大客车侧围蒙皮冷张拉设备自锁紧夹具的研究与应用
2021-01-05高建路
高建路
大客车侧围蒙皮冷张拉设备自锁紧夹具的研究与应用
高建路
(聊城中通轻型客车有限公司,山东 聊城 252024)
大客车侧围蒙皮液压张拉[1]的设备,其夹具一般为设计为长槽形状,以使液压缸对整个夹具施加压力,造成整个夹具投入成本较高,夹具[2]自重大,在使用时,需辅助支架吊住整个夹具,液压管路布置较乱,操作者工作环境差,同量由于夹具的夹具力全部来自液压缸,在液压系统不稳定或蒙皮较宽时,其夹紧力不能满足使用需要,很容易发生夹具与蒙皮相对滑动[3]、松脱的现象,造成夹紧失效,影响蒙皮张拉质量。文章针对这一问题,对张拉设备进行分析与研究,提出一种全机械、自锁紧的夹具结构,很好的解决了上述问题。
液压;夹具;压力;液压缸;滑动;松脱;机械;自锁紧
1 引言
客车的两侧蒙皮是客车的“脸面”,其外观平整度的好坏,直接反映了整个客车档次的高低。目前,国内、外客车两侧蒙皮的装配工艺有两种:一种是蒙皮冷张拉预应力装配工艺,另一种是蒙皮电热张拉装配工艺。
这种两种蒙皮装配工艺,各有优、缺点:
冷张拉施加拉力大,蒙皮加工硬化效果好,电能消耗低,施工环境不受气候条件的限制,但需要辅助框架支撑或要求车身骨架具有较高的强度来抵消张拉设备的牵引力,冷张拉时蒙皮产生的伸长量和施工过程的缩回量对蒙皮装配完成后的平整度影响较大,需要工人技术水平高。
热张拉装配工艺操做简单,蒙皮装配过程中的拉力比冷张拉工艺小,蒙皮的收缩变形要在装配完成后发生,但热张拉蒙皮电能消耗高,夏季工人工作条件差,冬季升温时间长,工作效率低,不易达到蒙皮所需的温度,加热时间受气温、蒙皮长度、面积的影响较大,在复杂工作条件下,工人难以掌握其合理的工艺参数。
比较上述两种工艺,从装配效果、电能消耗以及施工可靠性等方面来看,冷张拉装配工艺要优于热张拉,故现在多数客车企业均采用冷张拉装配的工艺方式。
冷张拉设备的原理是这样的,客车蒙皮为电镀锌钢板[3],表面经过开卷设备、校平装置校平,再经设备纵剪裁料出来。在装配前,需用夹具将蒙皮的前、后两端固定在张拉设备的牵引端和固定端上,再通过张拉设备对牵引端施加一定大小的拉力,牵引端将蒙皮拉长,当蒙皮材料达到屈服极限[4]时,不再加压,保持拉力不变,此时将蒙皮焊接在客车的骨架上,装配完成后,蒙皮内部存在一定的残余拉应力,此力使得蒙皮在焊接完成以后有张紧的趋势[1],蒙皮表面更加平整,挺拔,在客车以后的运行过程中,也不会出现鼓动和噪声,采用此种工艺装配的蒙皮也叫预应力张拉蒙皮[5]。如图1所示。
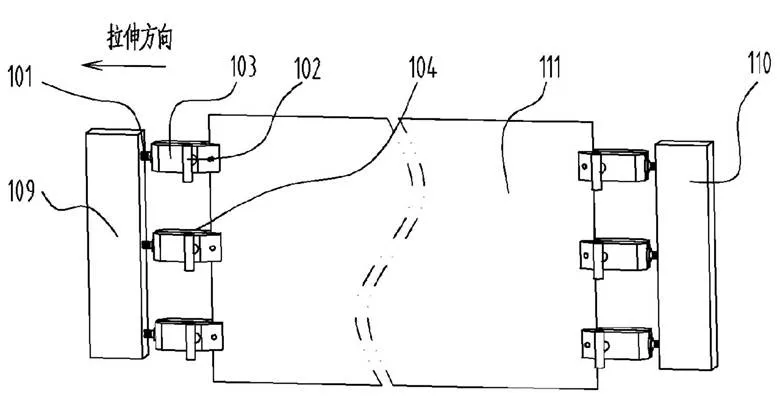
图1 冷张拉设备的原理示意图
图中:101、连接拉杆;102、预紧螺杆;103、上夹具;104、下夹具;109、牵引端;110、固定端;111、蒙皮。
前面提到,冷张拉时蒙皮产生的伸长量和施工过程的缩回量[6]对蒙皮装配完成后的平整度影响较大,而蒙皮夹具的可靠性很大程度上决定了蒙皮张拉的伸出量,蒙皮夹具一旦出现滑动或夹紧失效,蒙皮表面轻则出现扭曲、不平,重则会出现蒙皮大面积的鼓动,甚至造成蒙皮报废,很大程度上影响了客车的装配质量和正常生产。
目前,冷张拉设备大多数采用液压系统夹紧的方式,夹具需要设计成长槽形状,以使液压缸对整个夹具施加压力,造成整个夹具投入成本较高,夹具自重大,在使用时,需辅助支架吊住整个夹具,液压管路布置较乱,操作者工作环境差;由于夹具的夹具力全部来自液压缸,在液压系统不稳定或蒙皮较宽时,其夹紧力不能满足使用需要,很容易发生夹具与蒙皮相对滑动的现象,造成夹紧失效。
针对大客车生产企业面临的实际问题,需要提供一种新的技术手段或方法,避免在生产过程中出现质量异常,提高一次施工合格率。
2 大客车侧围蒙皮冷张拉设备自锁紧夹具的研究与应用
2.1 思路与原则
采用纯机械机构,在夹紧蒙皮的过程中,先将蒙皮固定在夹具两瓣之间,再用预紧螺栓将两瓣夹具紧固,保持相对的间距,在张拉的过程中,蒙皮拖着夹具向后移动,逐渐离开内部的连接拉杆,螺栓固定时,必须采用螺栓紧固的方式,由于连接拉杆具有斜面,现两瓣夹具具部的接触斜面呈锲形机构,在两瓣夹具的后端有将两瓣夹具分开的趋势,但在中间预紧螺栓的固定下,此斜锲产生的分力通过中间预紧螺栓做为杠杆的支点作用下,转化成了夹紧蒙皮的力,形成对蒙皮的自锁紧,此力因拉力的加大而加大,保证的蒙皮在张拉过程中不被松脱、滑出。
2.2 结构设计
冷张拉设备自锁紧[7]夹具,包括连接拉杆101、预紧螺杆102、上夹具103、下夹具104、螺旋弹簧105,其中,上夹具103、螺旋弹簧105、下夹具104从上到下依次排列,预紧螺杆102穿过上夹具103和螺旋弹簧105、与下夹具104连接;连接拉杆101后端设有楔形块,楔形块左右两侧的平面称为导向面113,楔形块上下两侧的平面称为楔形面112;楔形块位于上夹具103和下夹具104之间,此端称为张开端114,另一端称为夹紧端115,上夹具103和下夹具104的张开端114均设有与楔形块相契合的楔形槽[1],楔形槽内表面与楔形块的导向面113相契合的称为导向面113,与楔形块的楔形面112相契合的称为斜平面116;上夹具103和下夹具104的夹紧端115还设有相互啮合[8]的倒刺齿117。如图2所示。
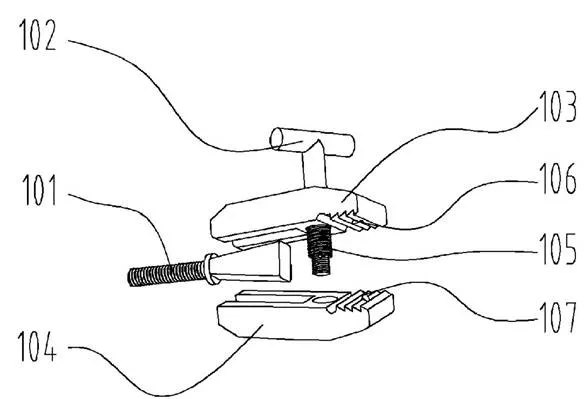
图2 冷张拉设备自锁紧夹具的爆炸图
图中:101、连接拉杆;102、预紧螺杆;103、上夹具;104、下夹具;105、螺旋弹簧;106、凹槽;107、凸台。
所述上夹具103和下夹具104上均设有弹簧台阶108,螺旋弹簧105两端分别顶在上夹具103和下夹具104的弹簧台阶108上。
在上夹具13的夹紧端115设有凹槽106,下夹具104的夹紧端115设有与凹槽106相啮合的凸台107,设置此结构的目的是在夹装蒙皮的初期,采用手动拧紧预紧螺杆102的时候将蒙皮夹住,且将夹在两瓣夹具中间有凸台107和凹槽106部位的蒙皮压出高点,阻止蒙皮111轻易的滑动,起到蒙皮111与上夹具103、下夹具104初步定位[9]的作用,以后在加大拉力的过程中,蒙皮111不会产生滑移,只能是自锁紧的过程。如图3所示。
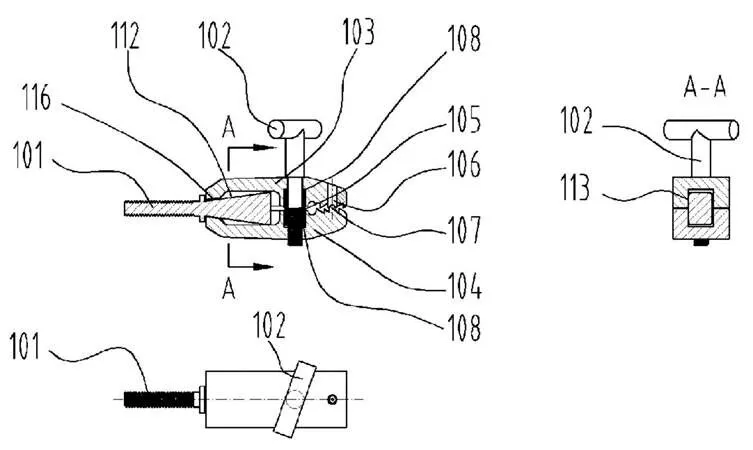
图3 冷张拉设备自锁紧夹具的整体剖面图
图中:101、连接拉杆;102、预紧螺杆;103、上夹具;104、下夹具;105、螺旋弹簧;106、凹槽;107、凸台;108、弹簧台阶;112、楔形面;116、斜平面。
2.3 具体使用方法
在装配蒙皮111(客车蒙皮为B280的电镀锌钢板,表面经过开卷设备、校平装置校平,再经设备纵剪裁料出来)前,对夹具的状态进行检查,检查夹具的方向,使夹具夹紧端的方向朝向蒙皮111,预紧螺杆102的手柄朝外,以方便手动拧紧,再将上夹具103和下夹具104推向设备牵引端109的最前位置,再用手逆时针旋转预紧螺杆102上的手柄,使夹具松开,上夹具103和下夹具104在螺旋弹簧105的压力下自动分开,在分开15mm左右时停止旋转。
在安装蒙皮111时,将蒙皮111放入上夹具103和下夹具104夹紧端115之间,检查所有夹具的前、后位置是否在一条直线上,蒙皮111是否平整或松动,不符合处做微量调整后,从上至下,依次手动拧紧各预紧螺杆102,然后检查上夹具103与下夹具104的间隙是否达到5mm之内。然后将蒙皮连接到张拉机构的牵引端109和固定端110上。
在张拉蒙皮111时,张拉机构牵引端109带动连接拉杆101向左移动,由于连接拉杆101上楔形面的作用,将连接拉杆101的拉力在张开端114产生了两个分力[10]:一个分力沿牵引力方向向左,带动夹具向左移动,由于预紧力和凸台107的共同作用,蒙皮111与夹具之间不能产生相对运动,蒙皮111只能随着夹具向左移动;另外一个垂直于牵引力方向的分力,将上夹具103与下夹具104的张开端114向上、下张开,由于预紧螺杆102杠杆的作用,使该力的方向在预紧螺杆102处发生改变,产生了在夹具的夹紧端115向内夹紧的力,使得夹紧蒙皮111的力更加增大,即拉力越大,此夹紧力也越大,充分保证蒙皮111不会滑动或松脱,起到自锁紧的作用,当张开力与夹紧力产生的力矩相同时,整个夹具只能沿牵引方向向左移动,带动蒙皮做延伸加长,当达到一定的伸长量时,停止加大拉力,开始进行蒙皮111的焊接。
当卸开蒙皮111时,只需卸载张拉机构牵引端109的的拉力,再将牵引端109轻微向右推,连接拉杆101向上夹具103、下夹具104内移动,里面的空间越来越大,楔形面112与上夹具103、下夹具104的斜平面116逐渐分离,使两夹具的张开端114合拢,而夹具的夹紧端115会松开,此时,只需用手逆时针松开预紧螺杆102,蒙皮111就会脱出整个夹具,操作十分方便。
3 结论
通过本文研究的冷张拉设备自锁紧夹具,使用后蒙皮夹紧的可靠性大大得到提高,施工方便、快捷,在蒙皮张拉过程中,不会出现蒙皮滑动或夹紧失效的现象,装配后的蒙皮更加平整、挺拔,在很大程度上提高了外观质量和生产效率,同时,本自锁紧夹具加工容易,成本较低,夹具可靠性的提高,也提高了整个冷张拉设备的可靠性,使设备整体性能表现的更加优越。
[1] 陈延河.悬挂式液压蒙皮张拉机的使用改进[J].机械管理开发, 2019年3期,第38-40页.
[2] 鲁霞,吴卓明.一种工业机器人多功能夹具[J].机床与液压,2020年1期第113-115页.
[3] 蒋浩民,陈新平,吴华,俞宁峰,鲍文华,吴海江.预磷化电镀锌钢板性能指标对冲压成形的影响研究[J].锻压装备与制造技术,2003年6期,第34-36页.
[4] 杨绿峰,黄梓琳,解威威.矩形截面齐次广义屈服函数及刚架极限承载力[N].华南理工大学学报(自然科学版),2019年3期,第143- 152页.
[5] 席玉强.整车车身蒙皮的制作工艺[J].汽车实用技术.2020年6期,第30-35页.
[6] 李强,王东辉.一种典型航空液压密封件的数值仿真和优化[J].机床与液压,2019年1期,第139-144页.
[7] 李颜平.一种尾架套筒自动机械锁紧机构[J].制造技术与机床. 2017年10期,第132-134页.
[8] 常乐浩,贺朝霞,刘岚,刘清涛.一种确定斜齿轮传递误差和啮合刚度的快速有效方法[J].振动与冲击.2017年6期,第157-162,174页.
[9] 金雪虎,刘武发.有轨正交行走车辆控制系统设计.[J].机械设计与制造.2020年3期,第149-152,157页.
[10] 向中富,卞明智,梁甜甜,朱慈祥.曲梁在预应力径向分力作用下的受力分析[N].重庆交通大学学报(自然科学版).2008年6期,第1009-1013页.
Research and Application of Self-locking Fixture for Cold Tensioning Equipment of Bus Side Panel
Gao Jianlu
( Liaocheng Zhongtong Bus Company Limited, Shandong Liaocheng 252024 )
The clamps of the hydraulic tensioning equipment for the side skin of buses are generally designed in the shape of long grooves, so that the hydraulic cylinder exerts pressure on the whole clamps, resulting in a higher investment cost for the entire clamps, and the clamps are self-weight, when the hydraulic system is unstable or the cover is wide, the clamping force can not meet the need of operation because the clamping force of the fixture is all from the hydraulic cylinder, it is very easy to slip and loosen the clamps and skins, which causes the failure of the clamps and affects the quality of the skin stretching. In this paper, the tensioning equipment is analyzed and studied, and a fully mechanical and self-locking structure of the clamps is proposed, well, that solves all of that.
Hydraulic pressure;Clamps;Pressure;Hydraulic cylinder;Slippage;Disengage; Machinery;Self-locking
A
1671-7988(2020)24-160-03
TG757
A
1671-7988(2020)24-160-03
高建路(1975-)男,工程技术应用研究员,技术中心副主任,就职于聊城中通轻型客车有限公司,主要研究方向:客车制造工艺与汽车工程。
10.16638/j.cnki.1671-7988.2020.24.052
CLC NO.: TG757
