激光微加工对Ti6Al4V表面形貌及润湿性影响的研究
2021-01-09刘赞丰张雅文
张 冲,王 冠*,刘赞丰,张雅文
(1.广东工业大学 机电工程学院,广州 510006; 2.广东四会实力连杆有限公司,四会 526200)
引 言
钛合金因质量轻、强度高等优异的性能,已被广泛应用于航空航天[1-2]。此外,由于钛合金具有优异的抗海洋环境腐蚀能力,因此,它也是海洋油气、海港建筑、海洋船舶等海洋工程的首选材料[3]。由于海洋环境非常恶劣,随着时间的推移,海洋设施不可避免地会受到海洋环境的危害[4]。仿生学研究表明,疏水性表面可以有效地避免污染物的附着,有效地减缓或防止海洋环境对材料的损害[5]。如果能使材料表面具有疏水性,则可以使材料具备自清洁能力,这有望从根本上解决海洋环境对材料的侵害[6]。
润湿性是固体材料的重要特征之一。表面润湿性主要受表面化学组成及表面微观形貌的影响,前者主要决定材料的表面能,而后者主要影响材料的表面形貌,因此可以从这两方面着手来制备具有疏水或超疏水性的表面[7-8]。由于材料表面能越低其疏水性越好,通常是在材料表面涂覆低表面能物质,来降低表面能提高疏水性,但这种方法获得的疏水性表面不是很好且成本高[9-10],所以最常用的是在材料表面加工微结构,以改变材料表面形貌,达到改善其表面润湿性的目的[11]。激光微加工具有速度快、精度高、稳定性好、无环境污染等诸多独特的优势[12-13],仅需改变激光加工参量即可在材料表面加工不同形貌的微结构,其已成为其它加工方式的有效替代方案[14]。
以Ti6A14V为研究对象,通过激光加工产生微结构来改变其表面形貌,以改善其表面润湿性,提高其抵抗海洋环境破坏的能力。
1 表面润湿性基本理论
润湿性是指一种液体在一种固体表面铺展的能力[15]。接触角是材料表面润湿性的基本特征参量[16]。当液体停留在固体表面时,会在固体表面呈球体或半球体铺开,如图1所示。在固-液-气相交点处,气-液界面的切线与固-液界面的切线的夹角被表征为接触角。在一个理想的水平光滑表面上,固体表面的接触角由杨氏经典方程给出:
γLVcosθ=γSV-γSL
(1)
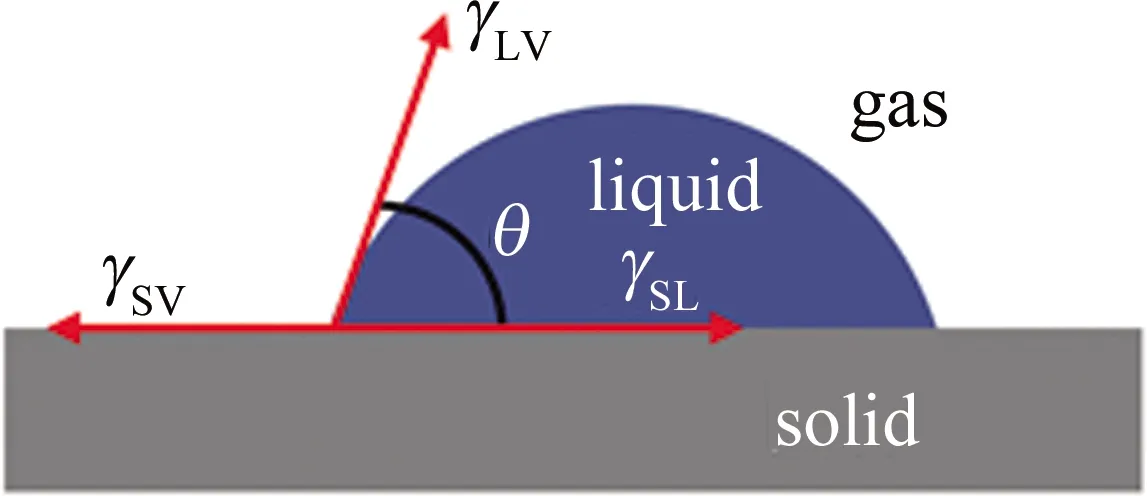
Fig.1 Schematic diagram of contact angle
式中,γSV,γSL和γLV分别为固-气、固-液及液-气之间的界面张力[17]。
一般认为,接触角θ在90°~150°之间的表面为疏水表面;接触角大于150°的表面为超疏水表面;接触角小于5°的表面为超亲水表面[18]。
2 实验条件与方法
实验设备采用中山汉通激光设备有限公司的HT-20F型脉冲光纤激光加工装备,其主要参量见表1。

Table 1 Main parameters of laser equipment
由于激光器的脉冲能量与脉宽、频率及平均功率百分比有关。实验中为了方便调节脉冲能量且保持其它条件不变,故保持脉宽τ=100ns,脉冲频率f=10kHz,通过改变平均功率百分比η来调节脉冲能量。通过激光功率仪对所选参量的平均功率Pave进行了测量,并通过(2)式对激光功率密度Φ进行了计算,其结果见表2。

Table 2 Energy density at different average power percentages

(2)
如图2所示,先对Ti6Al4V基板进行单点加工预实验,并对单点烧蚀坑形貌进行观测及测量,然后根据其直径D,选取不同的扫描间距W,在Ti6Al4V基板上加工点阵、线阵及网格3种微结构,扫描速率v=100mm/s。

Fig.2 Schematic of laser processing
实验材料为宝鸡钛业股份有限公司生产的Ti6Al4V钛合金,其化学成分列于表3中。

Table 3 Ti6Al4V element content
由于轧制工艺制成的钛合金板表面粗糙度差异较大,Ti6Al4V基板在进行激光微加工前,采用3000目砂纸对其表面进行了抛光处理,以避免原表面差异性对实验结果的影响。
3 结果与讨论
3.1 脉冲能量对烧蚀坑形貌的影响
使用激光共聚焦电子显微镜(OLYMPUS OLS4000)对激光加工后基板表面的单个烧蚀坑形貌进行了观测,并对烧蚀坑的直径D及深度H进行了测量。如图3所示,烧蚀坑中央部位为表面材料发生熔化、汽化、熔化物对流及重新凝固后形成的凹坑,边缘为熔化物重新凝固形成的凸起,凹坑呈中部深边缘浅的“碗状”且其表面较光滑,这是由于激光束的光斑模式为TEM00,其能量大致呈高斯分布,光斑的能量密度从中心到边缘逐渐减弱,从而会在基板上烧蚀出中央深边缘浅的凹坑。

Fig.3 3-D morphology and cross-section profile of ablation pits at η=10%
如图4所示,在脉冲能量较小时,烧蚀坑的直径D和深度H随着脉冲能量的增加而大致呈线性增加,因为较高的脉冲能量会产生更大的熔池,从而使D和H增大。当脉冲能量增加到一定值时,D和H的增加速度就会逐渐减慢,特别是在脉冲能量相对较高时,D和H的大小会逐渐呈现饱和趋势。

Fig.4 Relationship between diameter and depth of ablation pits and energy density
为了更方便地描述扫描间距,现引入重叠率δ这一新参量,其具体表达见下式:

(3)
后续分别选取δ为30%,0%,-30%,-60%,η为10%,30%,60%,100%,在基板上加工点阵、线阵及网格3种不同类型的微结构,以研究脉冲能量、扫描间距和微结构类型对表面形貌及润湿性的影响。
3.2 脉冲能量和扫描间距对表面形貌的影响
图5为激光共聚焦电子显微镜(OLYMPUS OLS4000)测量的激光加工后基板表面的3维形貌。当δ为-30%和-60%时,从图5a和图5b、图5e和图5f、图5i和图5j可知,点阵、线阵及网格结构的表面均存在未被激光烧蚀的区域,且未被烧蚀区域的面积随着δ的增大将有所减小;当δ=0%时,从图5c、图5g、图5k可看出,线阵及网格结构的表面均被激光完全烧蚀,但点阵加工依然存在少量区域未被激光烧蚀;当δ=30%时,从图5d、图5h、图5l可看出,点阵、线阵及网格结构的表面均被激光全完烧蚀,且有部分区域被激光重复烧蚀多次。
为了进一步对激光加工后的表面形貌进行分析,采用激光共聚焦电子显微镜在加工表面随机选取5个位置,根据ISO 25178-2标准,对其表面算术平均高度Sa及表面积增加比Sd进行了计算。

Fig.5 3-D morphology of the substrate surface after laser processinga~d—dot matrix e~h—linear matrix i~l—grid
图6中绘制出了Sa和Sd与δ和η的关系。由图6a可知,对于点阵结构,η=10%时,Sa随δ的增加而增大,在δ=30%时Sa有极大值;η=30%,60%或100%时,Sa随δ的增加而先增大后减小,均在δ=0%时有极大值,因此在δ=0%,η=100%时Sa有最大值1.18μm。由图6b可知,对于点阵结构,无论η取何值,Sd均随δ的增加而增大,因此在δ=30%,η=100%
时,Sd有最大值1.487。由图6c和6e可知,对于线阵或网格结构,无论η取何值,Sa均随δ的增加而增大,且在δ相同时,Sa随η的增加而增大,因此在δ=30%,η=100%时,Sa有最大值,分别为3.14μm,4.25μm。由图6d和图6f可知,对于线阵或网格结构,η=10%时,Sd随δ的增加而增大,在δ=30%时有最大值,分别为1.08,1.96;η为30%,60%或100%时,Sd随δ的增加而先增大后减小,均在δ=0%时有极大值,因此在δ=0%,η=100%时,Sa有最大值,分别为1.61,2.39。因此,脉冲能量和扫描间距对点阵、线阵及网格结构的表面形貌参量Sa或Sd均有所影响,且网格结构对表面形貌参量Sa或Sd的影响程度最大,线阵结构次之,点阵结构最小。

Fig.6 Relationship of Sa, Sd, δ and ηa,d—dot matrix b,e—linear matrix c,f—grid
3.3 脉冲能量和扫描间距对表面润湿性的影响
有研究表明,通过沉积方法在镍表面制备锥型阵列(micronano cone array,MCA)微纳结构后,MCA的表面结构在改善表面润湿性方面起着重要作用,刚制备的表面表现出超亲水性,当表面在室温下暴露于空气中时,随着时间的推移,该表面会发生从超亲水性到超疏水性的自发转变[19]。
为了探究激光在Ti6Al4V表面加工微结构后是否会有相似的现象发生,使用接触角分析仪(NBSI OSA200)在25℃下,对经激光处理的Ti6Al4V基板表面进行了接触角测量,使用液体为蒸馏水,测试液滴的体积为3μL,每个试样重复测量3次。未进行激光加工的基板表面接触角约为87°,在加工后24h内,水滴到表面后会瞬速摊开,表面皆表现为超亲水性。
图7a~图7c分别为点阵、线阵及网格加工15d后,接触角随δ和η的变化关系。由图7a可知,点阵加工中,在δ=-30%,η=60%时,基板表面有最小接触角94.6°,在δ=0%,η=30%时,基板表面有最大接触角142.4°。由图7b可知,线阵加工中,在δ=30%,η=100%时,基板表面有最小接触角97°,在δ=-60%,η=30%时,基板表面有最大接触角160.5°。由图7c可知,网格加工中,在δ=-30%,η=60%时,基板表面有最小接触角132.9°,在δ=0%,η=100%时,基板表面有最大接触角165°。因此,激光加工Ti6Al4V后,其表面皆会发生从超亲水到疏水甚至超疏水的自发转变,脉冲能量、扫描间距及微结构类型均对表面润湿性有不同程度的改善,其中网格结构对表面湿润性的改善最好,线阵次之,点阵最差。

Fig.7 Relationship between contact angle and δ and ηa—dot matrix b—linear matrix c—grid
图8a~图8c中分别为激光加工15d后,点阵、线阵及网格的最大接触角。

Fig.8 Surface contact anglea—dot matrix b—linear matrix c—grid
4 结 论
通过纳秒光纤脉冲激光对Ti6Al4V表面进行微加工,研究了脉冲能量和扫面间距对点阵、线阵及3种微结构的表面形貌及润湿性的影响,并建立了接触角与表面特征参量Sa和Sd的关系,研究表明,激光对Ti6Al4V表面润湿性具有很好的改善作用。
(1)在脉冲能量较低时,单个烧蚀坑的直径和深度随着脉冲能量的增加而大致呈线性增加,在脉冲能量相对较高时,单个烧蚀坑的直径和深度的增加会逐渐呈现饱和趋势。
(2)脉冲能量和扫描间距对点阵、线阵及网格结构的表面形貌参量Sa和Sd均有所影响,且对网格结构的影响程度最大,线阵结构次之,点阵结构最小。
(3)激光加工Ti6Al4V后,其表面皆会发生从超亲水到疏水甚至超疏水的自发转变,不同的脉冲能量、扫描间距加工的微结构均对表面润湿性有不同程度的改善,其中网格结构对表面湿润性的改善最好,线阵次之,点阵最差。
(4)网格、线阵、点阵结构的最大及最小接触角分别为165°,160.5°,142.4°;132.9°,97°,94.6°,其具有最大接触角的表面参量Sa,Sd分别为0.97μm,1.38;1.62μm,1.04;4.14μm,2.39。
需指出的是,本文中并未对激光参量、扫面间距及微结构类型进行进一步优化,在后续研究中可以采用正交实验或响应曲面等方法对其进行优化,以获得具有更大接触角的超疏水表面结构。
