基于PLC 的小径木圆锯机进出料台控制系统研究
2021-01-17任长清娄月轩杨春梅邓英健
任长清,娄月轩,杨春梅,缪 骞,邓英健,蒋 婷
(东北林业大学 林业与木工机械工程技术中心,黑龙江 哈尔滨 150040)
0 引 言
自从我国实行天然林停伐减产政策,木材供需之间的矛盾日益明显[1-3],大径级木材资源紧缺,小径木在各类市场中备受关注[4],木材资源的利用对象主体从天然林转移到了人工林中的小径木。小径木是一种先进生物质材料,来源广泛且死节数量少,具有较好的应用前景[5]。虽然不适合直接作为结构构件使用,但可以通过将小径木锯切成板材进行利用[6-7]。
然而,现有的小径木生产线中的纵剖锯切过程需要人工运送,效率低、出错率高、成本高[8-10]。为改善这种情况,本文介绍自动进出料台的加工工艺和结构,结合工艺制定控制系统的设计要求。根据控制系统的需求完成硬件选择,并对软件和触摸屏界面进行设计。
1 自动进出料台及其工艺
1.1 工艺流程
锯切的加工对象是小径木原木。由于小径木存在大头和小头,锯切出来的板材可能是不完全的。若锯切不完全则板材的长度小于原木长度,如图1 所示。由于生产中需要统一长度的板材,故需要将完全锯切的板材和不完全锯切的板材分开。
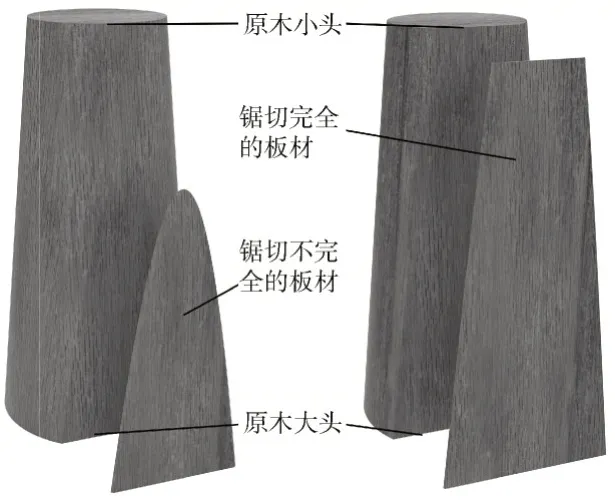
图1 锯切完全的板材和锯切不完全的板材
自动进出料台的工艺流程如图2 所示。
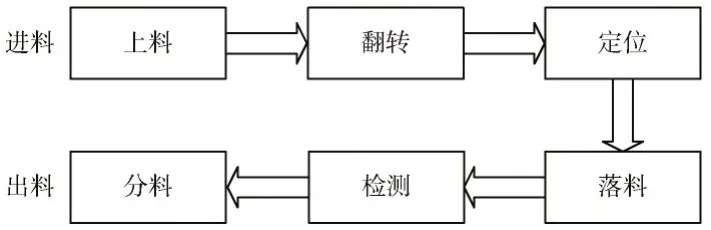
图2 自动进出料台的工艺流程
1.2 结构介绍
小径木圆锯机自动进出料台的结构如图3 所示。
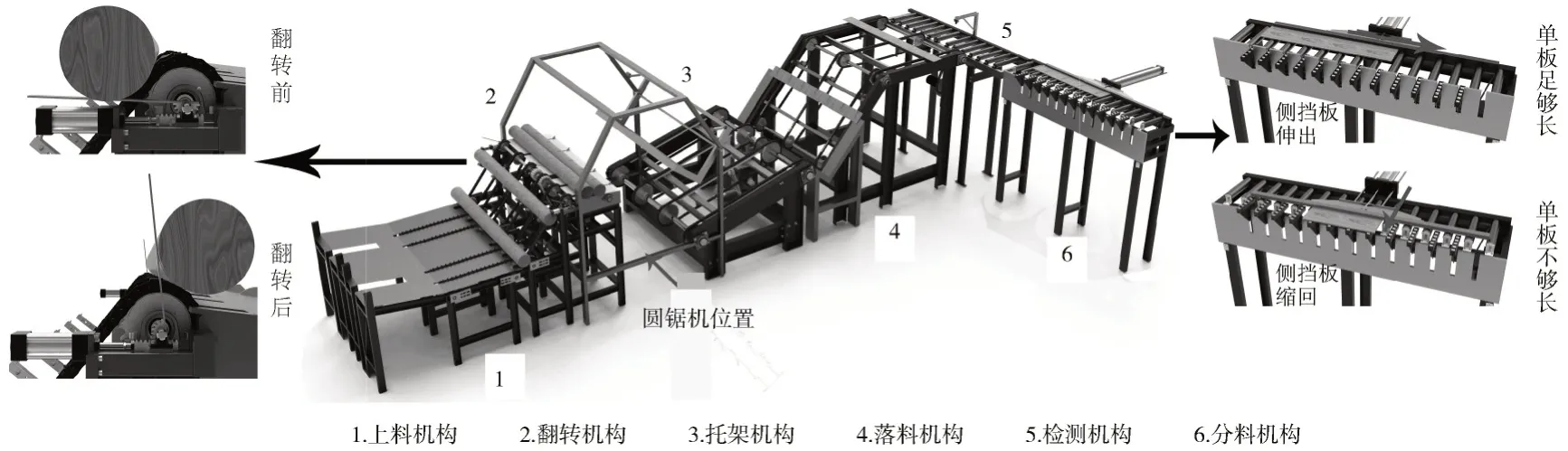
图3 自动进出料台的结构
圆锯机位于图3 中的标记位置。进出料台和圆锯机共同组成了小径木板材锯切生产线,但圆锯机的控制不在本文的研究范围内。其中:上料机构、翻转机构和托架机构负责完成自动进料;落料机构、检测机构和分料机构负责完成自动出料。
上料机构通过链传动将小径木提升至翻转机构。翻转机构通过齿轮和齿条带动小径木进行翻转,滚动到圆锯机。这时托架机构伸出,辅助定位并限制小径木的滚动;圆锯机加工时,托架缩回以避免干涉。落料机构用于收集并运输圆锯机加工出来的板材。检测机构有红外检测装置,当红外线被遮挡时,认为板材足够长。若板材足够长,分料机构的侧挡板伸出,传输辊转动,将板材纵向运输出去;若板材不够长,侧挡板缩回,气缸伸出,将板材横向推出。
2 控制系统的方案设计
PLC 控制系统具有用途广泛、工作稳定可靠、便于维修和调试等特性[11-16]。小径木圆锯机自动进出料台控制系统的设计要求如下:
1)能够按照圆锯机原有的生产节奏进行加工和运输。
2)方便对原木进料和板材出料的收集和整理,并实现板材的分料。
3)安全、可靠性好,整个进出料台的工作状态被实时监测,遇到紧急情况时可以进行急停,最大程度地保证安全生产。
3 控制系统的硬件选择
根据前文所述的加工工艺要求,执行元件选择如下:Y100L-2 型三相异步电机电动机1 台,用于上料机构的水平链传动;Y80L-2 型三相异步电动机1 台,用于上料机构的提升链传动;FL86BYG156 型步进电机1 台,用于落料机构的传动;SM110152A 型步进电机1 台,用于分料机构传输辊转动进行的板材纵向传动;SM86158A型步进电机1 台,用于检测机构传输辊转动进行的板材纵向传动;SE-50×100-LB 型 ATRTAC 标准气缸 1 个,用于翻转机构的齿轮齿条进行工件的翻转;SE-50×125 型ATRTAC 标准气缸2 个,用于托架机构的伸缩;MAR40×50-S-F 型ATRTAC 迷你气缸2 个,用于分料机构侧挡板的伸缩;MA20×100-S-U 型 ATRTAC 标准气缸 1 个,用于检测机构中挡料板的上下运动;PB-20-200-R-0 型ATRTAC 标准气缸1 个,用于分料机构的横向分料。具体如表1 所示。
4 控制系统的软件程序
4.1 控制系统PLC 的I/O 端子分配
自动进出料台的可编程逻辑控制器需要有充足的输入输出点数,以满足运算和控制要求,同时尽量降低成本。本次需要设计的主要控制系统中需要12 个开关量输入、6 个开关量输出。故选用型号为DVP-32EH00T3 的小型PLC。PLC 接线图如图4 所示。
控制系统的I/O 端子分配如表2 所示。
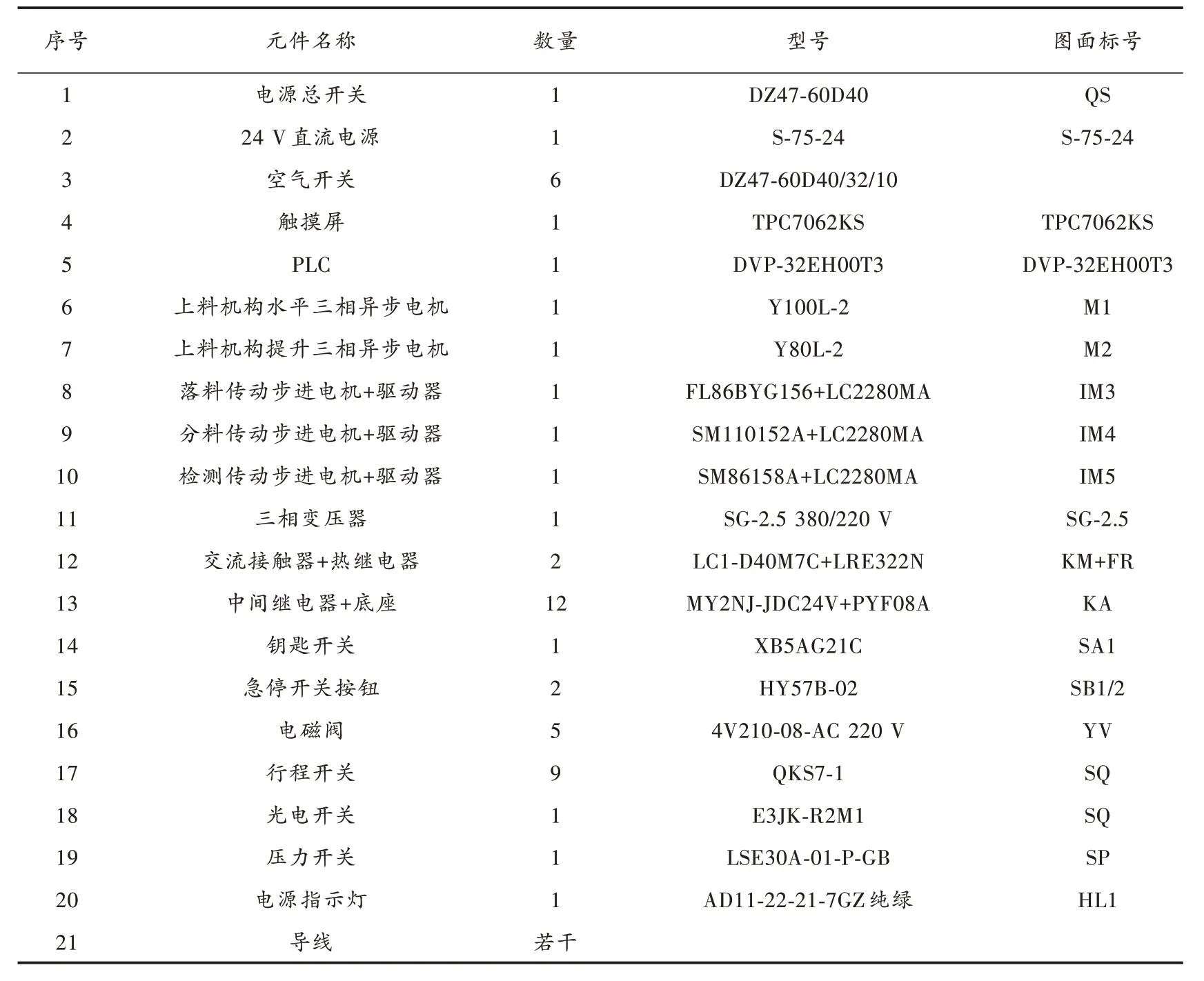
表1 控制系统硬件清单
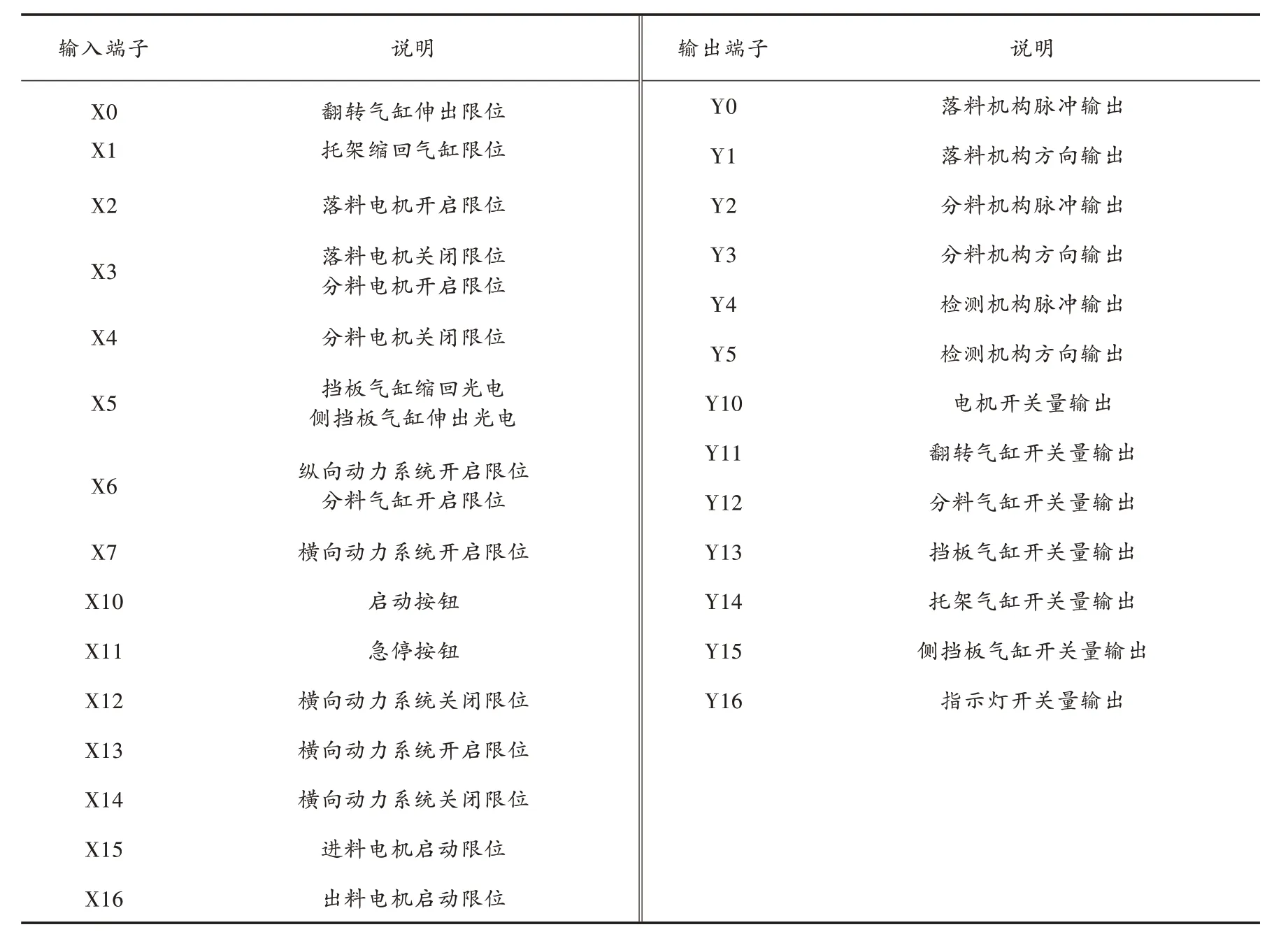
表2 控制系统的I/O 端子分配表

图4 控制系统PLC 的I/O 端子外部接线
4.2 控制系统PLC 程序设计
整机启动后,按下启动按钮,加工开始。小径木经上料机构至翻转机构,后触发行程开关1,翻转气缸1 伸出,通过齿条带动齿轮转动,同时托架气缸2 缩回,托架伸出,进行小径木的辅助定位。待圆锯机启动后,触发行程开关2,托架气缸2 伸出,托架收回。随后圆锯机开始加工。
加工一次后板材落在落料机构上,锯片移动到行程最大位置触发行程开关3,落料机构的86 步进电机1 启动使板材在设定的速度下输送至检测机构。第一块板材输送到检测机构后触发行程开关4,86 步进电机1 停止转动,检测机构步进电机2 启动,传输辊带动板材做纵向移动。板材一旦碰到挡板器后,触发压力传感器,步进电机2 停止运转。检测机构上方有红外检测装置。若板材触碰到挡板器后不能将红外检测线覆盖,则认为板材不够长;若板材触碰到挡板器后能够将红外检测线覆盖,则认为板材足够长。
完成板材长度的检测后,检测机构中挡板器的气缸4 缩回,带动挡板器向下移动。挡板器触发行程开关5,步进电机2 启动带动传输辊,使板材输送至分料机构。如果板材不够长,则分料机构的气缸5 伸出,将板材从分料机构横向推出;如果板材足够长,则分料机构的侧挡板气缸6 伸出,分料机构步进电机3 启动带动传输辊,使板材纵向输送出去。此时完成了一块板材的分料。
整个自动进出料台的控制流程如图5 所示。
4.3 控制系统触摸屏的设计
为了方便用户操控整机,设计一个面板操作平台,通过面板上的显示系统、操作系统以及辅助系统与机器进行信息传递。为应对机器突然出现故障,触摸屏操作面板安装有急停按钮、整机启动和上料启动开关。如图6 所示,触摸屏主界面实时显示机器的运行状态,主界面显示状态包括驱动电机显示、气缸定位及夹紧状态显示。
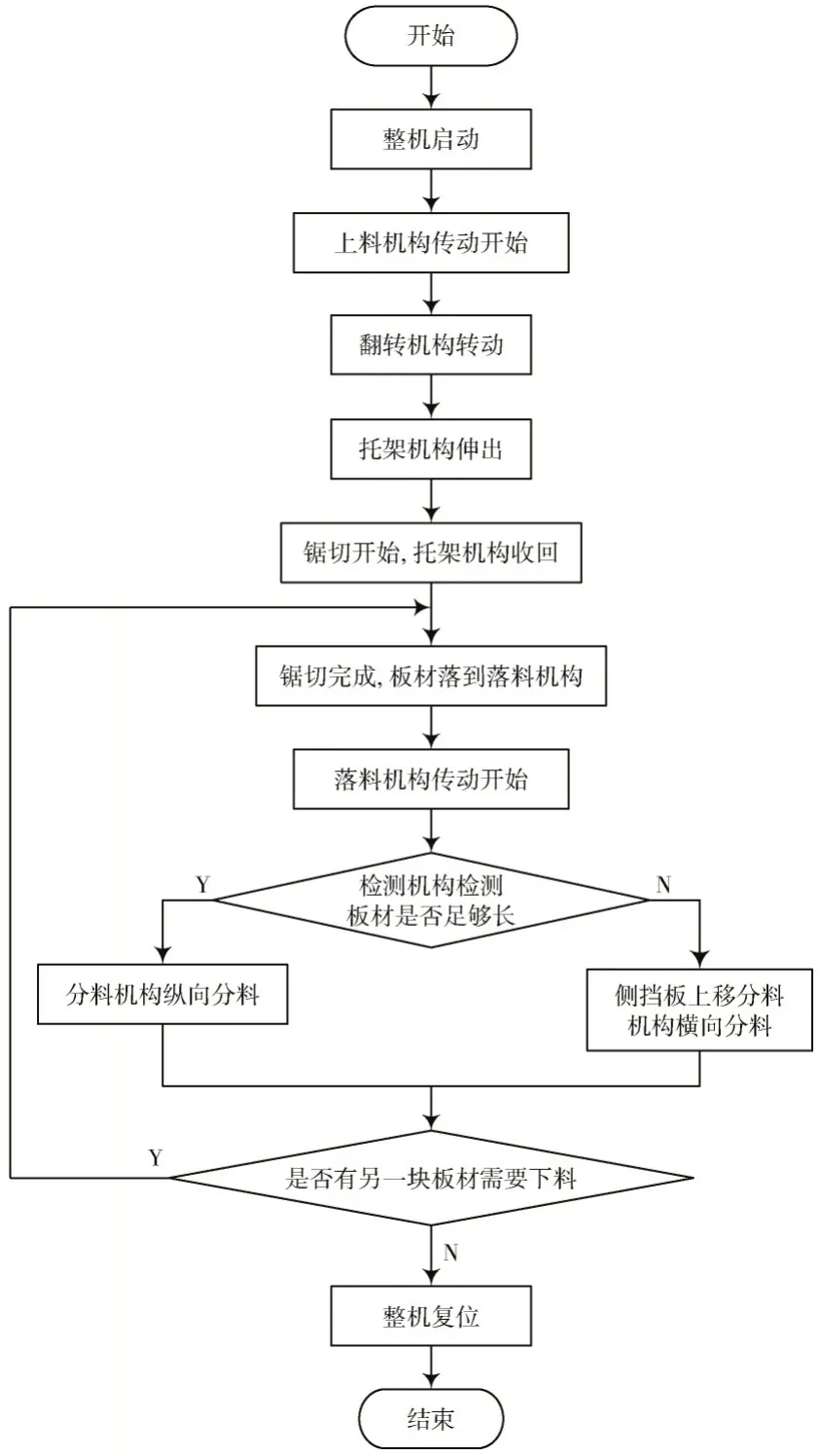
图5 控制流程
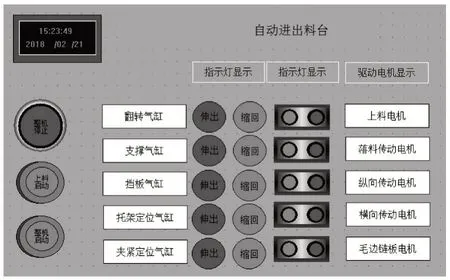
图6 自动进出料台的触摸屏主界面
5 结 语
本文提出的自动进出料台的PLC 控制系统满足生产加工的要求,提高了小径木圆锯机的自动化程度,降低了劳动强度,拥有较为广阔的应用前景。
注:本文通讯作者为杨春梅。
