大断面铸态高延伸率球墨铸铁陶瓷机械底座的生产工艺
2021-01-19陈鹏辉柯志敏
陈鹏辉,柯志敏
(1.广东中天创展球铁有限公司,广东 英德 513000;2.广东省高性能大型铸件制造及模拟工程技术研究中心,广东 英德 513000)
随着球墨铸铁工艺技术的发展,大断面球墨铸铁件的类型越来越多,如:大型柴油机缸体、大型轮毂、大球磨机端盖、大型注塑机模板等,由于大断面球铁在凝固过程中具有典型的断面效应,铸件凝固时间长,加之结晶过程中释放大量热量,使冷却速度降低,铸件易产生球化与孕育的衰退、石墨漂浮、碎块石墨、反白口、缩松、缩孔等缺陷,所以大断面球铁的生产技术难度较大。本文针对大断面球墨铸铁陶瓷机械底座的生产工艺进行了技术攻关。
1 铸件结构及技术要求

图1 陶瓷机械底座铸件
底座铸件结构如图1,材质EN-GJS400-18C-RT,铸件重量20.5 t,铸件轮廓尺寸3 050 mm×1 435 mm×1 220 mm,最大壁厚为1 050 mm,属典型超大断面球铁件。铸件技术要求为:抗拉强度350 MPa~400 MPa,屈服强度大于230 MPa,延伸率大于18%;金相组织检验符合GB/T9441《球墨铸铁金相检验》的要求,并要求进行铸件心部套样检验;同时铸件进行超声波探伤和磁粉探伤,特别是要求超声波声速大于5 500 m/s.
2 铸造工艺
造型用砂采用呋喃树脂砂,控制砂型(芯)强度σb≥10 kg/cm2;造型用砂箱刚性要好,铸型吃砂量要够大,保证铸型整体刚性。在上下平面、侧面以及凹位位置均匀布置冷铁,保证厚大区域冷却速度,如图2 a)、b)所示;采用半开放式加过滤器底注式浇注系统,保证浇注平稳并防止铁水中夹杂进入,浇注系统简图如图3 所示。
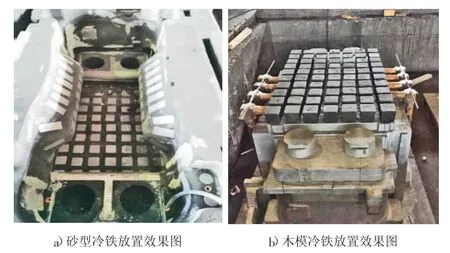
图2 底座的冷铁示意图

图3 陶瓷机械底座浇注系统简图
3 熔炼工艺
3.1 炉料的选择
EN-GJS400-18C-RT 为高延伸率球铁的牌号,要求原铁水中Cr、Mn、Mo 等形成碳化物的合金元素相对要低,并要求其中的干扰元素尽可能低,尽可能不使用回炉料,因为经过一次球化处理一些微量元素亦会发生变化,所以应采用干扰元素含量低的原材料,炉料使用质量分数50%~60%高纯生铁和质量分数40%~50%优质废钢。
3.2 化学成分的选择
3.2.1 C、Si、CE 的选择
对厚大断面球墨铸铁件,C 的范围的选择既要保证充分的石墨化的要求,又要考虑到发生石墨漂浮的风险,为此选择C 质量分数3.65%~3.7%;随Si 含量增加,石墨化能力增强,石墨球数增加容易获得铁素体基体,但在厚大断面球铁中提高Si 含量也增加了产生碎块状石墨的倾向,根据经验一般控制Si 质量分数2.0%~2.4%;CE 范围的选择既要保证充分的石墨化的要求,又要考虑到大断面铸件发生石墨漂浮的风险,为此为获得良好的补缩性能和健全的铸件,一般选择共晶点附近或接近共晶点的亚共晶成分,即CE 值控制在4.2%~4.4%.
3.2.2 Mn、P
大断面球铁的生产中,因为P、Mn 的偏析倾向,加之底座的高延伸率要求,要对其进行严格的控制,要求锰质量分数不超过0.40%,P 质量分数不超过0.05%.
3.2.3 残镁(Mg)、稀土元素(RE)、微量元素Sb
对一般球铁件,Mg 质量分数在0.025%~0.04%即可满足要求,但对厚大断面球铁来说,为了保证厚大断面球铁质量,一般Mg 的质量分数应控制在0.035%~0.05%;稀土(RE)元素主要起净化铁水作用,即主要起脱O、S 和消除有害微量元素的作用,考虑到残余稀土对大断面球铁组织的影响,确定RE 的质量分数控制在0.015%~0.03%;铁水中加入微量Sb,能够有效防止石墨畸变和长大,减轻球状石墨的畸变程度,增加石墨数量和球化级别,经试验在底座铸件中加入质量分数0.004%~0.006%的Sb 可以获得比较好的效果。
综上所述,陶瓷机械底座的化学成分如表1 所示。

表1 陶瓷机械底座铸件主要元素化学成分(质量分数,%)
3.3 球化及孕育处理
3.3.1 球化处理
采用5 t 和15 t 中频感应电炉同时熔炼,加料顺序:加增碳剂→回炉料→加废钢→加增碳剂,增碳剂随废钢分多批次加人。选择堤坝式球化包,冲入法的球化处理方式。
由于厚大断面球铁件凝固时间长,易产生球化衰退或石墨畸变,则要求球化剂不仅球化能力强而且应具抗衰退或畸变的能力,所以选用两种球化剂A 和B,两球化剂的成分如表2 所示。球化剂A 为含Ce 的轻稀土球化剂,其中的稀土Ce 能与Sb 产生熔点高的化合物,提高异质石墨形核,为增加大断面石墨球数和保证石墨圆整度创造条件;球化剂B 是含Y 的钇基重稀土球化剂,钇基重稀土球化剂具有克服球化衰退和减轻断面敏感性的作用。而且对厚大断面球铁铸件,A 和B 两种球化剂混合使用具有更强的抗衰退的能力,加之A/B 球化剂中镁含量低,适量的钙,可以使球化过程更加平稳。生产实践证明:将球化剂A 和球化剂B 按质量比7:3 的比例加入,能取得更好的效果,球化剂总加入质量分数为1.2%~1.4%.
使用炉前碳硅分析仪检测原铁水碳硅成分,并根据分析仪所测结果调整原铁水碳、硅成分,调整为C 质量分数为3.65%~3.70%,Si 质量分数为1.0%~1.2%,并将铁水温度升温至1 440 ℃~1 460 ℃左右时出水球化,控制出水量。浇注温度控制在1 350℃~1 365 ℃.
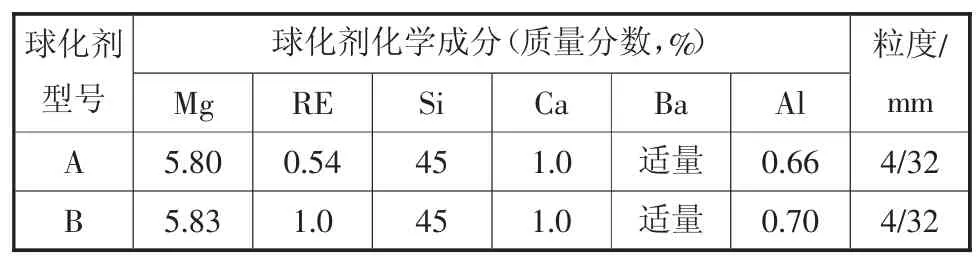
表2 球化剂A/B 化学成分和粒度
3.3.2 孕育处理
孕育处理是获的高质量厚大断面球铁的关键,主要使用含Ca、Ba 的硅基复合长效孕育剂。对于大断面球铁孕育效果不只是依靠孕育剂的组成和数量,而更重要的是在于孕育作用时间,采用多次孕育+瞬时孕育的孕育方式是很有效的方法,也更容易得到高延伸率、细小、圆整度好的石墨球和达到延缓孕育衰退保证球化效果的作用,所以确定孕育处理工艺为:在包底加入质量分数为0.3%~0.4%的孕育剂(一次孕育),出水过程加入0.4%~0.5%孕育剂(二次孕育),扒渣后在铁水包液面加入0.2%浮硅孕育,最后在定量的浇口杯内放置质量分数为0.1%~0.15%粒度为0.2mm~0.7mm 的硫氧孕育剂。
4 试样制备
按以上铸造工艺生产浇注了多件陶瓷机械底座铸件,选择3 件铸件的附铸试块进行试验,3 块附铸试块的编号分别为F1、F2、F3.将附铸试块加工成国标要求的试棒尺寸,检查力学性能和金相组织,并对试块进行湿法分析,获取各试块的化学成分;力学性能采用WA-600KD 型电液式万能试验机测试;试棒金相φ20 mm×15 mm 在XJG-05 大型显微镜上检查组织;用TH110 里氏硬度计测量试块硬度。
5 试验结论及分析
经检测各附铸试块化学成分如表3 所示,各附铸试块力学性能如表4 所示,
在附铸试块F1、F2、F3 加工取得的拉伸试棒上各截取φ20 mm×15 mm 试样进行金相检测,金相组织如图4、图5、图6 所示,具体试样金相检测结果见表5.
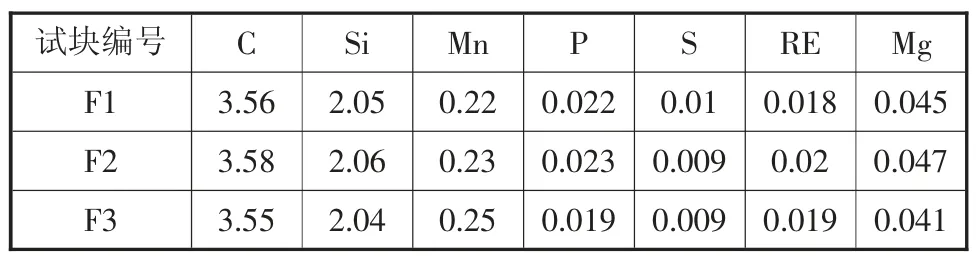
表3 附铸试块主要元素的化学成分(质量分数,%)
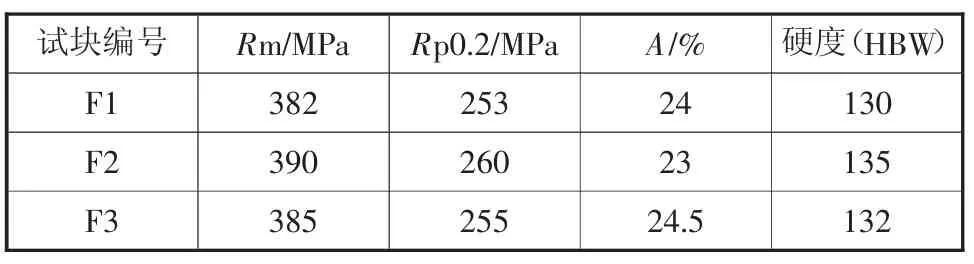
表4 附铸试块力学性能
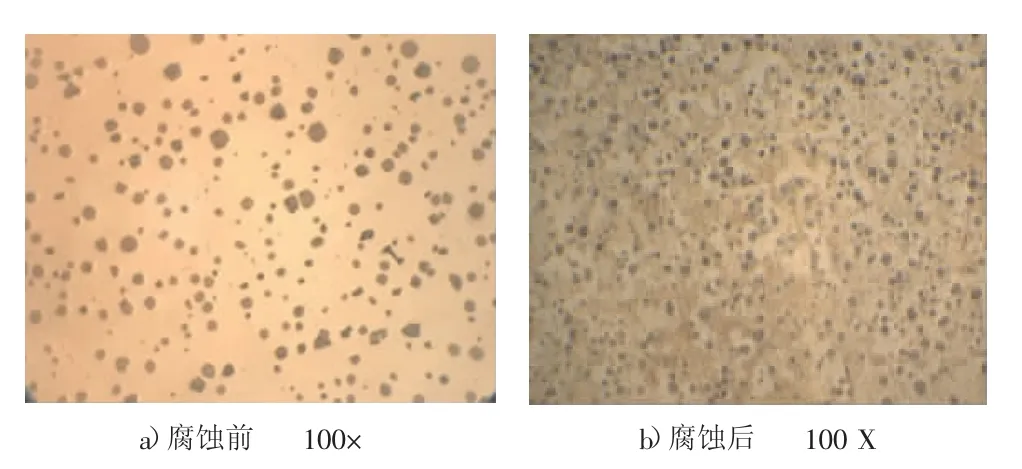
图4 附铸试块F1 金相基体组织
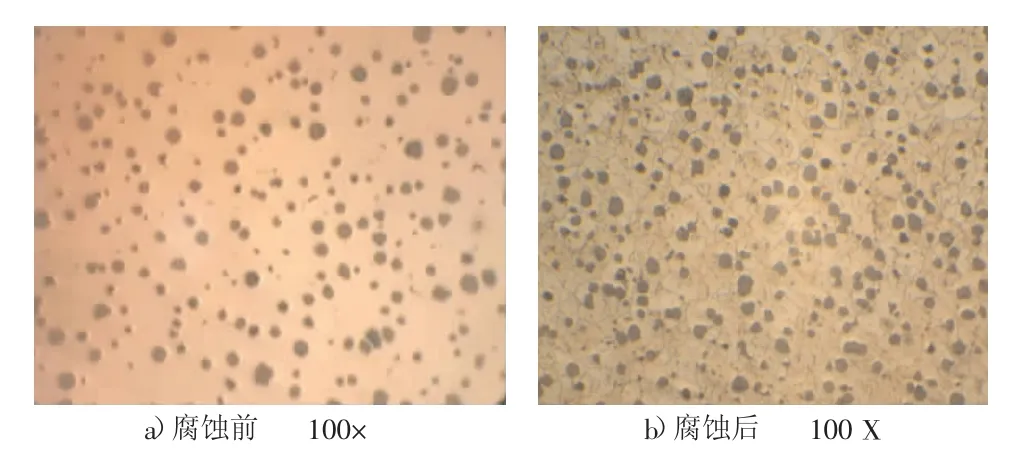
图5 附铸试块F2 金相基体组织
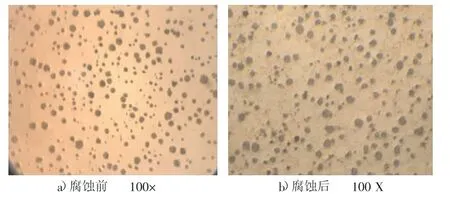
图6 附铸试块F3 金相基体组织
从附铸试块的力学性能来看,三件陶瓷机械底座铸件的各自的附铸试块的力学性能均满足EN-GJS400-18C-RT 的技术标准要求;从金相组织来判定,三件铸件的球化级别均为2 级,石墨大小都是7 级,基体组织铁素体均大于95%,铸态下完全符合陶瓷机械底座铸件的力学性能和金相基体组织要求。
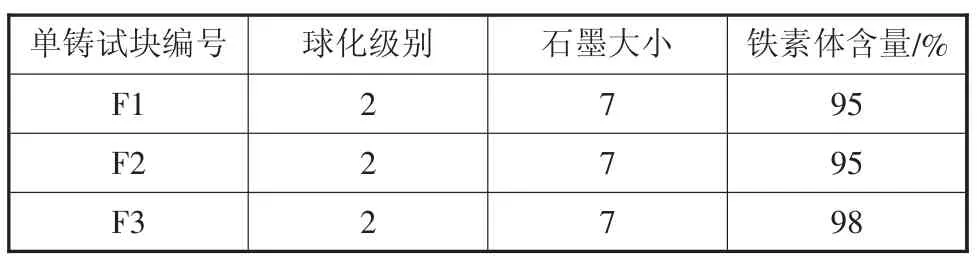
表5 附铸试块金相基体组织评价结果
经客户检验反馈:铸件本体(心部)的套样试样的力学性能抗拉强度(Rm)为340 MPa~370 MPa,屈服强度为Rp0.2 为223 MPa~264 MPa,伸长率11%~14.5%,超声波声速为5 600 m/s~5 830 m/s,质量全部满足客户的技术要求。
6 结论
陶瓷机械底座是大断面高延伸率的铸件,有着典型的断面效应、铸件凝固时间长、冷却速度慢等特点,易产生球化与孕育的衰退、石墨球数少、石墨球畸变、碎块石墨等缺陷。本文通过设计合理的铸造工艺以及熔炼工艺,确定合适的化学成分,特别是微量元素Sb 的加入,减少了碎块石墨的形成倾向,增加细化了石墨球。选用重稀土和轻稀土混合的球化剂A、B,并按A、B 质量比7:3 的比例加入,选用含Ba 的长效孕育剂以及多次孕育+瞬时孕育的孕育工艺,在生产过程中严格控制生产工艺的各个环节,生产出了客户满意、质量合格的陶瓷机械底座铸件。
