表层镭射烟用内衬纸
2021-01-13
青岛嘉泽包装有限责任公司 山东 青岛 266000
烟用内衬纸,衬于卷烟小盒内层,包裹香烟的纸张,内衬纸对卷烟起一定防潮、保香等作用,防止卷烟霉变和香气损失,且质地柔软易折叠而不破裂。现阶段的香烟包装对外部包装的改进比较大,而忽略了内部内衬纸的改进,已经不能满足消费者的要求。
目前烟草行业市场中现有的烟用内衬纸多以铝箔复合型、复合转移型、直镀型的生产工艺为主,颜色多为金色、银色,色彩相对单一,工艺相对俗套,使消费者容易产生审美疲劳。随着烟草行业的发展趋势,消费者审美观念的提高,对烟草的包装及外观效果的要求也越来越高,因此需要一款新颖的烟用内衬纸产品,以新、奇、特的外观来吸引消费者。近两年,市场陆续推出了表层镭射内衬纸,采用环保易降解的材料,减少有害物质的危害,外观新颖,符合行业的发展趋势,引领国内卷烟包装新趋向。
目前镭射转移类产品已在接装纸产品得到广泛应用,内衬纸产品运用镭射转移技术较少。本文介绍的表层镭射内衬纸涉及镭射模压、真空镀铝、复合转移、剥离、印刷、分切、压纹等工艺制备而成,工艺独特,在保留了原有烟用内衬纸的保湿、防潮等功能,同时提升了烟用包装的装饰性能和防伪性能,消费者在打开烟盒时,烟盒内部的具有镭射定位效果的内衬纸就呈现在消费者眼前,镭射图案可以根据客户的要求进行设计,增强了烟用内衬纸的防伪性能。
本文从以下几点介绍表层镭射烟用内衬纸的制作办法。
1.镭射转移膜的制作。通过选取12μm-20μm厚度不等的双向拉伸聚酯薄膜,在薄膜一面涂离型层,烘干,制成模压膜;将模压膜进行镭射图案的模压,根据产品图案的横向、纵向间距赋予薄膜上,模压后的图案清晰。然后通过真空镀铝,得到具有镭射效果的转移膜。随着角度的变化,具有一定的镭射防伪性能。
2.复合内衬纸的制作:采用湿法复合工艺,将37g/m2-48g/m2的烟用内衬纸原纸通过淀粉复合胶将内衬纸原纸与厚度为0.006mm的铝箔进行复合,复合机车速120m/min-150m/min,烘箱温度90℃-120℃。制成具有保香、防潮功能的内衬纸。
3.表层镭射烟用内衬纸的制作:将前期制作的复合内衬纸通过水性转移胶水与镭射图案效果的转移膜通过复合机设备进行复合。胶水将薄膜和衬纸纸张进行粘合后,半成品存放24小时-48小时以上,让胶水进行充分的固化平衡,固化后的半成品,通过剥离设备,将表层的PET薄膜剥离掉。制得带有表层镭射图案的内衬纸。表层镭射内衬纸表面均匀,无划伤,信息层粘贴牢度,用透明胶带粘贴后,无脱层现象。
选择醇溶染料透明油墨,酒精稀释,上机粘度为16s-18s,凹版印刷,车速150m/min,烘箱温度为90℃。完成内衬纸的印刷。印刷后进行钢对钢压纹、分切,形成卷盘的表层镭射图案的内衬纸。
制得的表层镭射内衬纸其指标符合《YCT 264-2014烟用内衬纸》的标准要求,指标如下:

指标项目 单位 指标要求
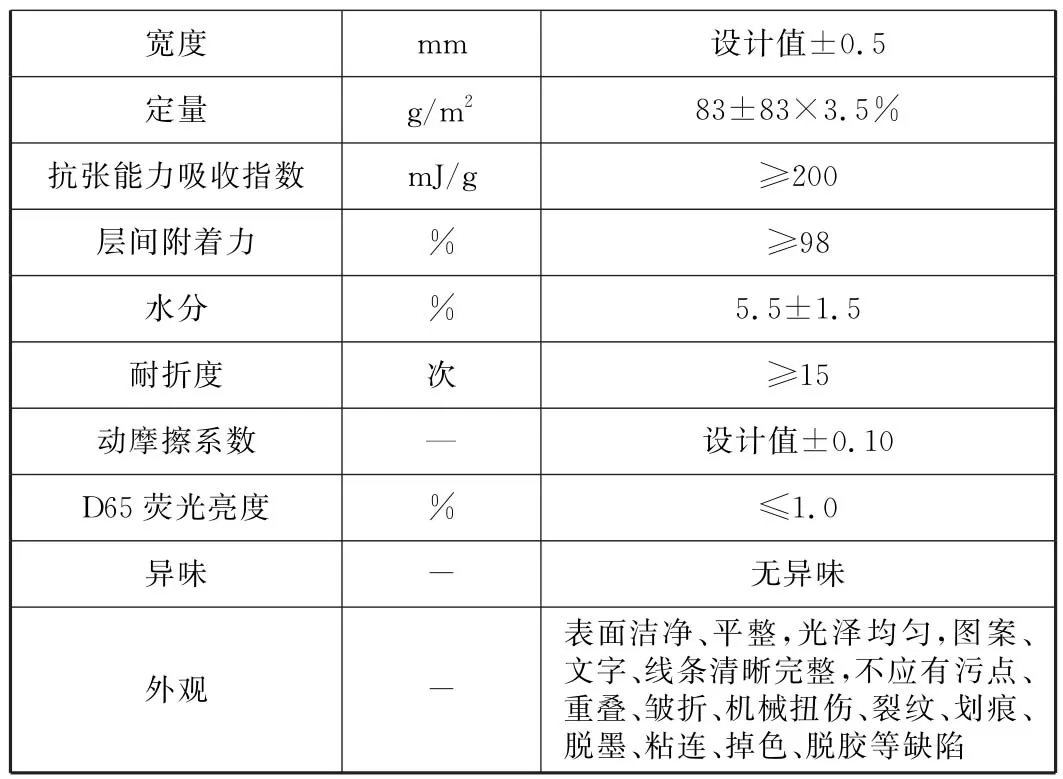
宽度 mm 设计值±0.5定量 g/m2 83±83×3.5%抗张能力吸收指数 mJ/g ≥200层间附着力 % ≥98水分 % 5.5±1.5耐折度 次 ≥15动摩擦系数 — 设计值±0.10 D65荧光亮度 % ≤1.0异味 - 无异味外观 -表面洁净、平整,光泽均匀,图案、文字、线条清晰完整,不应有污点、重叠、皱折、机械扭伤、裂纹、划痕、脱墨、粘连、掉色、脱胶等缺陷
技术路线
模压薄膜→镀铝→转移→剥离→印刷→压纹→分切→检验→形成完整生产工艺
结语
本文简单介绍了一款表层镭射烟用内衬纸。表层镭射内衬纸通过筛选合适的材料,其中转移膜是由双向拉伸聚酯薄膜制成的转移膜,转移膜经过镭射图案的模压、真空镀铝,得到具有镭射图案效果的转移膜;然后使用转移胶水将转移膜与复合衬纸进行复合,平衡一段时间后进行剥离;再使用绿色环保的水性油墨进行印刷、压花、分切等工序完成产品的制造。可以部分替代传统型烟用内衬纸,成为高档香烟的重要包装材料,达到香烟包装设计新颖、产品安全低毒无害的目的。
