基于热对流模型的炉温曲线优化模型
2021-01-12钱微微
王 磊 钱微微
(浙江中医药大学 浙江·杭州 310053)
0 引言
在集成电路板等电子产品生产中,需要将安装有各种电子元件的印刷电路板放置在回焊炉中,通过加热,将电子元件自动焊接到电路板上。在这个生产过程中,回焊炉的各部分工艺要求,对产品质量至关重要。本文基于热对流原理,建立了回焊炉温度场模型,用于研究炉温曲线的变化及工艺参数的研究。
1 基于热对流模型的建立
电路板经回焊炉加热时,以锡膏为例,当空气温度大于电路板的温度时,电路板会吸收空气的热量,当空气温度小于电路板的温度时,电路板会释放自身的热量到空气中。温度高于熔点时锡膏融化,低于熔点时锡膏凝固,以此对电子元器件进行焊接。回焊炉从功能上可分成预热区、恒温区、回流区、冷却区 4个大温区,每个温度区的温度恒定设为,内部有N个小温区,温度记为,电路板在传送带的作用下以匀速v进入炉内进行加热焊接。记温区内空气的温度为,被加热的电路板的表面温度为T,印刷电路板的面积为A,电路板被加热的时间为t,电路板的密度为P,电路板在一定压强下的比热容为,电路板的体积为V。
假设每个小温区中的热空气和电路板之间的换热系数h在整个温区是均匀的,并且近似为一个已知的常数,则空气与电路板之间的热对流传递的热量即为牛顿冷却定律,表达式如下:

对公式(1)两侧进行积分,在回焊炉中加工的过程中,某个时间段内的最低温度记为T1,最高温度记为T2。计算可得:
2 空气温度分布
回焊炉的炉前,炉后区域以及小温区之间的间隙不做特殊的温度控制,故其温度受相邻温区的温度影响。记相邻的小温区之间的间隙为,将回焊炉中某位置的空气温度记为,焊接膏熔点为,焊接膏为固体时,空气对其的值,记为,当温度高于时,记为;而当温度再回到时,由于固体物质不同于之前的固体,故此处又存在。
在此设定每个小温区之间的间隙热传递方式为一维稳态热传导,由于该间隙无内热源,由此可得如下方程:
由于每个小温区的表面为平壁,将边界条件代入式(5)中,由此可得存在温差的相邻小温区之间的温度分布如下表达式:

因为电路板在进入炉前区域一段距离后才发生温度改变,故认为炉前区域的前段部分的温度为室温。记表示炉前区域在室温部分的长度,表示实际升温情况时首个小温区的起始位置与到达设定温度的位置之间的距离,炉前区域的长度记为。记回焊炉中某个位置到炉前区域的起始点的直线距离为,由此得出,在炉前区域以及首个小温区的起始位置到达设定温度的位置的这段区域的空气温度表达式为:


3 参数识别
为验证模型的科学和有效性,本文选取2020年全国大学生数学建模大赛A题的初始条件进行参数识别优化。回焊炉中共计11个小温区及炉前区域和炉后区域,小温区长度均为30.5cm,间隙均为5cm,炉前区域和炉后区域长度均为25cm,生产车间的温度保持在25℃。各温区设定的温度分别为175℃(小温区15)、195℃(小温区6)、235℃(小温区 7)、255℃(小温区 89)及 25℃(小温区 1011);传送带的过炉速度为70cm/min。
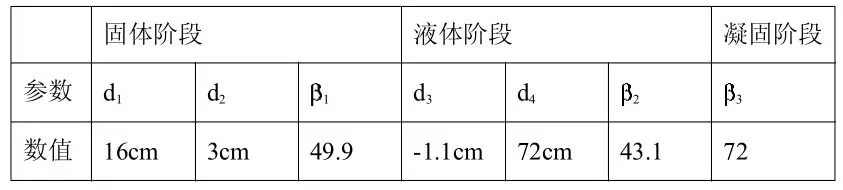
表1:各阶段各参数的值
为了进一步体现该模型的有效性,将模型所计算的模型结果与实际值进行比较,可得到如下理论值与实际值的对比图(见图 1)。
由图1可知,实际温度与理论温度的偏差不超过1.5%,可以认为该结果具有一定的科学性。
4 结语
本文基于热对流机理建立了关于炉温曲线的一般化模型,确立了各个参数之间的关系,并通过实际问题用matlab软件进行相关参数的遍历求解,结果显示,理论温度与实际温度有较高的吻合度,该模型能够在之后实际生产中,具有一定的指导作用。
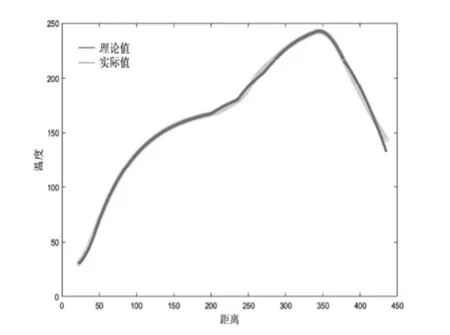
图1:实际炉温和理论炉温曲线对比示意图