化工企业高浓废水系统工艺优化及改造对策
2021-01-10张慧
张 慧
(阳泉煤业(集团)有限责任公司安全监察局,山西 阳泉 045000)
阳煤集团重视污染源头的绿色替代方法和生态环境污染末端综合性科学治理技术,新建化工企业引进“零排放”技术,用MBR生物膜、GM除硬、RO/RF/GRO工艺、蒸发系统实现了污水回用[1]。本文结合多家化工企业的污水处理系统经验进行总结分析。
1 污水水质及分类
不同化工工艺产生的废水水质差异较大,按所含介质分为有机废水和无机废水。有机废水主要来源于煤气化废水、生活污水等环节;无机废水主要来源于煤气化洗涤水、循环水及反渗透排污等环节。目前,阳煤集团S企业和B企业生产污水水质情况如表1所示。
2 污水处理现状
“零排放”是化工企业发展的必然趋势,污水深度处理技术成为制约企业发展的关键因素。污水“零排放”工艺,一般分为污水处理、中水回用、污泥处理、高盐废水处理等。阳煤新建的化工企业实现了污水的深度处理和回用,但运行中也出现了一些问题,主要表现在调节池、TMF系统、A/O生物脱氮系统、电絮凝极板等结垢;药剂混凝效果不理想,沉淀池出水带泥;TMF膜清洗及更换频繁;MBR膜通量下降;蒸发系统运行效率偏低等问题[2]。工艺流程图如第187页图1。
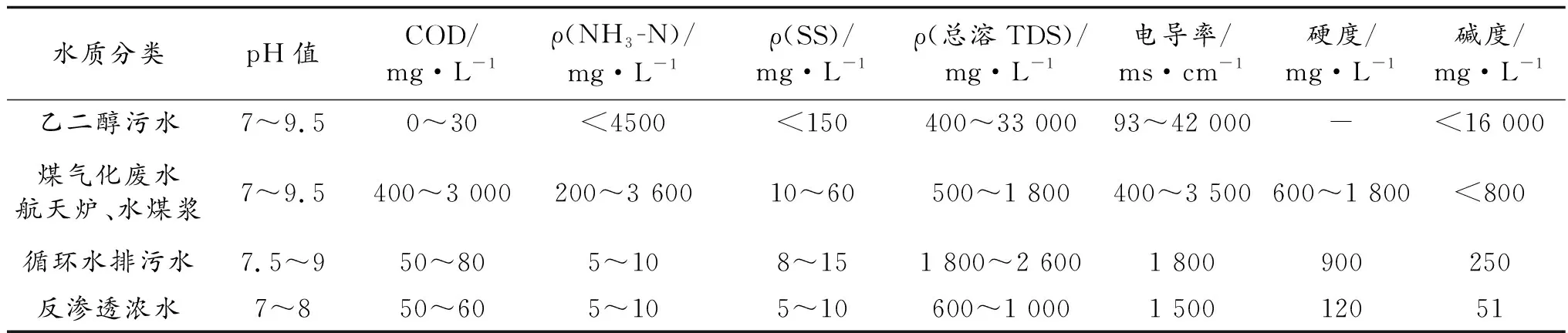
表1 化工企业工艺污水的分质情况
3 问题分析
3.1 系统结垢

3.2 药剂混凝效果差
药剂选用不当、沉降时间不足是药剂混凝效果差的主因。污水成分、pH、水温、停留时间及混凝剂等影响污水沉降性能。主要表现:一是污水所含污染物、pH、水温等不断变化,混凝剂种类、用量等需要根据水质的变化调整。企业通常每日8时、20时定时取样分析。取样周期长导致混凝剂调整不及时是造成药剂混凝效果差的主因。二是生产废水排放、处理管控不严导致实际处理量远超设计值。三是企业污水系统“三查四定”不严格,导致污水系统实际处理能力达不到设计处理能力[3-4]。
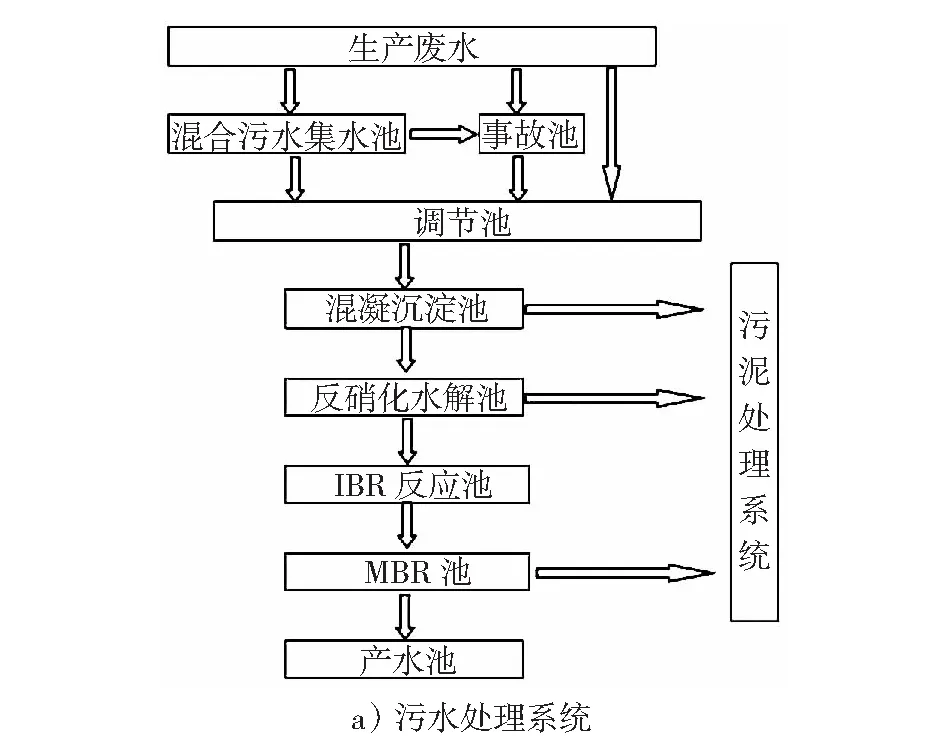
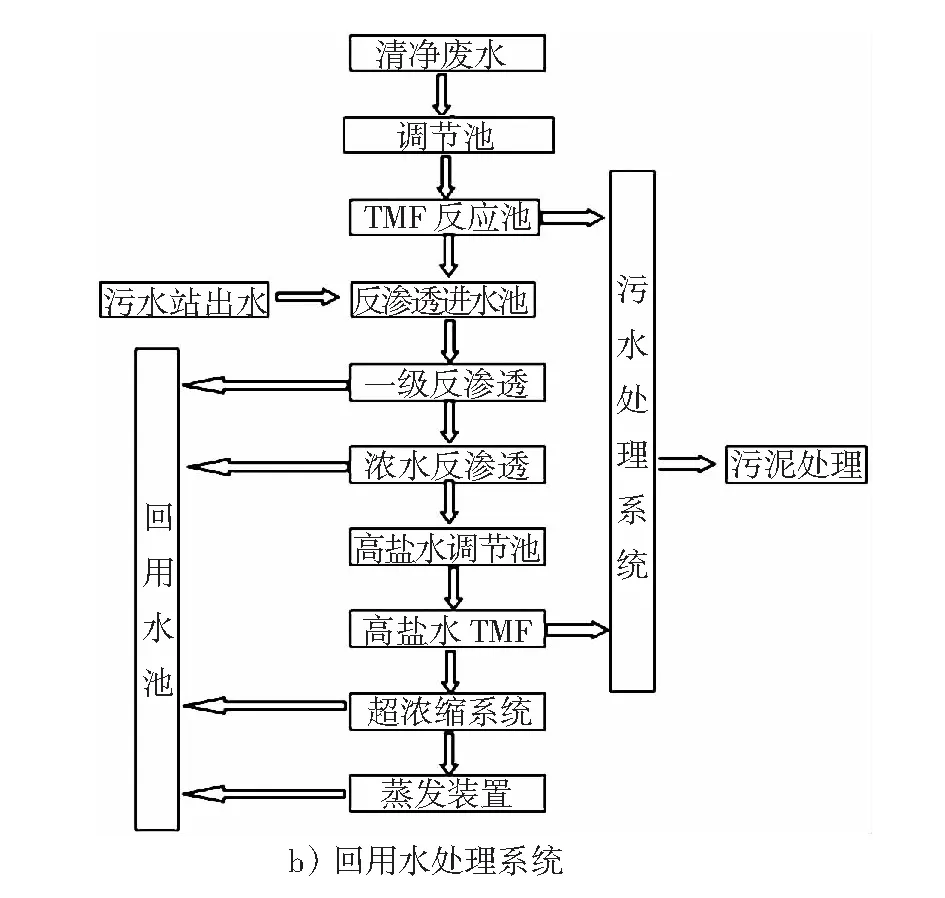
图1 污水处理及回用工艺流程简图
3.3 TMF膜处理能力下降
有机物污染、硬度、冲击压、微生物、清洗等是TMF膜处理能力下降的主要原因。王金祥等发现TMF膜经化学清洗后,膜通量基本恢复初始状态,但并不能完全恢复膜的性能,主要因为膜孔吸附和淤堵的一些不可清洗的污染物,清洗无法将其清除。随着膜的使用,不可清洗污染物累积到一定程度时,则需要更换新膜。
3.4 电絮凝电极板结垢
污水前段总硬度高是电絮凝电极板结垢的主要原因。电絮凝装置位于污水处理系统前段,能有效沉淀悬浮物,但随着时间的积累Ca2+、Mg2+和极性悬浮物造成极板结垢,导致电絮凝效果下降,电耗增加。
3.5 MBR膜通量下降
污水中的微粒、胶体粒子和溶质大分子等在物理化学相互作用或机械作用下,引起微生物在膜表面或膜孔内吸附、沉积以及膜水界面的积累,造成膜孔径变小或堵塞导致MBR膜通量下降。
3.6 蒸发系统效率低
高浓盐水进入高浓水蒸发系统后,随着温度的变化,盐水浓度升高,蒸发系统中的悬液分离器、换热器及管线经常性地出现结晶堵塞现象,导致系统运行不稳定。
4 工艺优化及改造对策
针对污水系统结垢、混凝效果差、沉淀池出水带泥、TMF膜清洗及更换频繁、MBR膜通量下降、蒸发系统运行效率低等现象提出的工艺优化及改造对策。
4.1 改善前系统结垢
一是对生产污水进行分质处理。阳煤S企业对生活污水、化工废水、煤气化黑水、循环水排污水、乙二醇草酸二甲酯生产废水分别建立了独立的污水处理系统。B企业对生活水、化工废水、固定床灰水、循环水、双氧水废水分别建立废水预处理系统。从S企业和B企业运行效果看,废水分质处理有效改善了污水系统出水水质,解决了污水集中处理水量大、周期长、不易调控问题。
4.2 改善药剂絮凝效果
一是建立在线分析系统。化工企业生产工艺波动极易造成污水水质变化,水质在线分析系统利于及时掌握污水成分、pH、水温、搅拌速度等关键要素。二是缩短取样周期,针对生产系统不稳定或工艺波动增加取样频次。聚铁混凝、PAM(阴阳)助凝、PAC助凝等药剂助凝工艺相对成熟,但水质不同决定药剂种类和用量,水质监测便于工艺控制。三是保证污水处理周期。实践研究发现,污水在A/O-MBR系统至少保持5 d~7 d以上,固体悬浮物沉降效果明显,出水能有效改善。严格废水排放管控是污水系统稳定运行的重要保证,化工企业严格非污废水排放及回用标准,杜绝非污废水进入污水系统。
4.3 延缓TMF膜通量下降
严格TMF系统硬度指标控制保证TMF进水指标。
4.4 电絮凝电极板管理
定期对电絮凝系统结垢和电流进行检测,及时处理电极板污垢,提高电絮凝效率、降低电耗。引进电极板在线除垢技术保证极板结垢指标在范围内。
4.5 恢复MBR膜通量
一是定期对MBR进行化学清洗,实现MBR膜通量的有效恢复。二是引进超声波在线清洗技术。针对MBR膜通量下降的问题,林方敏等对超声波膜反应器处理污水回用的研究发现,采用频率为40 kHz,声强为60 W的超声波振源,对膜组件连续照射清洗15 min,可使被污染膜组件的膜通量恢复至80%以上,处理系统的COD去除率达90%以上。
4.6 提高蒸发系统效率
实践发现,GRO回水是造成蒸发系统运行效率低的诱发因素,故对GRO回水进行独立处理,改造后蒸发系统效率明显提升。同时,应加强蒸发系统压差工艺监测,及时调整蒸发回流系统,减小进液量,加大内循环流量。
5 结语
化工企业水处理“零排放”技术的推广和应用将成为企业缓解水资源缺乏和节能减排的重要途径。结合多家化工企业污水处理系统的运行实际情况,建议新建化工企业严格落实“三查四定”制度,保证设计和施工质量符合要求;进一步严控废水进入污水系统,同时强化工艺管理保证污水处理时间。针对性地增加污水在线检测和分析系统,进而提高混凝效率;根据生产需要引进超声波在线清洗技术提高运行效率。
