海藻酸钠复合膜的制备及性能研究
2021-01-12赵换英李智超曹志鹏宋双双宋立国
赵换英,李智超,曹志鹏,宋双双,宋立国
(淄博黄河龙生物工程有限公司,山东 淄博 256400)
随着环境的日益恶化及人类环保意识的加强,塑料包装材料对人体健康和生态环境的潜在危害受到广泛关注,人们开始寻找新的材料代替塑料包装材料[1],而海藻酸钠这种具有良好的成膜性、可食用性、可降解性的天然多糖进入了许多学者的研究行列[2]。海藻酸钠的水溶液与钙源接触时发生交联,形成可食用的海藻酸钠膜[3],海藻酸钠膜具有良好的阻湿、阻气、抗拉等特性,可用在食品包装、保鲜等领域[4-5]。制作包装膜需要具有较好的机械性能和阻湿性,单一的海藻酸钠膜达不到这样的要求[6]。有研究显示,海藻酸钠与玉米淀粉复合膜可提高阻湿性和阻油性[7-8]。何志明等[9]的研究表明玉米淀粉与聚丙烯酸钠可以做高保水复合材料。丘晓琳[10]的研究表明壳聚糖与聚丙烯酸钠之间存在一定的相互作用,复合膜有较好的抗拉力。从以上研究可以看出,海藻酸钠、玉米淀粉、聚丙烯酸钠及壳聚糖等各种大分子成膜材料之间应该存在协同补强的作用,将这几种物质同时用作成膜材料的研究少有报道,所以本研究以海藻酸钠为成膜主料,加入玉米淀粉、聚丙烯酸钠、壳聚糖等,探讨各成分对海藻酸钠复合膜性能的影响,最终确定各组分的最佳浓度,得到制备复合膜最佳配方,以期更好的为食品包装膜的生产提供指导。
1 材料与方法
1.1 仪器与试剂材料
试验所使用的材料与试剂见表1,试验所用到仪器见表2。
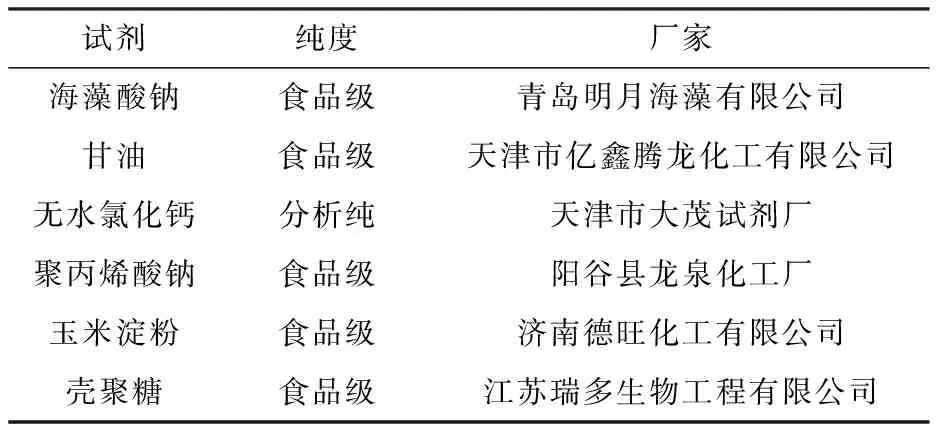
表1 试验材料与试剂Tab. 1 Details of materials and chemical reagents for experiments

表2 试验仪器Tab.2 Details of instruments for experiments
1.2 试验方法
1.2.1 海藻酸钠单膜的制备
制备路线:向去离子水中加入海藻酸钠→搅拌溶解→添加增塑剂甘油→充分搅拌溶解→静置除泡→铺膜→干燥→揭膜→测试。
1.2.2 海藻酸钠复合膜的制备
制备路线:其他大分子物料的处理或溶解(玉米淀粉、壳聚糖、聚丙烯酸钠等)→加入海藻酸钠→搅拌溶解→添加增塑剂甘油→充分搅拌溶解→静置除泡→铺膜→干燥→揭膜→测试。
具体而言,根据设计的各组分的浓度按照以上顺序加入,每加入一种物质后使用搅拌机搅拌溶解,静置去泡后用。吸取15 mL制备好的膜液倒入直径100 mm的培养皿中均匀涂膜,涂膜后倒入质量浓度为8%氯化钙溶液浸泡5 min后取出,烘箱35 ℃干燥3 h后取出进行膜性能测试。
1.2.3 海藻酸钠对膜性能的影响
实验以质量浓度为3%、5%、8%、10%的海藻酸钠和2%的甘油来探究较为适合成膜的海藻酸钠浓度,根据膜液的状态与交联成膜后的拉力和柔韧性作对比。
1.2.4 甘油对膜性能的影响
固定海藻酸钠质量浓度为5%,实验以质量浓度为1%、2%、4%、6%的甘油做单因素实验,以成膜效果确定合适的甘油浓度。
1.2.5 壳聚糖对复合膜的影响
将质量浓度为1%、2%、3%的壳聚糖添加到1%的乙酸溶液中,溶解后调节pH值为6~7[6,11],根据1.2.2得到的适宜海藻酸钠浓度与甘油浓度加入其中,使用搅拌机搅拌溶解,溶解后静置45 min,将上层的泡沫撇出,倒入培养皿均匀涂膜,倒入质量浓度为8%氯化钙溶液浸泡5 min,放入35 ℃烘箱干燥3 h后分析膜性能。
1.2.6 玉米淀粉对复合膜的影响
分别以质量浓度为1%、2%、3%的玉米淀粉分散于去离子水中,在80 ℃下水浴糊化30 min。冷却后根据1.2.2的实验结果加入适宜的海藻酸钠和甘油,搅拌溶解。溶解彻底后倒入培养皿均匀涂膜,倒入质量浓度为8%的氯化钙溶液交联5 min,放入35 ℃烘箱干燥3 h后分析膜性能。
1.2.7 聚丙烯酸钠对复合膜的影响
分别以质量浓度为0.05%、0.1%、0.2%的聚丙烯酸钠添加量在搅拌机2 000 r/min下溶解于去离子水中,溶解彻底后根据1.2.3和1.2.4实验结果加入适宜的海藻酸钠和甘油继续搅拌溶解。海藻酸钠全部溶解后于培养皿中均匀涂膜,倒入质量浓度为8%氯化钙交联5 min,放入35 ℃烘箱干燥3 h后分析膜性能。
1.2.8 壳聚糖、玉米淀粉、聚丙烯酸钠对复合膜的影响
按照以上单因素实验确定的最佳添加量制备复合膜,具体操作为:壳聚糖溶于质量浓度为1%的乙酸溶液中,溶解后调pH在6~7左右,加入玉米淀粉并于于80 ℃下水浴糊化30 min。糊化后加入聚丙烯酸钠、海藻酸钠、甘油,用搅拌机2 000 r/min下搅拌溶解,混合均匀后移取15 mL于培养皿中均匀涂膜,加入8%氯化钙交联5 min,放入35 ℃烘箱干燥3 h后分析膜性能。
1.2.9 膜厚度测量
选取海藻酸钠膜及其复合膜任意6个位置,用测厚仪测试厚度后取其平均值[12]。
1.2.10 力学性能测试
使用XLW智能电子拉力试验机测试海藻酸钠膜及其复合膜的伸拉力学性能。将膜按照实验要求制成120 mm×15 mm的长方形膜,夹持在测试机上,加持长度为100 mm,在100 mm/min拉伸速度下进行拉伸力学性能测试。膜断裂时,记录下断裂强力和断裂伸长。重复上述实验3次,记录膜的拉伸强度和伸长率。
拉伸强度计算公式:δP=F/(S×d),式中:F为应力(N),S为试样宽度(mm),d为试样厚度(mm)。
伸长率计算公式为:ε=(l-l0)l0×100%,式中,l0为材料的起始长度,l为膜断裂时材料拉伸的长度。
1.2.11 膜水蒸气透过率测定
称取一定质量的干燥剂无水氯化钙放到杯子中,杯口放上薄膜用蜜蜡封好,称量封好的杯子质量为M1,将杯子放到调好的恒温恒湿箱中,隔16 h后称量杯子的质量M2,重复步骤知道前后误差小于5%[13]。
在生物学教学中,教师结合学生熟悉的壮族饮食进行授课,既可调动学生的学习积极性,又普及了壮族饮食中所蕴含的生物学知识。
2 结果与分析
2.1 海藻酸钠对膜性能的影响
海藻酸钠浓度对膜性能影响的测试结果如图1和图2所示。由图示实验结果可知,海藻酸钠膜的拉力及断裂伸长率随着海藻酸钠浓度的增大而提高,水蒸气透过率随着海藻酸钠浓度的增大而降低。当海藻酸钠的质量浓度达到5%及以上时,膜的厚度变化趋于稳定。再结合实验操作过程,3%的海藻酸钠浓度过低,膜液稀,成膜性差,拉力低,10%的海藻酸钠浓度高,溶解和涂膜困难,成膜后拉力高,硬度大。根据成膜液状态选择海藻酸钠浓度在5%~8%的时候较好。
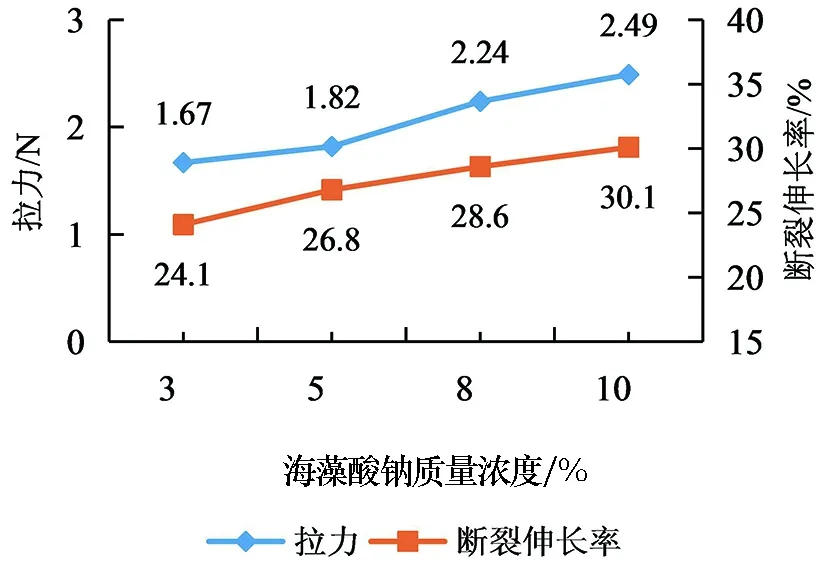
图1 海藻酸钠浓度对膜拉力和断裂伸长率的影响Fig.1 Effects of sodium alginate concentration on tensile force and elongation at break of the film
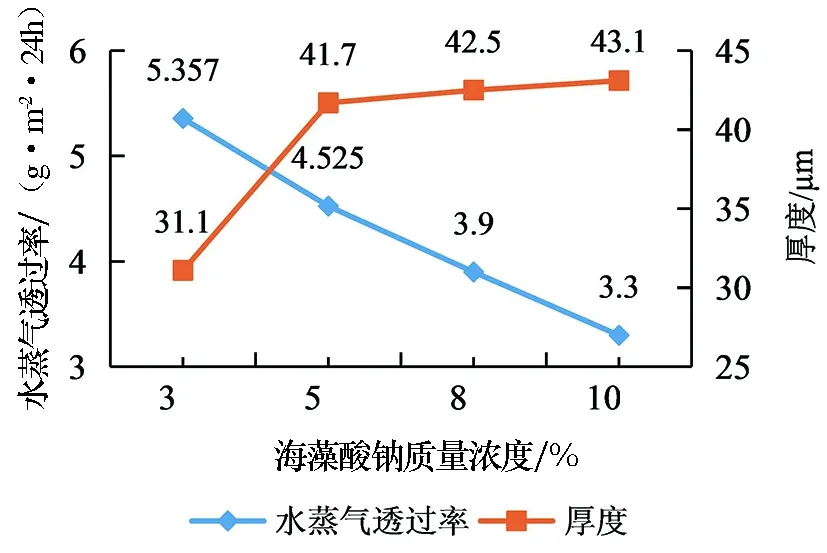
图2 海藻酸钠浓度对膜水蒸气透过率和厚度的影响Fig.2 Effects of sodium alginate concentration on water vapor transmittance and thickness of the film
2.2 甘油对膜性能的影响
甘油浓度对膜性能的测试结果如图3和图4所示,根据图示结果可以看出随着甘油浓度的增加,海藻酸钠膜的断裂伸长率和水蒸气透过率增大,厚度呈下降趋势,但下降幅度很小,拉力先增大后降低。这是因为甘油分子进入海藻酸钠之间,削弱了海藻酸钠分子间的作用力,使其结构变的松散,导致抗拉力下降,水蒸气透过率上升。以拉力和水蒸气透过率为重要参考指标,确定甘油质量浓度为2%,此时膜的拉力最大,水蒸气透过率比1%时少量增加。

图3 甘油浓度对复合膜拉力和断裂伸长率的影响Fig.3 Effects of glycerin concentration on tensile force and elongation at break of the film
综合2.1及2.2所述,确定海藻酸钠单膜适宜的配比(质量浓度):海藻酸钠5%,甘油2%,与8%的氯化钙溶液交联后制膜,得到膜性能较好,拉力为1.82 N,断裂伸长率为26.8%,WVT为4.525 g/m2·24 h,厚度为41.7 μm。
2.3 壳聚糖对膜性能的影响
由于壳聚糖是聚阳离子电解质,海藻酸钠是聚阴离子电解质,两者结合容易发生静电反应,随着壳聚糖浓度的增加作用力越强,膜的机械强度增大,但当壳聚糖浓度过高时相互排斥力增强,机械性能下降。根据实验所得复合膜略微发黄,图5显示膜的拉力和断裂伸长率随壳聚糖浓度变化的情况,可以看出2%的壳聚糖浓度所得膜的性能最好。
随着壳聚糖浓度的增加,溶液粘度增大,由图6可知膜的厚度也随壳聚糖浓度的增加而升高,水蒸气透过率随之下降。
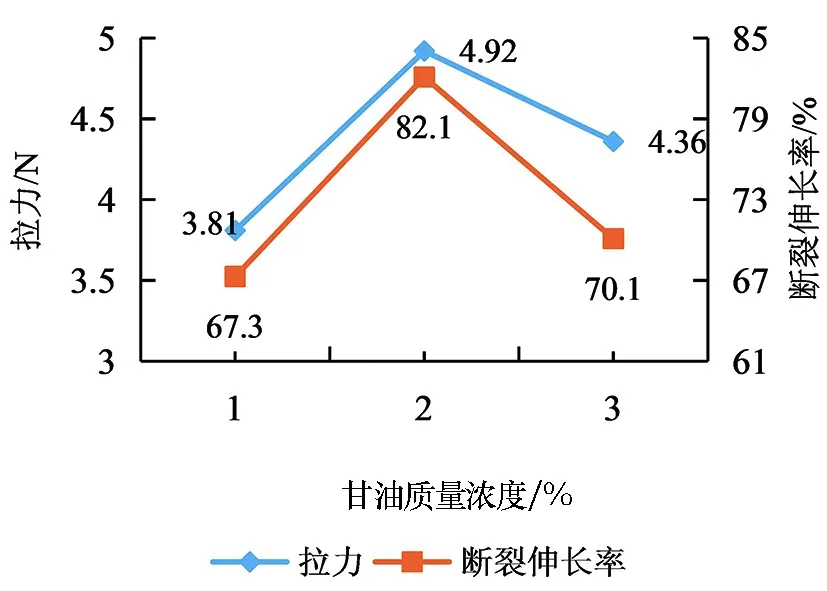
图5 壳聚糖浓度对复合膜拉力和断裂伸长率的影响Fig.5 Effects of hitosan concentration on tensile force and elongation at break of the film
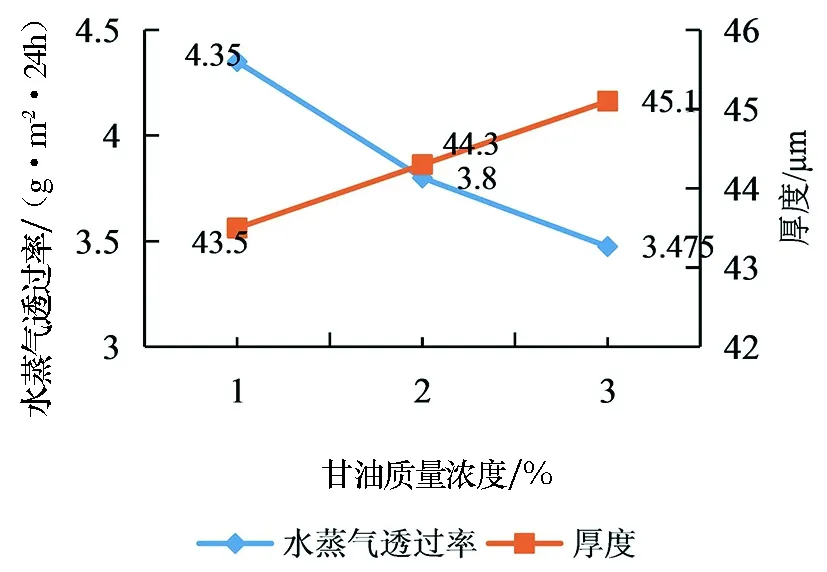
图6 壳聚糖浓度对水蒸气透过率和厚度的影响Fig.6 Effects of hitosan concentration on water vapor transmittance and thickness of the film
复合膜与海藻酸钠单膜相比,拉力和断裂伸长率有较大的提升,水蒸气透过率有小幅度下降。根据图示结果确定壳聚糖最佳质量浓度为2%,所获得膜性能检测结果为拉力为4.92 N,断裂伸长率为82.1%,WVT为3.8 g/m2·24h,厚度为44.3 μm。
2.4 玉米淀粉对膜性能的影响
结合图7和图8的显示结果可知,由海藻酸钠和玉米淀粉制得的膜与海藻酸钠单膜相比,拉力值提升明显,但膜的弹性变差,即断裂伸长率随玉米淀粉浓度增加而明显下降。水蒸气透过率随着玉米淀粉浓度的增加下降明显,也与王静平等人的实验结果一致,玉米淀粉的加入使海藻酸钠复合膜的阻湿性得到较大提升[8]。综合机械性能和阻湿性能,确定质量浓度为2%的玉米淀粉添加量膜性能较好,其拉力为3.34 N,断裂伸长率为26.7%,WVT为1.675 g/m2·24h,厚度为42.5 μm。
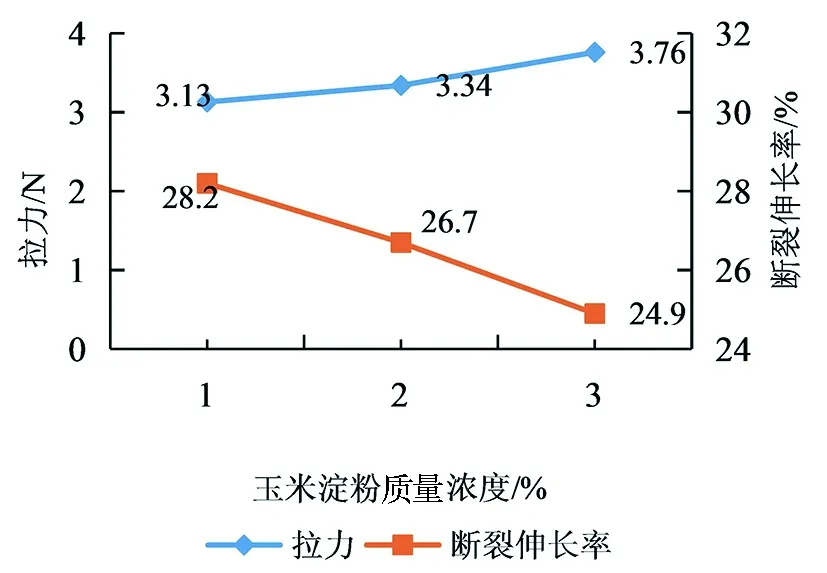
图7 玉米淀粉浓度对复合膜拉力和断裂伸长率的影响Fig.7 Effects of corn starch concentration on ensile strength and elongation at break of the film

图8 玉米淀粉对复合膜水蒸气透过率和厚度的影响Fig.8 Effects of corn starch concentration on thickness and water vapor of the film
2.5 聚丙烯酸钠对膜性能的影响
图9和图10与图1和图2比较,聚丙烯酸钠添加量增加所产生的膜性能变化与海藻酸钠添加量增加产生的膜性能变化趋势相似,而聚丙烯酸钠的添加量远小于海藻酸钠添加量,少量的聚丙烯酸钠加入能使膜的性能得到明显提升。但当聚丙烯酸钠的质量浓度提高到2%时,反而使海藻酸钠溶解困难,溶液非常的粘稠,涂膜也困难。在综合各项影响因素后确定聚丙烯酸钠的最佳质量浓度为0.1%,所得膜性能为:拉力为3.35 N,断裂伸长率为43.8%,WVT为3.35 g/m2·24h,厚度为44.3 μm。
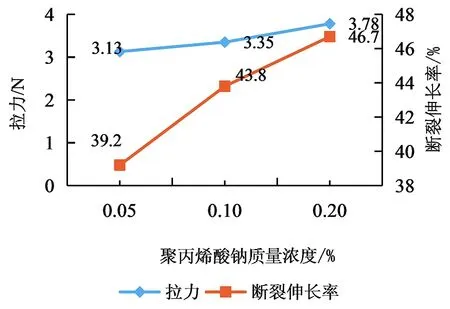
图9 聚丙烯酸钠浓度对复合膜拉力和断裂伸长率的影响Fig.9 Effectsof sodium polyacrylate concentration on tensile force and elongation at break of the film
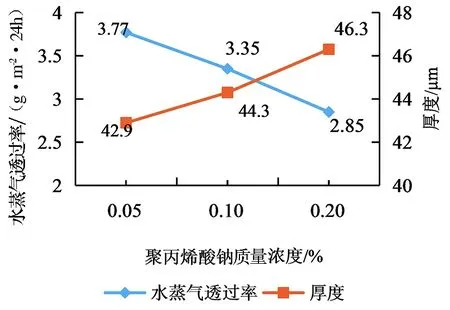
图10 聚丙烯酸钠对复合膜水蒸气透过率和厚度的影响Fig.10 Effects of sodium polyacrylate concentration on thickness and water vapor of the film
2.6 壳聚糖、玉米淀粉、聚丙烯酸钠复合对膜性能的影响
海藻酸钠复合膜性能检测结果见表3,通过与海藻酸钠单膜的检测结果对比,发现加入玉米淀粉、壳聚糖、聚丙烯酸钠后膜的性能得到较大提升,拉力从1.82 N提升到5.2 N,断裂伸长率从26.8%提升到93.3%,水蒸气透过率从4.525 g/m2·24h降低到1.9 g/m2·24h,厚度从41.7 μm变化到45.5 μm。数据说明这三种增强剂按一定量加入会形成协同补强效应,保留各组分的优点,提高膜的性能。

表3 海藻酸钠复合膜性能检测结果Tab.3 The performance of sodium alginate composite film
综上所述,最终确定海藻酸钠复合膜各组分最佳质量浓度为海藻酸钠5%,玉米淀粉2%,壳聚糖2%,聚丙烯酸钠0.1%。
3 结论
通过以海藻酸钠为成膜基材,加入其他大分子物质进行成膜性的研究,发现壳聚糖的加入极大地提升了海藻酸钠成膜后的抗拉力;玉米淀粉可使膜的阻湿性得到很好的提高;加入质量浓度为0.1%聚丙烯酸钠后膜的各项性能得到均衡的提升。
按照单因素实验确定的物质浓度制备的海藻酸钠复合膜的性能得到明显改善,保留了各组分的优点,极大地提高了膜的机械性能与阻湿性,达到了预期的实验目的,表明海藻酸钠复合膜的优化科学合理。
