西门子840D 系统换刀故障诊断与维修
2021-01-04赵明园
赵明园
(北京航星机器制造有限公司,北京 100074)
0 引言
随着制造业的飞速发展,各大制造企业均采用了数控机床加工的模式,数控加工有着很多的优点,例如加工精度高、工艺集成度高等。机械手换刀装置是数控机床的重要组成部分,同时也是数控机床能够高精度、高效率工作的重要原因。近年来,借助机械手换刀装置,各行业的细小、复杂零部件均得到有效加工,对于提高零部件加工水平具有重要的意义。但是,机械手换刀装置结构复杂,可能会因为诸多因素的影响出现各种故障,影响数控机床的工作效率。在数控机床维修过程中,换刀故障十分常见,因此对西门子840D 系统数控机床中的机械手换刀装置故障及维修方法进行分析,对出现的问题进行归纳总结。
1 换刀故障描述
公司一台国产卧式加工中心采用西门子公司840D 数控系统,各进给轴为全闭环控制,反馈配置增量式脉冲编码器。在执行换刀程序时,机床各轴按顺序回到第二参考点,主轴定向停止后,机械手不动作,数秒过后机床报警“700114,换刀位置错误”。根据现场了解的情况,该设备有一年多没有进行过自动换刀了,这次换刀是因为工艺需要才使用了自动换刀功能。
2 换刀故障原因分析
机床发生故障,首先要检查是否有报警信息,该报警是PLC用户报警。该报警信息是由机床生产厂家自行编写定义的。根据报警信息内容了解到应该是机床的换刀位置出现了问题,所以无法进行换刀。通过查看换刀宏程序,没有发现问题,并且各轴所在的换刀位置也是参数设定的位置。初步分析机床厂家在PLC 程序里添加了检测条件,只有当所有设定条件满足时,才可以执行换刀动作,因此需要借助PLC 程序来进行故障诊断。既然机床出现了报警信号可以通过700114 这个报警号来对PLC故障原因进行分析。
西门子用户报警是在DB2 数据区域。通过查找西门子840D 调试手册PLC 接口信号部分,经过计算,该报警信息对应的点为DB2.DBX189.6,当该信号为1 时就触发700114 号报警。使用SIMATIC Manager 软件,将机床PLC 程序上载到电脑内,点击选项菜单选择参考数据,进入交叉参考界面,搜索DB2.DBX189.6,查找到该信号线圈位置。查找并提炼出与报警相关的PLC 程序如下:
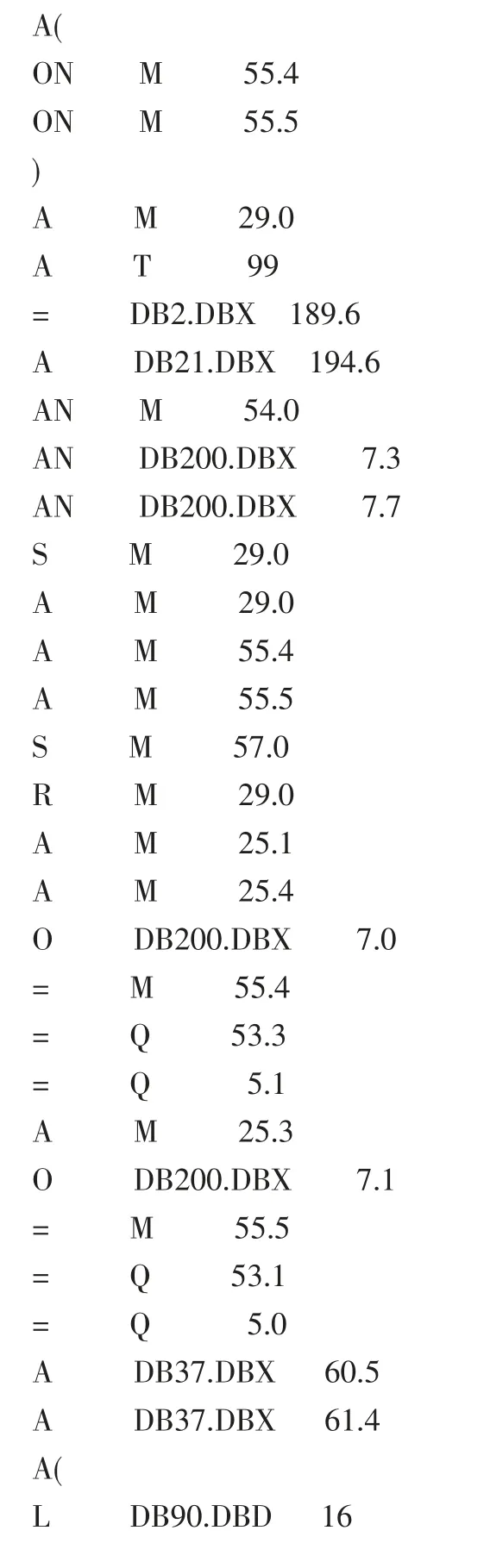
根据以上程序分析,只有当M55.4、M55.5 信号同时为0 并且M29.0 为1 时,经过T99 定时器设定的时间延时后触发DB2.DBX189.6 报警。
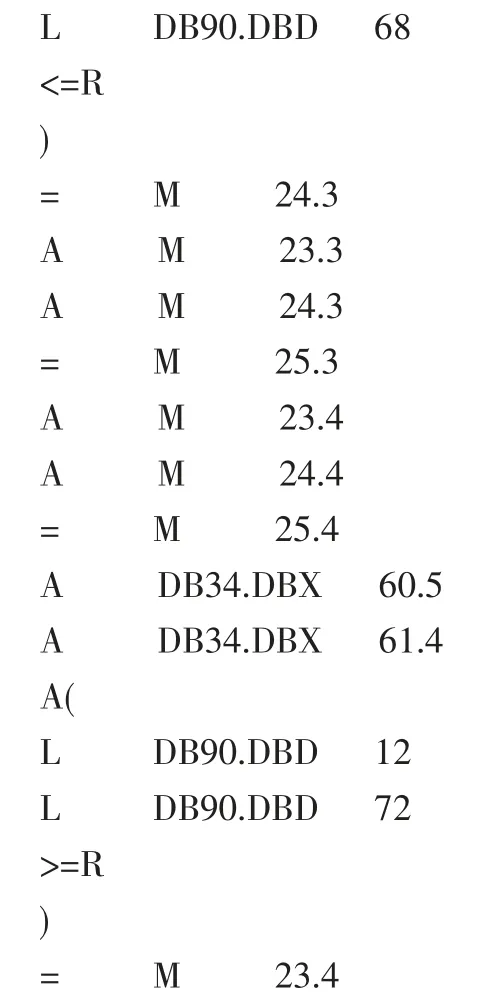
首先对M29.0 信号进行跟踪,确认该程序段触发逻辑,DB21.DBX194.6 也就是执行M6 指令后,当M54.0、DB200.DBX7.3、DB200.DBX7.7 同时为0 时,将M29.0 信号置1,在T99设定的时间内,如果M29.0 不能在这段时间内被复位掉,那么就会触发报警。而在下方程序段M29.0、M55.4、M55.5 同时为1 时就可将M29.0 复位掉,很显然故障点在M55.4 和M55.5 这两个中间寄存器这里。跳转到M55.4 和M55.5 这两个信号的应用程序段,查看M55.5 信号,它是由M25.3 寄存器为1 时接通,M25.3 由M24.3 和M23.3 同时都为1 时接通,通过在线诊断功能,查看M23.3 为1 信号状态正常,M24.3 信号为0,继续查找M24.3 触发逻辑,根据程序段分析,DB37.DBX60.5 和DB37.DBX61.4 两个信号都为1,代表主轴停止并且定向完成,DB90.DBD16 和DB90.DBD68 这两个是浮点型数据,将其转换F 格式,数据显示,这两个数据逻辑判断错误,根据逻辑判断要求DB90.DBD16≥DB90.DBD68,这样才能输出为1。实际诊断的结果是DB90.DBD68>DB90.DBD16,其中DBD90.DBD16 是采集主轴编码器的反馈数据,而DBD90.DBD16 是之前出厂设定的数据,因此第一个故障点确定了。继续检查M55.4 的导通条件是M25.1 和M25.4 都为1 时导通,根据在线诊断,发现M25.4 为0,继续向上查找M25.4 导通条件是当M23.4 和M24.4 都为1时导通,根据诊断信号,M23.4 为0,查找M23.4 触发逻辑,根据程序段分析DB34.DBX60.5 和DB34.DBX61.4 两个信号都为1代表W 轴到位置,DB90.DBD12 和DB90.DBD72 与上面DB90数据类型相同,转换数据格式,数据显示这两个信号逻辑判断错误,根据逻辑要求是DB90.DBD12≥DBD90.DBD72 信号,实际诊断是DBD90.DBD12 根据PLC 在线诊断的数据结果,首先将DBD90.DBD72 由-12.55 改为-12.75,此时M23.4 和M24.4 都为1,M55.4 信号为1;将DBD90.DBD16 由2 改成27,此时M23.3 和M24.3 都为1,M55.5 信号为1。再次执行换刀程序,此时换刀动作正确,机床无任何报警,多次执行换刀程序,机床无异常,故障解除。修改前后数值见表1。 事后经过多方了解,该设备曾经更换过主轴编码器,但是因为当时并没有换刀的工艺需求,维修人员仅仅是在调整过定向角度后就结束了维修工作,当时也并没有进行自动换刀测试。在之前维修过程中,没有考虑机床厂家编写PLC 程序时,为安全起见在换刀点位置做了逻辑判断,经过此次深入了解和维修后,将其故障分析维修过程进行总结,也是希望这次维修过程能够对同业人员再遇到此类问题时,提供参考与帮助。 表1 修改前后数值3 机床换刀故障处理
4 结语

