专家模糊控制的氩氧精炼炉口喷溅抑制系统研究
2021-01-17毛家怡
毛家怡,尤 文
(长春工业大学 电气与电子工程学院,吉林 长春 130012)
0 引 言
喷溅不仅存在于AOD 炉、转炉中,还存在于有氧助燃的电炉冶炼中。经统计,喷溅事故占冶金行业事故的60.7%,喷溅发生率在11.6%~20%之间,喷溅不仅会造成设备不正常工作,例如:冶炼过程中的物料平衡、氧平衡与热平衡、由于喷出大量熔渣使脱碳、脱硫效果不佳等,降低铁合金的收得率、热量损失、环境污染、喷溅出的熔渣冲刷炉内壁导致炉龄降低,严重时还会损坏设备,甚至危害生命安全[1]。所以对于喷溅的预报控制,稳定氩氧精炼铁合金工艺十分重要,同时也是保护设备与人员安全的需要。
随着计算机技术的发展和其他方法在电力系统中的应用,尤其是多信息融合技术的日益发展[2],国内外研究学者将重点研究偏向了可视化的炉膛监视和控制系统。在此前提下,对于AOD 炉的喷溅事故,可以利用专家系统和数字图像处理技术解决,这是一种新型的锅炉检测探索方向。
要想保证AOD 炉在发生喷溅时快速进行喷溅抑制,就要进行对于O2、N2、氧枪高度以及泡沫抑制剂等的调节,经典的控制理论在冶炼过程中过分地依赖于被控对象的数字模型建立,然而模糊控制技术的优点在于对参数的变化和噪声并不敏感,对纯滞后有较强的适应能力,同时增加专家系统进行调整,可以实现对AOD 炉的喷溅控制更为准确。
本文在AOD 炉的喷溅测控过程中采用图像处理和专家模糊控制系统,当火焰图像的灰度值落入非正常工作的灰度值内,对于O2、N2、氧枪高度、泡沫抑制剂进行调整,可以让火焰灰度值恢复到标准范围内,从而抑制AOD 炉喷溅的发生。
1 整体设计思想
通过对AOD 炉的冶炼过程中和现已有的技术发展的研究,结合以前的工作基础设计出了AOD 炉炉口火焰检测系统,主要由以下几部分构成:CCD 摄像头和图像采集卡对炉口火焰进行采集,再由计算机存储,通过软件进行分析处理,输出相应的有效信息到输出设备。
主要采集的图像信息分别有正常工作、金属喷溅、泡沫喷溅、爆炸性喷溅4 种工作状态,通过专家型模糊C均值算法建立AOD 炉口火焰专家图像数据库。再通过专家模糊控制对O2、N2、氧枪高度调整、泡沫抑制剂的量进行控制,作用于AOD 炉中抑制喷溅的发生。
系统流程图如图1 所示。
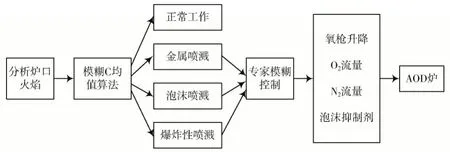
图1 系统流程图
2 图像处理过程
在炉口提取的彩色图像通过各种图像系统中的图像传送和转化,会导致图像的质量降低,对后续的识别和特征提取影响较大,所以对图像需要进行预处理。笔者通过现场环境对炉口火焰提取时,在影响图像质量降低的原因基础上对火焰图像采取去噪和边缘处理,实验证明采用小波变换的图像去噪和边缘提取更有利于火焰图像的特征提取[3]。
2.1 图像去噪
AOD 炉在工作过程中由于生产环境的影响会产生很多的烟气等,对于炉口火焰图像的提取、传输的过程中会受到各种噪声的污染。所以在对炉口火焰图像进行特征提取之前,对图像进行消噪处理提高了图像的信噪比,突出图像所期望的特性。在这里笔者对三种不同的阈值进行分析对比,确定了使用半软阈值的去噪效果更好[4]。三种阈值进行的去噪比较如图2 所示。
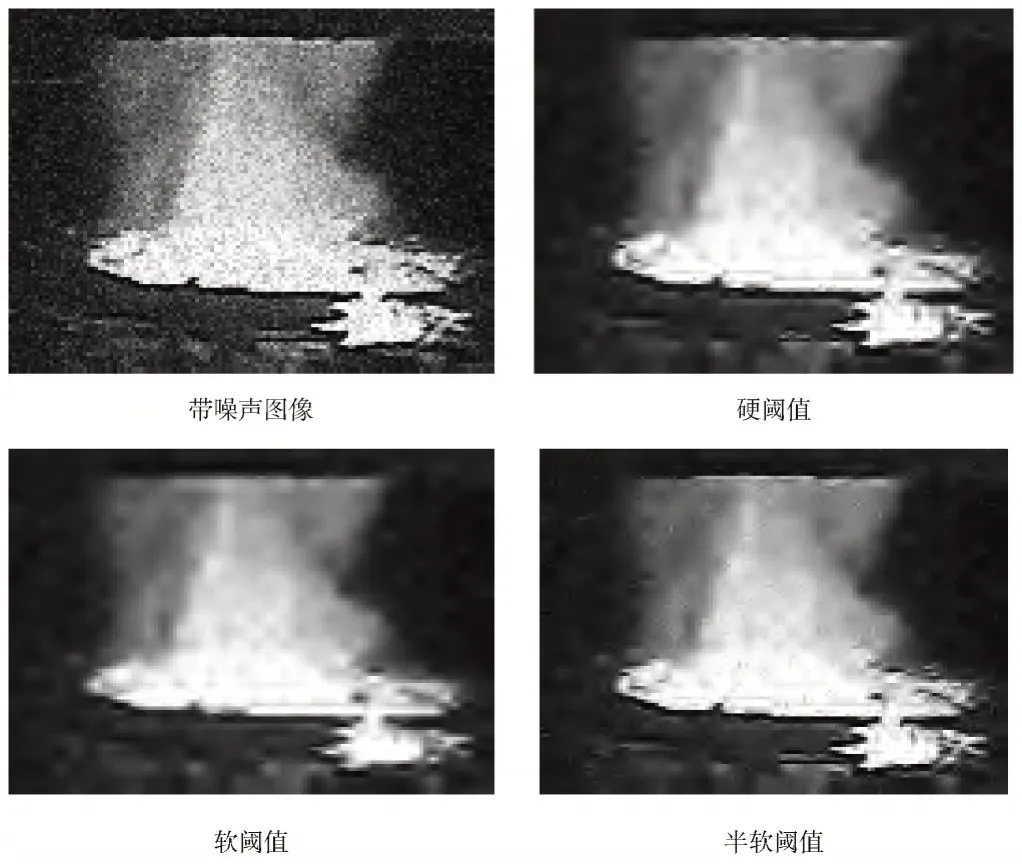
图2 三种阈值进行去噪比较
在信号处理过程中,为了选择效果最好的小波去噪参数,峰值信噪比(PSNR)是衡量信号去噪有效性的指标。
表1 为不同方法的峰值信噪比。
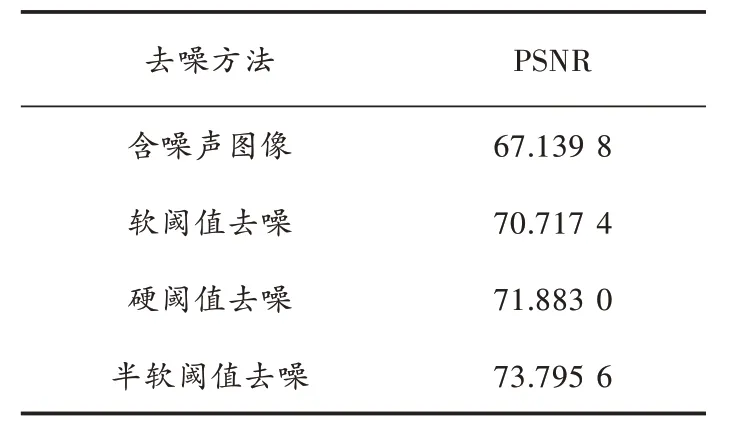
表1 不同方法的峰值信噪比
通过对比可以看出,基于小波半软阈值的去噪效果最大程度地平滑了图片噪声,从而为后续的特征提取提供较多的信息。同时,实验也证明了本文算法的可行性。
2.2 图像边缘检测
图像的边缘检测主要是利用图像的背景与实物之间的差异来实现的,这些差异包括灰度、颜色或者纹理特征等,检测出图像特征发生变化的地方从而达到检测的目的。对于图像的边缘检测,早期传统的经典算法有Roberts 算子、Sobel 算子、LOG 算子等[5],近些年在研究领域还涌入了许多新的边缘检测方法,如Canny 边缘检测算子、小波边缘检测算子等。传统边缘提取与小波边缘提取的对比如图3 所示。
2.3 火焰图像的特征提取与建立
一般将表征图像特征的符号称为特征变量,对于特征变量的要求是对于图像的大小、旋转、平移等变化不会随之变化。经过研究表明,笔者选取了以下6 个变量进行火焰的特征描述:平均灰度值、最高灰度值、熵值、方差、火焰的丰度、能量[6]。
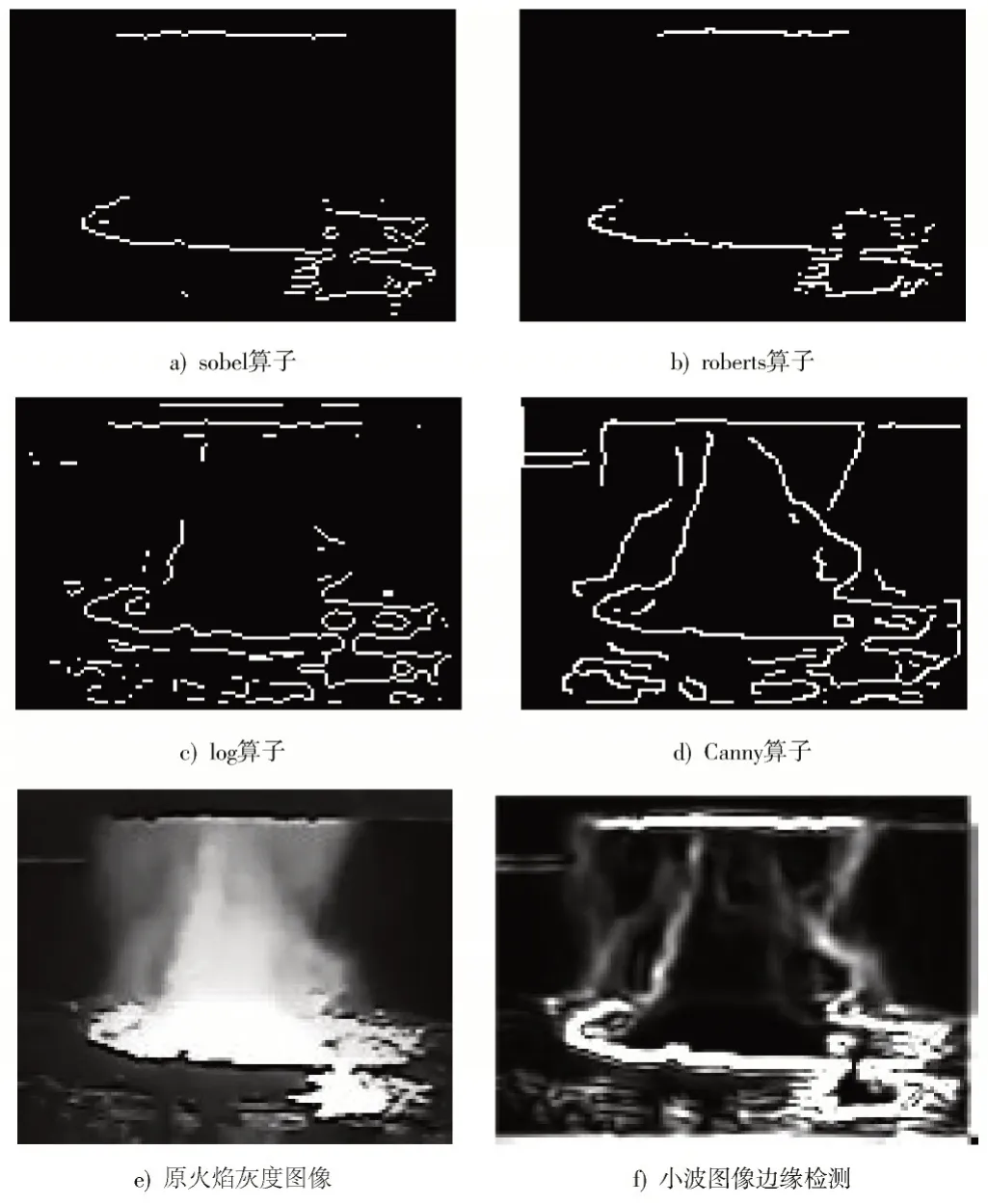
图3 传统边缘提取与小波变换提取对比
其中:火焰辐射的平均光强可以用平均灰度表示;火焰分布不均匀可以用方差表示;火焰的光强变化随机程度可以用熵表示;火焰占满整个图像的程度用火焰丰度表示;火焰的辐射强度可以用能量大小表示;火焰的脉动可以用脉动振幅分布表示。
所以提取了以下6 个特征值,这些特征值基本上可以全面地反映燃烧时火焰的特征,分析AOD 炉正常工作、金属喷溅、泡沫喷溅、爆炸性喷溅4 种情况的图像,得到4 组反映AOD 炉喷溅情况的变量,共同组成了喷溅特征向量。
2.4 AOD 炉口火焰专家图像数据库的建立与训练
炉口火焰图像首先经过去噪、滤波、锐化、边缘提取等预处理后,对上述的特征变量进行提取,从而进一步进行辨识。
在建立数据库时,采用有专家的模糊C 均值聚类算法对不同工况的火焰图像进行分类。区别在于普通的聚类算法,其初始的聚类中心值是随机给定的,通过多次迭代符合某种准则后不再进行迭代。但是由于这种聚类算法是一种局部最优解,初值的设定会影响最终的聚类中心[7]。
笔者发现,如果对于炉口的火焰先由有经验的炼钢师傅进行初始的归类,选择已归类好的图像作为各类的初始聚类中心,从而可以大大地减少迭代次数,提高了运算速度,并且在聚类过程中在分类出现其中一类与其他类的类间距小于某一阈值时,就会要求操作人员干涉并研究是否合并这两类,同时调整动态类间距[8],将这种聚类方法称为专家型模糊C 均值聚类算法。
3 专家模糊控制
3.1 概 述
对于AOD 炉冶炼过程的喷溅控制,首先要克服对象特征多变、非线性、不对称的增益、较大的滞后等因素的影响。模糊控制是一种有效的控制策略,其优点在于超调小、鲁棒性强以及对系统非线性适应性较好,可以对不知道准确模型的受控对象依靠输入采样点和输出采样修改控制量而达到稳定控制的目的。
而专家系统是人工智能应用研究的主要领域之一,是一个具有大量专家知识和经验的系统[9],模拟专家的决策过程,即运用他们的知识和经验解决所出现的故障问题。
3.2 模糊控制器的设计
AOD 炉发生喷溅的原因为炉内反应剧烈,炉渣覆盖,而导致炉内气体无法排出,从而导致喷溅,所以利用炉口火焰的信息预测喷溅的发生,通过对氧枪的高度,O2、N2的流量、泡沫抑制剂的加入来抑制喷溅的产生。在图像中火焰的灰度在[170,180)区间时,会发生返干现象,应该降低O2量,降低碳反应速率,所以在该灰度频段的主要控制量是O2流量,主要发生在冶炼的前期,多为金属喷溅;当图像中火焰的灰度在[180,195)区间时,说明氧枪较低,应该提高氧枪高度,增加Cr2O3的含量,所以对于该区间内的控制主要是氧枪位置的调整,多为泡沫喷溅;当灰度在[155,170)区间时,AOD 炉的冶炼过程完全正常;当火焰的灰度在[190,200)区间时,反应较为激烈,需要加入不参加化学反应的N2,通过N2的加入加大铁水的搅拌力度,从而稀释O2密度,使反应减缓,多为泡沫喷溅或金属喷溅;当火焰灰度落在[200,220)区间内,系统通过加料系统快速添加泡沫抑制剂来压喷,起到快速抑制喷溅的作用,主要发生在反应最为剧烈的时期,多为爆炸性喷溅。
3.3 隶属度函数及其规则的确立
本模糊控制是将冶炼中的AOD 炉炉口火焰灰度值e以及每帧图像的灰度变化率ec作为模糊控制的输入变量,O2、N2、氧枪高度H、泡沫抑制剂W分别作为输出的语言变量。语言变量模糊论域定义为{-2,-1,0,1,2}。表2 为隶属度规则的建立[10]。
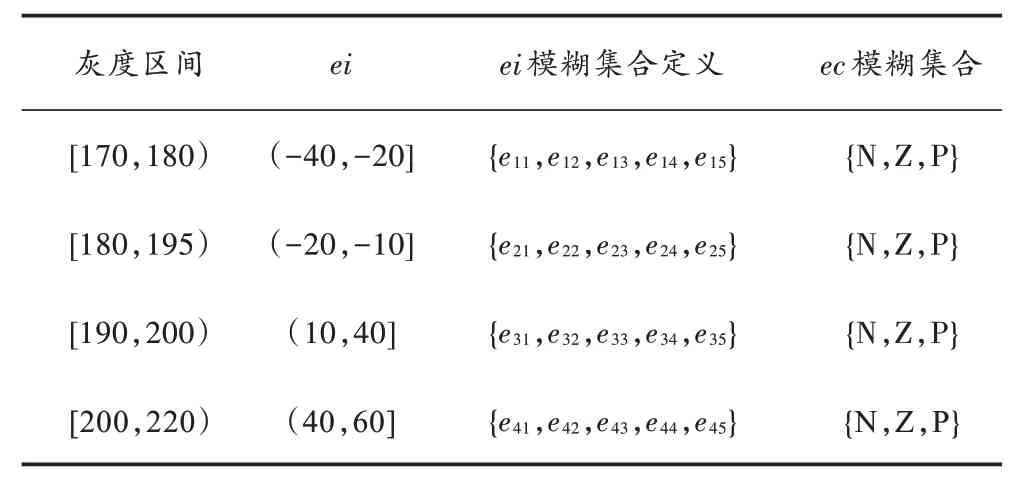
表2 隶属度规则的建立
3.4 专家模糊控制器设计
专家模糊控制系统结构图如图4 所示,专家控制器就是一个监控协调器,它可以在线间接调整模糊控制器的输出通道的Ke,Kec的大小,对于模糊控制输出通道的比例因子Ku进行调整,从而使整个系统的控制精度得到提高,使系统的抗干扰能力、判断和推理的能力增强[11]。
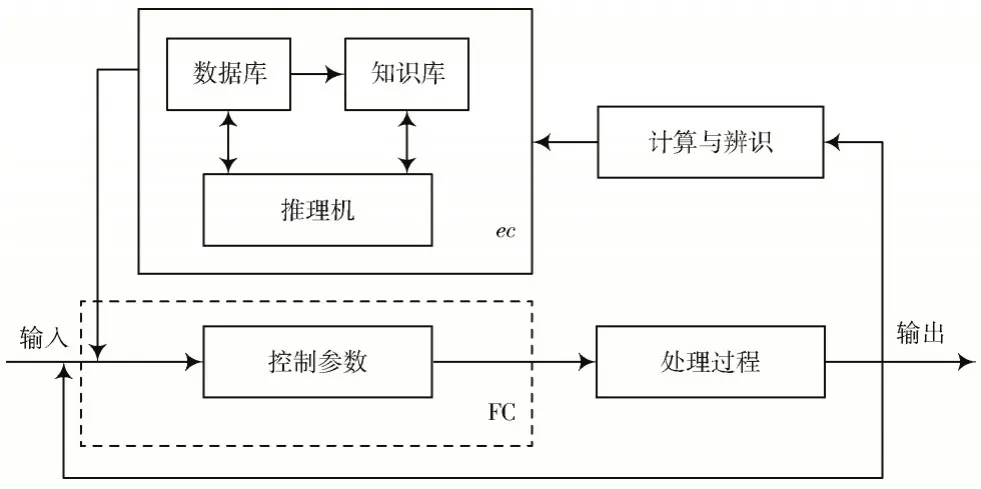
图4 专家模糊控制系统结构图
专家模糊控制系统是将专家控制规则和模糊控制相结合得到的,在模糊控制的基础上引入专家系统,使系统在不失动态跟随性的基础上,使系统的抗干扰能力、控制精度进一步得到提高。专家模糊控制既保持了模糊控制基础上的模糊集控制带来的灵活度,又与专家知识的表达方法结合,从而使系统可以处理更多、更为复杂的控制问题。
4 系统的仿真实验与性能分析
整个设计系统是否能够达到预期的效果,对系统的检验十分重要,但是实际的检验需要消耗大量的资金与时间,所以一般采用计算机仿真来模拟现实的运行情况。
Matlab 7.0 中的模糊工具箱提供了Simulink 的无缝连接功能,在Simulink 仿真环境下进行仿真。4 个输出变量的仿真曲线如图5~图8 所示。
笔者将标准的AOD 炉口火焰的灰度值假设为[155,170)区间内,并且经过对钢铁厂正常冶炼的情况分析,O2的流量控制在600 cm3/s,氧枪的高度一般在1 m,N2的流量在100 cm3/s。从4 幅仿真图可以看出,通过检测火焰图像所在灰度值的范围,对4 个变量分别进行控制,当系统稳定时温差稳定在12 ℃,稳定时间在100 s内,从而实现了对AOD 炉的喷溅达到抑制的效果。
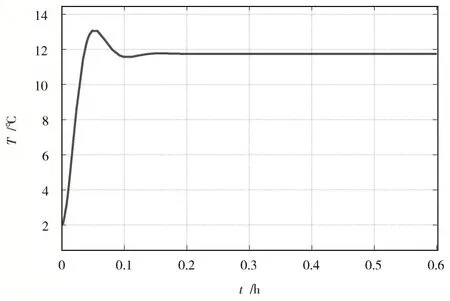
图5 T 随t变化曲线
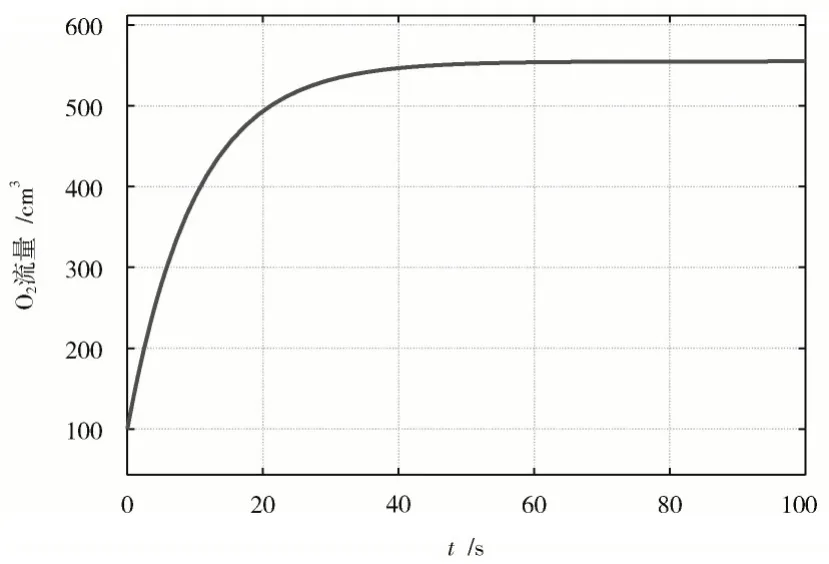
图6 O2流量随t变化曲线
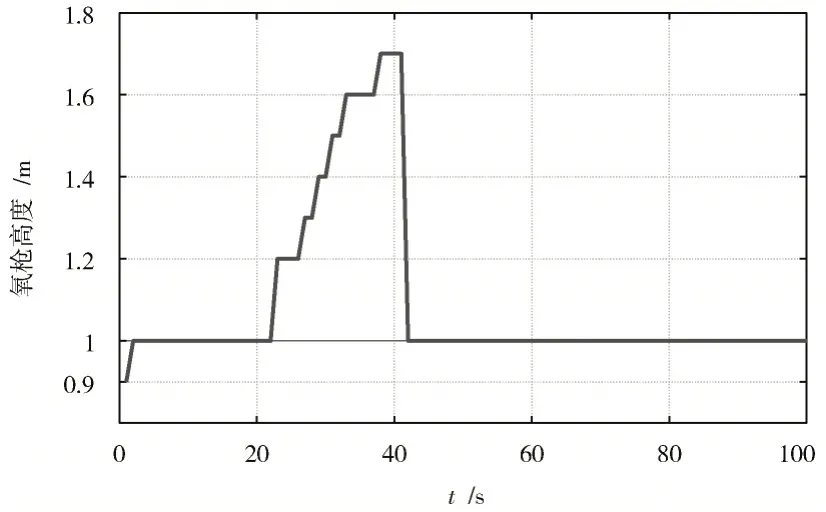
图7 H 随t变化曲线
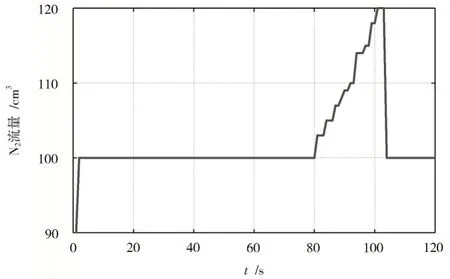
图8 N2流量随t变化曲线
5 结 论
随着图像分析技术的不断提高,其在今后冶炼等系统的应用也会不断地普及。采用计算机对炉口火焰实时监测,并对火焰进行分析、预处理等,可以实时地进行AOD 炉工作状态的分析。
通过对炉口火焰图像的有效预处理后,对于正常工作状态与3 种不正常工作状态进行分析,提取出炉口火焰图像的有效特征表达,通过专家的经验和知识对各状态和各参数进行分类,使系统的识别度提高。
该系统采用Matlab 实现,仿真证明,系统能在短时间内对喷溅进行抑制。专家模糊控制的应用,打破了传统复杂的数学模型,通过专家经验以及知识制定规则,实现了实时的控制喷溅,通过控制O2、N2、氧枪高度、泡沫抑制剂的量,使AOD 炉工作在正常的工艺范围内,从而降低喷溅的发生率。
注:本文通讯作者为尤文。
