工时,保证质量,建议从工艺安排上进行控制,规定进行轮胎更换、方向盘相关部件返修(如方向盘转向柱打号、方向盘更换等)、发动机、变速箱等相关部件返修完毕后才能进行四轮定位调整。
四轮定位设备使用中要注意设备的保养。车辆驾驶到设备上时,建议行驶速度不超过5 km/h。否则会存在安全隐患且会伤害对中浮盘。
为保证激光测量系统稳定性,要避免太阳光直射到待测量车辆的轮胎表面。如在测量常规车型时若出现激光测量系统报错,通常要查看是否有光线干扰或轮胎表面是否有异常。
4 结束语
系统阐述了四轮定位原理及批量生产中的四轮定位设备的组成架构及调整流程。结合批量生产工艺对设备精度要求,讲解了设备校准流程及进行四轮定位的必要条件和注意事项。通过这些措施能有效保证批量生产中的四轮定位精度,满足用户对汽车舒适性、安全性要求日益提高带来的四轮定位精度要求提升。
随着大数据和智能制造概念的深入发展,汽车厂已经开始利用调整前的四轮前束、外倾测量值的大数据分析来指导外协件的生产,检测设备状态并预测设备可能的故障用于指导进行预见性维修。
