聚烯烃装置挤压造粒设备的选型与应用
2021-01-10王思博汪洋刘益弘游宇宋宇宸
王思博,汪洋,刘益弘,游宇,宋宇宸
(中国寰球工程有限公司北京分公司,北京 100012)
目前,聚烯烃是薄膜、板材、非金属管材、各类成型制品和电线电缆等的关键原材料。在包装、农业、电子、汽车、电气、机械、日用品等方面有着广泛的应用。其中聚乙烯和聚丙烯是聚烯烃中需求最多的两种产品[1-4]。
从反应制造得到聚乙烯和聚丙烯粉料,到将其包装运输到加工厂,需要用挤压造粒机对粉料聚合物进行混炼、挤压、造粒等过程,将具有粉尘易爆性的粉料聚烯烃制成便于包装、计量和运输的颗粒状聚烯烃物料。根据物料特性、生产能力的需求和布置占地的要求的不同,挤压机厂家设计出了多种挤压造粒机型式以满足不同的客户需求。本文结合国内外的设计实例,总结挤压造粒机的设计选型经验,为后续项目设备选型提供参考。
1 挤压造粒机介绍
1.1 挤压造粒机的结构
挤压造粒机主要由主驱动、加工段和排料段组成,其中主驱动端包括主驱动电机、齿轮箱联轴减速系统、润滑油系统等[5],其作用是为加工段的螺杆旋转提供动力;加工段包括机筒段、螺杆、混炼度调节阀、冷却单元等[6],作用是将聚烯烃粉料和添加剂混合以达到工艺的要求;排料段包括:熔融齿轮泵(可选)、过滤网更换器和水下造粒机等,是将物料从模板中挤出,并切割造粒的工段。通过三个阶段的互相配合,保证其能够稳定地加工出符合市场需求的粒料产品。如图1 所示。
1.2 挤压造粒机的分类
挤压造粒机按照螺杆数量分为单螺杆和双螺杆两种,但是单螺杆挤压造粒机生产效率的极限目前是25 t/h,而业内普遍的产率要求需达到45 t/h,因此单螺杆挤压造粒机已不能满足需求[7],目前市场上主要应用的挤压造粒机一般为双螺杆型式。双螺杆挤压造粒机,按照布置和结构分为L 型和直线型(I 型)两种;根据螺杆啮合型式划分,可以分成啮合型和非啮合型两种[8];根据转动方向划分,有同向旋转、异向旋转两种方式[9]。因为异向旋转、啮合型的双螺杆挤压机存在与螺杆相关的机械问题,限制了螺杆的最大直径只能达到170 mm。所以根据行业的研究成果和选型经验,目前双螺杆挤压机主要有直线型单端支撑同向啮合双螺杆挤压造粒机(以下简称直线型挤压机)和L 型双端支撑异向非啮合双转子挤压造粒机(以下简称L 型挤压机)两大类[10]。
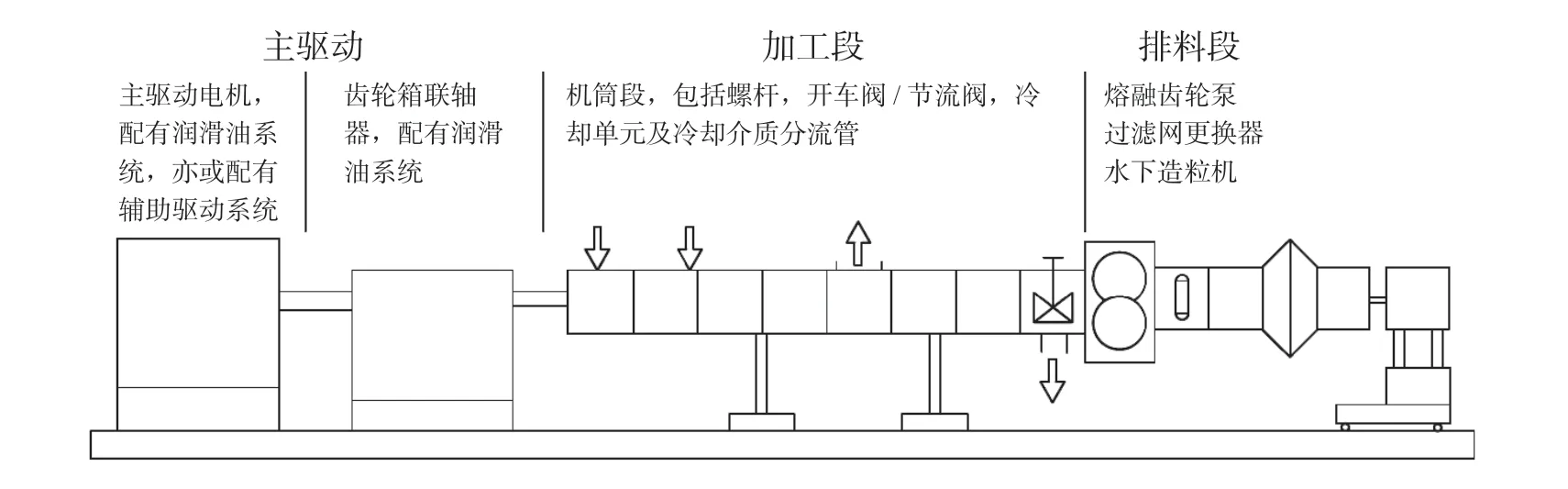
图1 挤压造粒机工艺示意图Fig.1 Process diagram of extruder
2 设备比选分析
2.1 L型挤压机的结构和特点
现有的L 型挤压造粒机为两根转子反内向旋转[11],两个转子之间不完全啮合,工作腔自由容积相对较大,转子两端均有轴承支撑,与机筒壁不容易产生接触,转子工作转速较高,为整体式,刚性较好。其挤出的物料温度不高,转子内部可以通冷却水冷却,因此即使在较高的转速下物料也不易产生降解,可以通过调节混炼度调节阀使其满足不同物料的混炼度要求。在物料输送段、混炼段和计量挤出段为非啮合状态.物料可以不断返混,在混炼度调节阀的协同作用下,物料被多次混合拉伸,混炼分散,正向输送和逆向返混相结合;不完全啮合的混炼结构使物料在单位长度的停留时间较长,因而完成混炼所需转子的长径比(L/D)通常较小,一般为7 ~ 12。由于转子的挤出段没有加压能力,且L 型的布置因为物料从机筒到排料段需要转90°弯,所以无法通过螺杆的旋转建立压力,因此,物料建立熔体过滤和造粒所需的压力时须配置熔融齿轮泵,帮助其对物料加压。如图2 所示。

图2 L 型挤压机结构示意图Fig.2 Structure diagram of L type extruder
2.1.1 设备优点
L 型挤压机因双端支撑,转子与机筒不接触,造价低,容易开车[12];两根转子间不完全啮合,轴向力较小,因此推力轴承设计难度不高,齿轮箱的结构相对简单,检维修容易,造价较低。长径比较短,配合齿轮泵,实现模头处高压且低温挤出,改善混炼质量,提高挤出段产品质量,能适应较宽范围熔融指数物料的加工。
2.1.2 L 型挤压机的不足
L 型布置,物料需转向,易积料、易降解,支承端易有物料泄漏,且占地面积大,较难布置[5]。因为双转子造粒机的螺杆为异向不完全啮合型,混炼能力较弱。物料在转子端部无法建立较大压力,因此正向输送能力较弱,且自洁性能差。与同向旋转完全啮合双螺杆挤出造粒机相比,同样产量情况下,双转子型的螺杆直径要比同向啮合型大得多。螺杆转速高,易造成混炼不均匀和物料停留时间分布过宽。
2.2 直线型挤压机的结构和特点
直线型的挤压造粒机可以满足更多的市场需求,提高生产能力,增加混炼度,缩短成型周期,在保证同等产量前提下减小机型尺寸。直线型挤压造粒机全部为同向旋转双螺杆完全啮合。经过了几代产品升级,螺杆外径与根径之比(简称啮合比)从1.22,经过1.44,1.55 逐代升级为1.8,扭矩160 N·m,达到了自由容积和扭矩的平衡。如图3 所示。
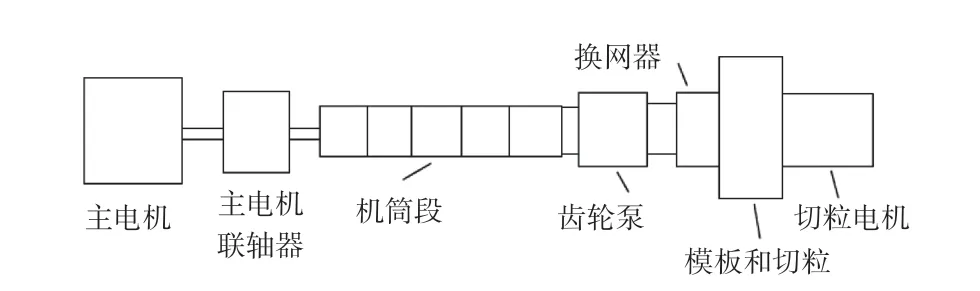
图3 直线型挤压机结构示意图Fig.3 Structure diagram of linear extruder
该型设备两根螺杆同向旋转,完全啮合,螺杆仅在驱动端有支撑,另外一端浮动[13],螺杆的转速较低;混炼过程以正向输送为主,物料在螺杆中几乎不产生回流.在同一混炼段停留时间较短,因此完成混炼所需的螺杆长径比(L/D)较大.通常在12 ~ 26。同向旋转完全啮合双螺杆挤压造粒机的螺杆自洁性能较好,且正向输送能力较强,容易建立压力,可不配置熔融齿轮泵,生产线与双转子式挤压机相比较短,减少了占地面积,且产量高。
直线型挤压机设计原理一般基于模块化[14],机筒与螺杆的模块组合形式可以根据物料的不同加工工艺要求和物性的不同进行任意组合,因此对多种物料有广泛的适应性。螺纹组件的形状使物料在整个加工过程中有较好的自洁性,其保证了物料在挤出机内滞留时间分布均匀一致,确保了物料良好的混炼质量。螺杆同向旋转,高聚物熔体均匀地分布在螺杆的四周,因此可以比异向旋转的双转子挤出机拥有更高的剪切速率,相同直径规格的同向旋转啮合型双螺杆挤压机要比异向旋转的非啮合双转子挤压机生产能力更高。
2.2.1 直线型挤压机结构的优点
直线型布置,占地面积小,辅助设施少,操作维护工作量小。正向输送能力强,容易建压,可不用齿轮泵,传动损失较小。物料停留时间短,不容易降解[15];可自洁,流道顺畅混炼均匀;剪切速率高,相同直径规格生产能力大。
2.2.2 直线型挤压机结构的不足
直线型因为只有单端支撑,需要考虑到其非支撑端螺杆与螺杆之间以及螺杆与筒壁之间的摩擦,所以需要选择较耐磨的材料[16],螺杆仅有一端支撑,则其螺杆为悬臂梁,需考虑其挠度不可过大,因此价格上会比L 型高。初次开车时要良好充填,且螺杆与机筒在开车时有接触、磨损[5]。
2.3 两种类型的挤压造粒机组选型分析
挤压造粒机组选型分析需综合考虑所生产的物料种类、所要求的年产量、整机费用和不同的混炼方式等因素,对于聚烯烃生产的选择,虽然两种机型均可用于生产聚乙烯和聚丙烯产品,但L 型布置的挤压造粒机多用于聚乙烯(PE)产品,直线型挤压机多用于聚丙烯(PP)产品,具体分析如下:
(1)直线型挤压机的选型分析
聚丙烯(PP)的造粒工艺中,为了保证生产出具有良好性能的聚丙烯粒料,要求所有粉料在混炼时,物料的混炼时间尽可能相同。同向旋转、啮合型的双螺杆挤压机因为螺杆之间完全啮合且螺杆与筒壁空隙很小,所以物料不易回流,所有物料停留时间相差不多。此外,聚丙烯的结晶度高,结构规整,具有较好的力学性能,其硬度、强度和弹性都比聚乙烯(PE)高,因此混炼度和剪切性能较好的啮合型双螺杆结构成为聚丙烯加工的优选方案。
(2) L 型布置的挤压造粒机组的选型分析
聚乙烯(PE)材料相比于聚丙烯材料更容易挤压造粒,既可以使用直线型啮合挤压机生产,也可以使用L 型非啮合挤压机生产。但考虑到L 型挤压机在相同产能时其造价更低、容易开车、检维修容易等因素,因此在年产量不大,且厂房布置能够满足要求的时候[17],多选择用L 型异向旋转非啮合挤压机。
3 国内外技术现状及选型分析
目前世界上有德国Coperion 公司(以下简称Coperion)、日本制钢所(Japan Steel Works,以下简称JSW)、日本神户制钢所(Kobe Steel,以下简称KSL)和中国大连橡胶塑料机械有限公司(DXS)等几家公司具有设计、制造大型挤压造粒机组的能力和业绩[18]。其中大型(超过3.5×105t/a)的聚烯烃项目主要被德国Coperion 和日本JSW、KSL 三家公司垄断[19]。大连橡胶塑料机械有限公司有几个3.5×105t/ a的项目业绩和多个进口设备维修的业绩,但目前缺少大型聚烯烃项目的业绩。
德国Coperion 公司作为国际范围内较早的挤压造粒机厂家,设备产品主要为直线型,在大规模聚丙烯的项目上有很多业绩。因行业内未见其L 型结构的机型设备,且在同等产能下直线型的挤压机比L 型的造价高,故在低产能要求的聚乙烯项目中Coperion 相较于JSW、KSL 两家公司优势不明显[20]。
本文给出了不同类型挤压造粒机2010—2019 年在聚烯烃装置上的典型应用,如表1 所示。
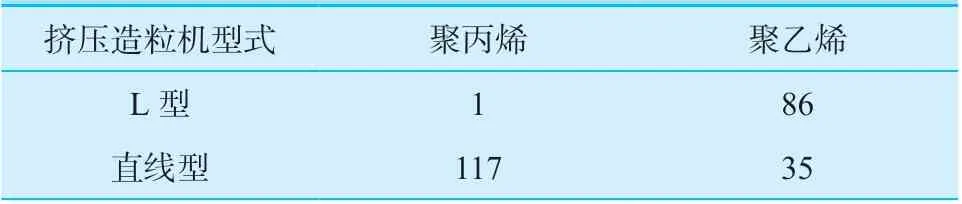
表1 2010—2019 年在聚烯烃装置上的典型应用Table 1 Typical application in polyolefin plant from 2010 to 2019
4 结束语
聚烯烃项目是当前我国长期经济发展所倚重的化工项目之一,是现阶段塑料日用品的主要原材料生产项目。本文着重介绍了两种挤压造粒机结构、在不同应用场合的优缺点及国内外产品的差距。总结了国内外聚乙烯和聚丙烯项目的挤压造粒设备选型原则和方法,对于后续聚烯烃项目的应用和研究提供必要的参考。
随着国内外聚烯烃市场需求的增加,以及聚烯烃装置的大型化需求,大型挤压造粒设备的需求会越来越多。要求通过加强国内产学研合作加快设备国产化进程,在增加产能的同时,不断降低设备的成本,保证国内制造的产品在行业内具有核心竞争力。
发展高端装备制造产业是我国重点发展的战略新兴产业之一,也是在科技革命和产业变革的关键期,相关单位应积极响应“中国制造2025”战略,带动我国高端装备制造业发展,打破国外垄断,实现国内完全自主化,形成自主核心技术,开发出新型挤压造粒设备,具有重大的经济效益和社会效益,也是现阶段国产化工作的当务之急。