某重型柴油机活塞销裂纹故障原因分析
2021-01-14邵利民徐慧峰
邵利民,徐慧峰
(海军上海地区装备修理监修室,上海200136)
0 引言
活塞销是柴油机功率传递的核心部件,随着船用柴油机向高强度大功率方向发展,活塞销承受的热负荷和机械负荷也越来越大,发生故障的概率也在增加[1]。某船用推进柴油机在运行近10 000 h 拆检活塞连杆组时发现一活塞销孔表面出现裂纹,该活塞销材料牌号为30Cr3W,经调质及表面渗氮热处理,性能要求如表1 所示。为了找到裂纹的故障原因,分别从宏观形貌和微观形貌,化学成分、力学性能、 金相组织等方面对失效活塞销进行了全面的分析与排查[2-3]。

表1 活塞销材料性能要求
1 活塞销裂纹外观描述
活塞销裂纹的宏观外貌如图1 所示,将活塞销表面孔标为1 号、2 号、3 号,表面裂纹位置在1 号孔处,向2 号孔处扩展约25 mm。
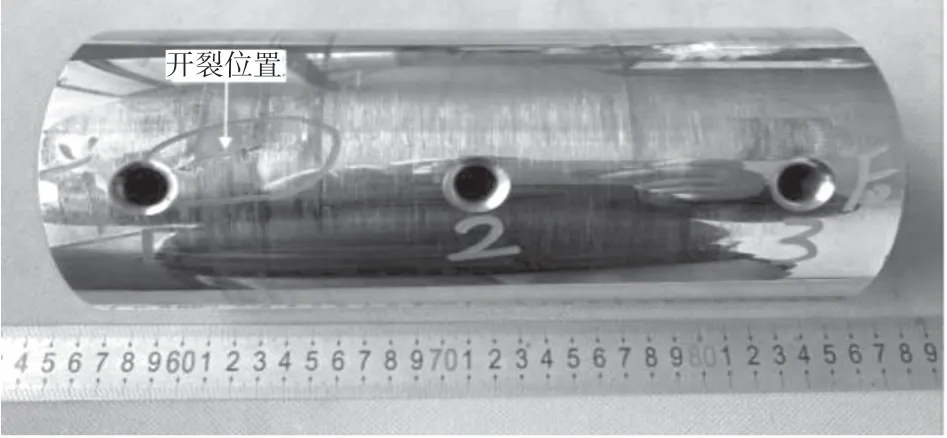
图1 活塞销裂纹
2 活塞销裂纹原因排查
2.1 活塞销裂纹原因分析
活塞销裂纹失效原因主要有设计因素、 材质因素、加工质量和使用强度等四个方面[4,5]。对照设计资料状态进行复查,设计状态至今未发生任何变化,柴油机使用中也为未出现超负荷现象,因此可以排除这两方面原因,主要从材质因素和加工质量方面进行分析排查。
2.2 宏观形貌检查
将活塞销剖开,从活塞销内孔观察,发现裂纹已贯穿厚壁,并且裂纹从1 号孔延伸至2 号孔甚至更远处,内部处宏观形貌见图2。继续将活塞销剖开,内壁裂纹延伸终点位置宏观形貌见图3(a)识别标示,进一步将裂纹打开,裂纹面的宏观形貌见图3(b)。经观察,裂纹面呈亮金属色,裂纹面上可见清晰的贝纹线,为疲劳开裂的宏观形貌特征,见图4(a)。贝纹线收敛位置即为裂纹源区,见图4(b),该位置为2 号孔,说明活塞销的裂纹起源于2 号孔表面,开裂性质为疲劳开裂。将源区分别标记为1#源区和2#源区,见图4b。
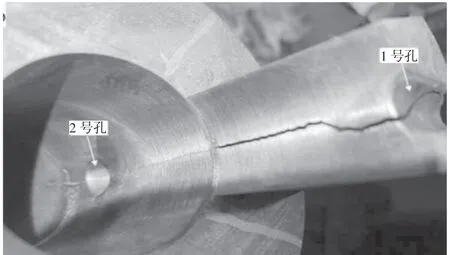
图2 内部裂纹延伸宏观形貌
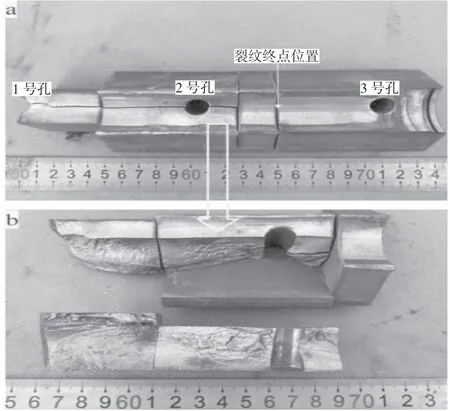
图3 内壁裂纹面宏观形貌
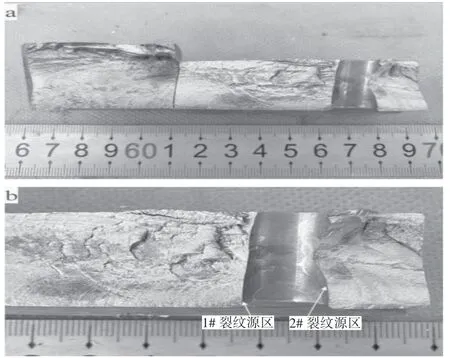
图4 裂纹面贝纹线形貌
2.3 微观形貌检查
取1#源区断口进行扫描电镜观察,SEM 形貌见图5,SEM 形貌可见疲劳条带收敛于一点,为裂纹源区,可见大致平行的二次裂纹,为疲劳开裂的微观形貌特征。源区内嵌有夹杂物,对夹杂物进行能谱分析可知,异物为氧化铝,结果见图6。
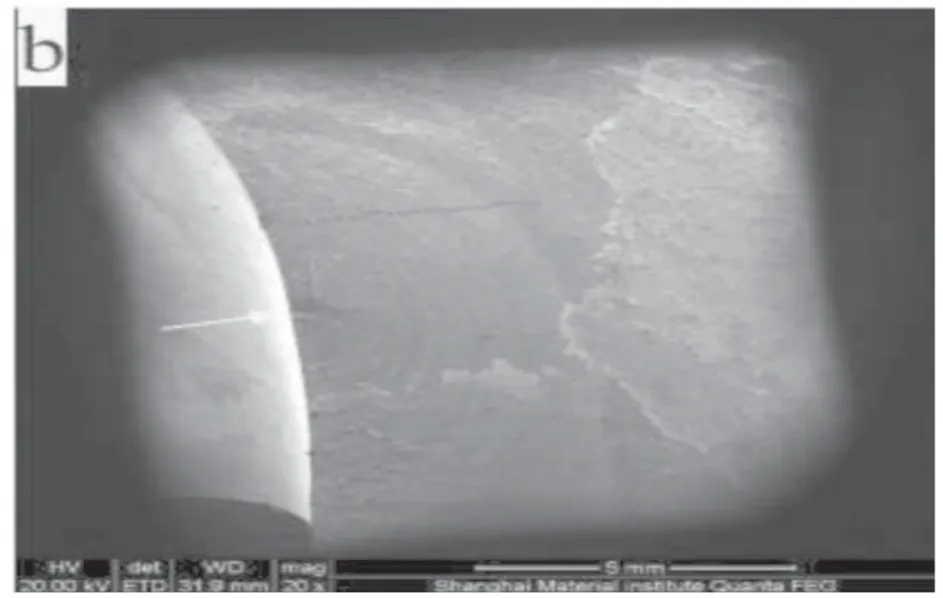
图5 裂纹面SEM 形貌
2.4 材料性能分析
2.4.1 化学成分分析
从活塞销上取部分金属屑进行化学成分分析,结果见表2 所示,活塞销化学成分符合30Cr3W 的要求。

表2 活塞销化学成分实测值
2.4.2 金相组织分析
截取活塞销端面位置的剖面在金相显微镜下观察显微组织为球粒状珠光体,形貌见图7,端面及活塞销圆柱面均未见氮化层,与技术要求不符。
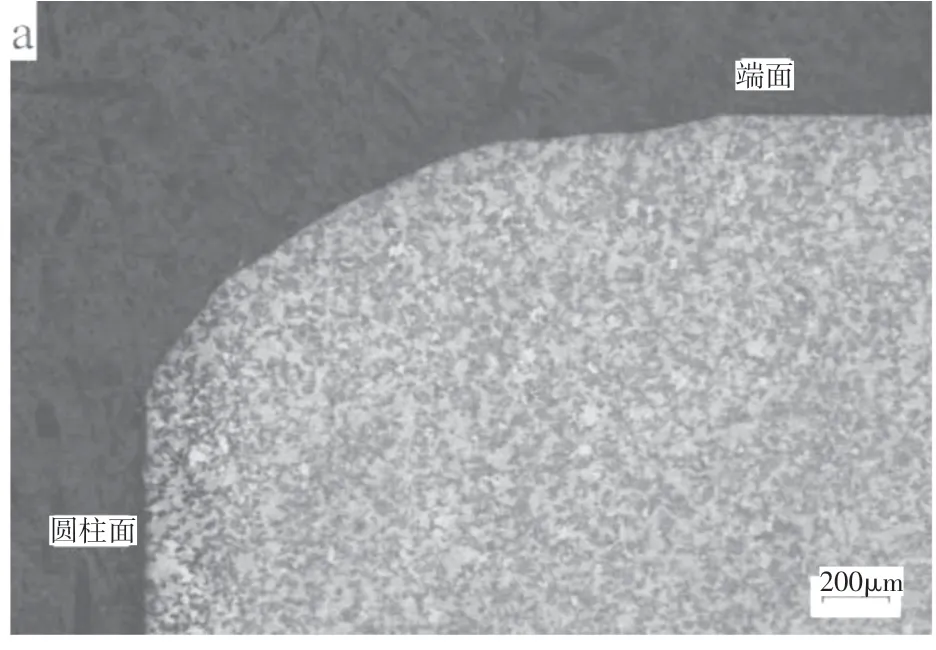
图7 金相试样显微组织形貌
2.4.3 力学性能测试
活塞销的力学测试结果如表3 所示,通过力学性能实测值可知,抗拉强度、屈服强度、冲击性能实测值不符合技术要求。
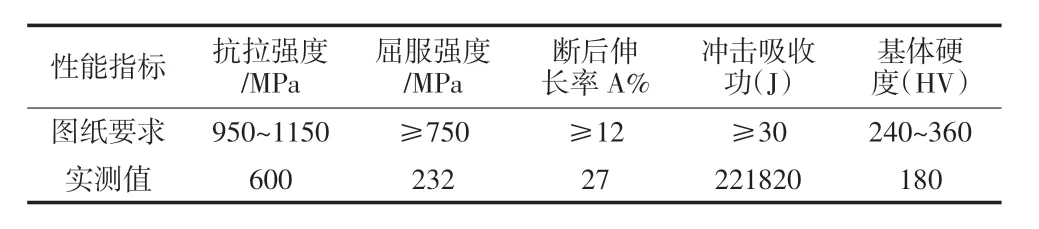
表3 活塞销力学性能实测值
3 活塞销失效原因分析
根据上文的检查可以得出以下结论:
(1)活塞销化学成分符合技术要求,失效原因与材料本身无关。
(2)活塞销力学性能不符合技术要求,且金相分析活塞销端面及圆柱面均未见氮化层,活塞销加工过程中未按图纸要求进行表面渗氮热处理。
(3)通过宏观照片及微观照片观察和分析,认为活塞销开裂性质为疲劳开裂,开裂起源于2 号孔表面,断裂主要是因为不符合设计要求的力学性能降低了抗疲劳性能,在运行过程中在2 号孔与中间油道交界处表面萌生微裂纹并扩展直至开裂。
4 结束语
(1)此活塞销加工过程中未按要求进行表面热处理,导致力学性能不达标,在柴油机高强度运行中出现疲劳开裂。
(2)应严格控制生产过程,完善加工过程的记录,避免出现类似缺陷。
