40×104 t/a轻烃回收装置扩能改造应用分析
2021-01-06周晓锋程祥芬管生洲
周晓锋,程祥芬,管生洲
(陕西延长石油榆林炼油厂,陕西榆林718500)
某炼油厂40×104t/a轻烃回收装置采用脱丁烷-脱乙烷-吸收塔的3塔分离工艺,于2014年4月28日开工,主要处理常压、重整、汽柴油加氢等装置轻烃(C1-C4),分离出轻石脑油、饱和液化气(C3-C4)和干气(C1-C2)等产品,进行资源分级利用。
随着该炼油厂汽柴油升级项目、连续重整装置、油煤共炼装置、DCC裂解石脑油加氢装置等相继建成,轻烃回收装置进料量由原设计的46 t/h增加至61 t/h,超出设计负荷,且原料组成较设计也发生变化。40×104t/a轻烃回收装置脱丁烷塔塔顶液化气,脱乙烷塔塔顶干气产品质量难以控制,出现产品石脑油初馏点偏低、液化气C2含量高现象,不能满足生产要求[1]。针对此情况,2016年9月份对40×104t/a轻烃回收装置进行扩能技术改造至70×104t/a。
1 改造前后物料平衡对比
2013年10月份后,200×104t/a柴油加氢装置产轻烃液15 t/h及轻烃气3 t/h,100×104t/a连续重整产轻烃气1 t/h,DCC裂解石脑油加氢装置产轻烃液1 t/h和油煤共炼装置产轻烃1.6 t/h,合计新增轻烃17 t/h,装置进料达到61 t/h。改造前后物料平衡对比见表1。
2 主要改造内容
2.1 脱丁烷塔改造
原设计脱丁烷塔塔板效率不能满足进料增加后工况,为确保液化气(C3、C4)分离精度,满足液化气产品质量要求,进行了技术核算,对脱丁烷塔(原规格为Φ2200/Φ3600×55910×20/32/28,内设50层塔盘)进行如下改造:壳体利旧,更换1-50#塔盘及紧固件,其余内件利旧;壳体材质为Q245R,内件材质为S11306;采用北京泽华化学工程有限公司生产的ADV高效矩形浮阀塔盘[2~4]。
2.2 机泵改造
新增1台脱丁烷塔进料泵(P-401C)与原2台1开2备操作;更换脱丁烷塔顶回流泵(P-402A/B)、脱乙烷塔顶回流泵(P-402A/B)和脱乙烷塔进料泵(P-403A/B)泵头;更换吸收剂泵(P-405A/B)和吸收塔中段泵(P-406A/B)叶轮,电机利旧。

表1 改造前后物料平衡对比
2.3 冷换设备及管道的改造
对装置热量平衡进行核算[5],冷换设备进行了如下改造:
(1)更换脱丁烷塔进料-石脑油换热器(E-401AB),原型号为BES500-4.0-70-6/19-2I,改造后型号为BES600-4.0-115-6/19-2I,管程材质为10/Q245R,壳程材质为Q245R;
(2)利旧脱乙烷进料换热器(E-403ABC)3台,型号为BES500-6.4-65-6/19-4I,新增同型号一台,管程材质为10/Q245R,壳程材质为Q245R;
(3)更换石脑油冷却器(E-409A/B)管束,原型号BES600-2.5-90-6/25-2I,改造后型号为BES600-2.5-115-6/19-2I,管程材质为10/Q345R,壳程材质为Q345R。
(4)更换重石脑油空冷器(A-402AB)管束,原型号为P9×3-6-192-2.5S-23.4/DR-IIIa,改造后型号为P9×3-6-192-2.5S-23.4/DR-VIa,管束材质为10/Q345R。
(5)吸收剂空冷器(A-403AB)利旧原A-402AB管束,型号为P9×3-6-192-2.5S-23.4/DRIIIa,管束材质为10/Q345R。
3 改造效果评价
3.1 改造前后液化气产量对比
技改后装置加工负荷较技改前提高了32.22%,解决了轻烃量大无法处理的问题[6]。
在原油加工不变的情况下,技改后液化气产量明显高于技改前,技改前平均月产量为3 779 t,技改后平均月产量为4 937.35 t,产量提高了30.65%,技改前后液化气产量对比见图1。

图1 技改前后液化气产量对比
3.2 改造前后产品质量对比
3.2.1 改造前后石脑油产品质量对比技改前后产品石脑油质量分析数据见表2、3。
对比表2和表3中可以看出,技改后石脑油初馏点由不足40℃提高至60℃,产品分离精度得到提高,石脑油初馏点偏低的问题得到解决。

表2 技改前的石脑油分析数据

表3 技改后的石脑油分析数据
3.2.2 改造前后液化气产品质量对比技改前后产品液化气质量分析数据见表4、5。从中可以看出技改前后液化气C5及C5以上组分均为未检出,技改前C2及C2以下在2%以上,而技改后液化C2及C2以下在1%以下,产品质量得到了很大的改善,合格率得到了提升[7,8]。
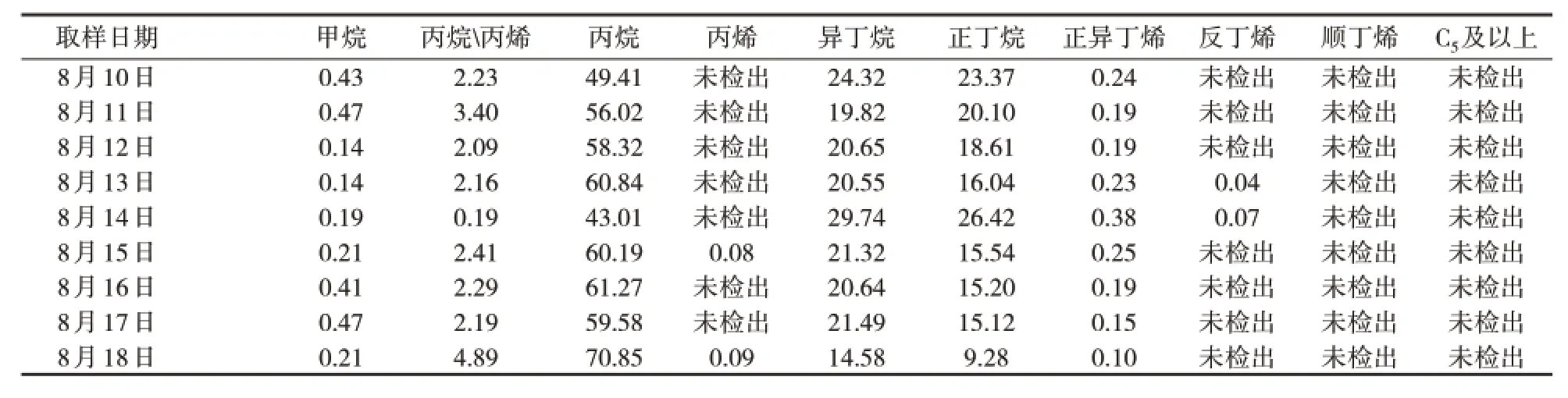
表4 技改前的液化气分析数据/%
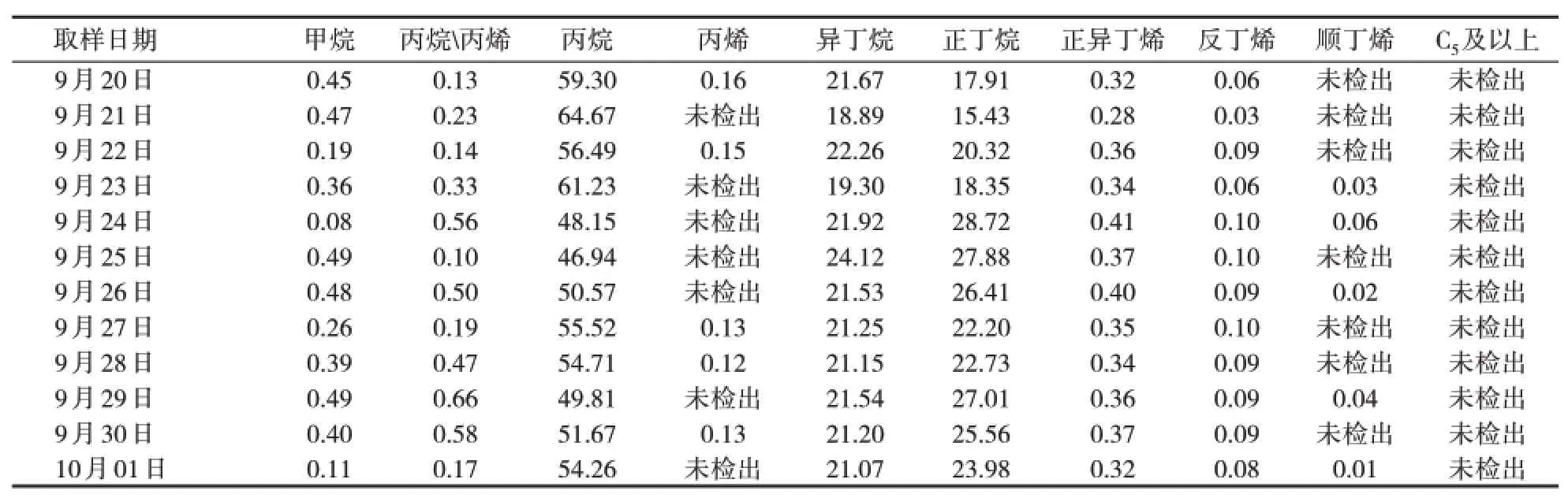
表5 技改后的液化气分析数据/%
4 结束语
扩能技改后,加工负荷增加了33.22%,解决了轻烃液和轻烃气量大无法处理的问题,实现了炼油厂轻烃液的分级利用,液化气产量明显高于技改前。石脑油初馏点和分离效果显著提高,技改后石脑油初馏点由技改前40℃提高至60℃,消除了石脑油在存储过程中的安全隐患。技改后液化C2及C2以下组分含量由技改前的大于2%降至小于1%,产品质量得到了很大的改善,合格率得到了提升,保证了饱合液化气的合格出厂。
