急停安全回路在数控设备中的应用与维修
2021-01-04崔红利吴玉舫
崔红利,吴玉舫
(中国航发贵州黎阳航空发动机有限公司,贵州贵阳 550014)
0 引言
在日常工作和生活中经常会看到急停回路,比如商场的电梯、机房控制屏以及设备上安装的急停开关等,急停回路是设备运行过程中的第一反应点,一旦发生急停报警,所有的动作将会被断开,是安全回路中的第一安全要素。在设备的日常维护和保养中,急停回路的报警发生的概率也很高,不同厂家对于设备在安全回路中的设计也都有所不同,特别对于一些高精尖设备,急停回路的设计相对会很复杂,安全性能很高,任何一个条件不满足,安全回路就不会触发,设备就无法运行。对于安全系数比较高的设备,修复难度也会成倍增加。下面通过几例急停回路报警修复案例,让大家对急停回路的设计和应用有一个初步的了解。
1 米克朗UCP800 紧急停止报警故障分析与解决
某分厂数控加工中心米克朗UCP800 在加工零件中出现紧急停止报警,设备停止不能进行加工。为尽快排除故障,使设备恢复生产,查阅机床资料,综合分析故障现象后,认为故障产生的原因比较复杂,是有一定难度才能修复的故障。急停控制回路线路如图1 所示。
分析急停控制回路线路,故障发生的原因有以下3 个方面:①急停回路相关电源故障引起;②急停回路相关电气元件损坏引起;③急停回路相关控制线路问题引起。
首先进入数控系统,查看输入信号状态表,急停信号输入状态I0 的状态为0,正常状态应为1。说明急停信号输入控制回路未接通。其次,检查图1 急停信号控制线路,测量109 与110 之间的电阻为5.12 kΩ 应为正常的,如果急停开关S644、S121 和S1 正常接通,则端子109 与端子209 之间的电阻为0 Ω,端子110 与端子215 之间的电阻为0 Ω,检查发现端子110 与端子215 之间的电阻为无穷大,说明急停开关S644、S121 和S1 有接点断开或相关线路断开,不正常。
检查发现标号为WX800 的37 芯电缆内有一根急停回路控制线不通,该控制线接在插头引脚29 上(该线两端分别都是接在两个D37 针的引脚29 上),将该线与引脚37 上的线整体对换,测量端子110 与端子215 之间的电阻为0 Ω 正常。但再测量端子109 与端子110 之间的电阻为5.4 Ω,说明有短路现象。取下WX800 电缆插头,测量端子109 与端子110 之间电阻为5.12 kΩ,端子209 与端子215 之间的电阻也是正常的。但一插上WX800 电缆插头,测量端子109 与端子110 之间有短路现象。用万用表检查WX800 的37 芯电缆的通断情况,没有发现异常。重新制作一根36 芯控制电缆更换WX800 电缆,再测量端子109 与端子110 之间电阻为5.12 kΩ 正常。说明原来接在WX800 的脚37 上的芯线在电缆内部有问题。重新恢复原来接在WX800 的引脚37 上的控制芯线,将引脚12 上的控制芯线与引脚29 上的原控制芯线对换后再测量端子109 与端子110 之间电阻为5.12 kΩ 正常。
机床上电起动,急停报警消失,但数控系统显示机床电源中断,机床还是不能正常工作。在机床上电情况下测量端子109 与端子110 之间的电压,电压是12.9 V。检查控制模块A500、A512未发现问题。拨掉WX800 电缆的插头后再送电测量端子109 与端子110 之间的电压,电压还是12.9 V。分析电气图纸,没有发现有12 V 的电压,说明故障点出现在控制模块A121。
取下控制模块A121 进行外观检查,没有发现有明显故障点。而图纸资料中又没有提供控制模块A121 的内部电路图。只是简单地给出了一个控制框图,虽然测量插脚24a 和34c 之间的电阻为0 Ω,但无法判断是否正常。查看控制模块A500 与控制模块A121 之间的连接情况,确定控制模块A121 上的插脚32a和32c 为该控制模块输入电源的正、负极。取下控制模块A121,在它的插脚32a 和32c 接入DC +24 V 电源,测量插脚24c 与24a 之间的电压为DC 12.75 V,进一步确定控制模块A121 有问题。用仪器逐个检查该模块上的各个电子元件,发现有一个器件开路。更换该器件后测量插脚24a 和34c 之间的电阻还是为0,再将控制模块A121 接入DC +24 V 电源,测量插脚24c 与24a之间的电压为DC 22.85 V,电压在正常范围内。将控制模块A121 装回机床,再测试各点电阻值正常,机床通电后起动正常。
由于急停控制回路断线直接导致机床出现急停报警,而控制模块A121 上的一个电子元件损坏,使供电电压不正常,致使器件不能正常工作,最后引起电源中断。
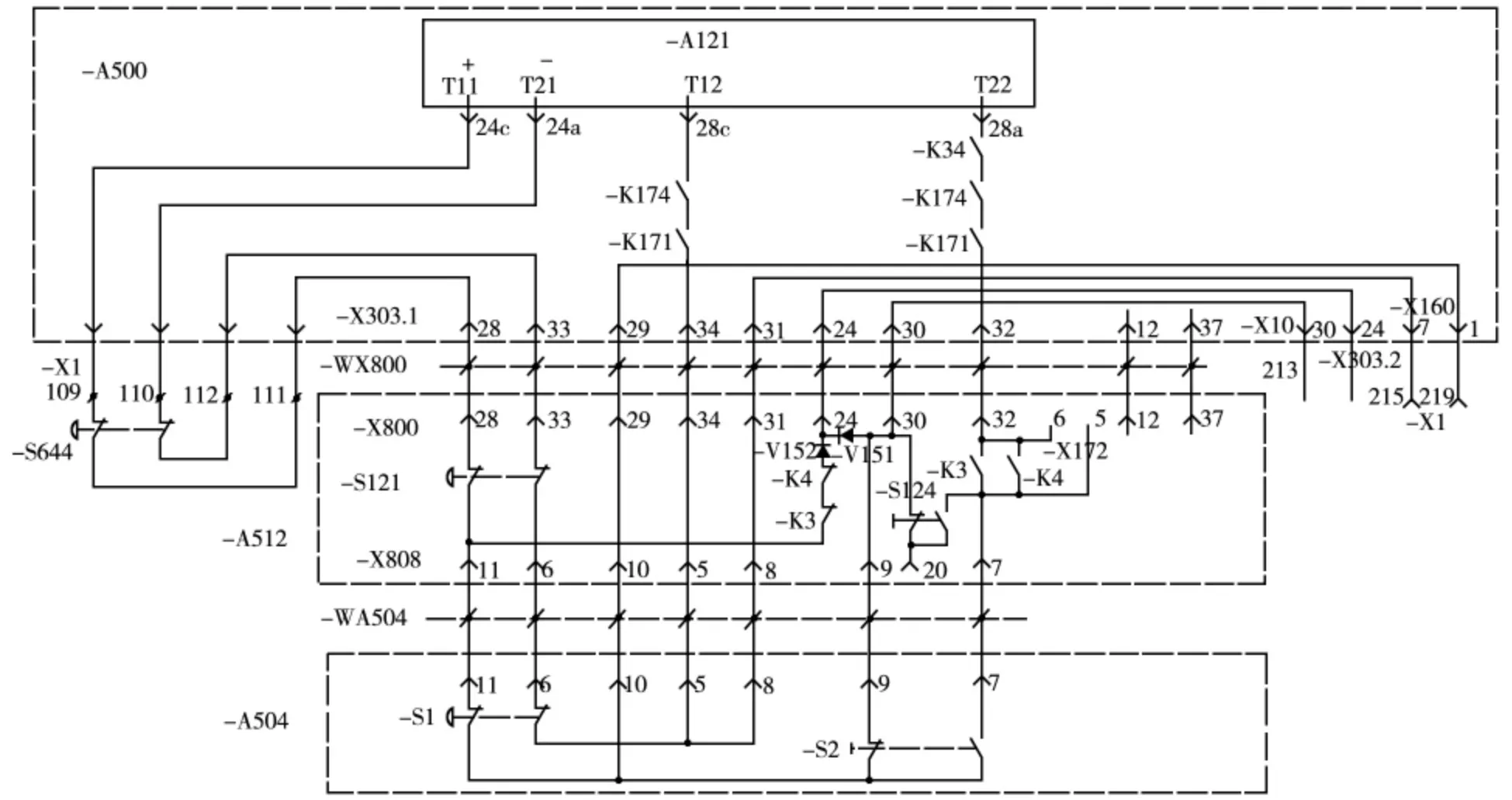
图1 急停控制回路
该加工中心的数控系统为海登汉数控系统,而技术人员对海登汉数控系统又不是很熟悉。如出现控制模块级故障一般是请厂家进行服务或是购买新控制模块进行更换。但本着认真负责的科学态度,积极想办法去排除故障,最后仅用不到0.1 元的成本就修复了控制模块A121,为工厂节约了资金,并且以最快的速度排除了故障。通过这次攻关,使我们又积累了经验,提高了技术水平。
2 DMG160FD 五轴加工中心急停故障分析与解决
燃烧分厂DMG160FD 五轴加工中心,西门子840D 数控系统,在加工结束后需要激活手轮时经常会出现急停报警,设备无法正常工作,需要关机重启后故障才消失,严重影响生产进度。
机床报的是急停报警,首先检查设备的急停开关,总共有4个,2 个分别安装在前后两个操作面板上,1 个安装在排屑车的控制侧,还有1 个是手轮上的急停开关。测量开关触点,测试反应灵敏度,急停开关没有问题。
由于该设备报警时都是在激活手轮时出现的报警,在随后的查找中着重检查手轮线或者手轮本身,将手轮的各连接插口重新插拔,检查手轮控制板及连接线,没有发现异常,试机,报警频率无改善,为了将手轮本身彻底排除,将另外一台设备的手轮进行替换,发现该设备故障依旧,无转移,排除了手轮本身问题。检测手轮底座到输入端子的连接线,完好,查看机床电路图,与报警以及激活手轮相关的电子元器件很多,其中任何一个环节出现问题,都可能导致安全回路报警,设备无法正常运行。
通过分析研判,在激活手轮过程中,各伺服轴的伺服使能上电,抱闸释放,安全组合开关上电,在上电过程中容易出现急停报警,分析该设备的安全组合,有7 个中间继电器与2 个延时继电器与手轮上电有关,为了进一步锁定故障点,通过逐一更换继电器测试的方法,最终将故障点锁定到1 个延时继电器的触点上,从外观看,该延时继电器无任何松动,触点也接触良好,但是将该延时继电器分解,发现其内部触点已损坏严重,更换该继电器,故障现象消失,经过几天的试机,没有出现急停报警。
3 三轴数控铣急停故障分析与解决
锻造分厂1 台三轴数控铣,FANUC0i 数控系统,在加工过程中突然出现急停报警,设备停机,无法正常工作。检查急停开关,接触良好,查看该PLC 状态,开关X8.4 为0,正常状态下该开关状态为1,所以急停信号被触发,查看图纸,发现X8.4 的信号中被串接了6 个限位开关,分别是X、Y、Z 轴的正负极限开关,逐一进行排查,限位开关工作正常。
顺着急停回路查找,X8.4 经过转接接入到了输入输出模块上,后经检查发现I/O 模块灯不亮,拆开I/O 模块,发现控制板上的1 A 保险烧坏,将保险更换,上电后保险又断,说明外部有短路现象。由于输入输出点位比较多,查找起来比较麻烦,为了能尽快锁定故障点,将输入输出模块上的排线全部拔出,再逐一插入,上电重启,直到保险再次烧断为止,经确认,在将排线插入到CB106 插口时,保险再次熔断,故障点就在CB106 上的输入输出线路上,查找线路图,CB106 排线中有主轴换挡电磁阀、主轴夹紧松开检测开关,脚踏开关信号等,在排查到主轴夹紧接近开关时,发现接近开关接头位置有破损现象,将接近开关破损位置处理后,再次上电,保险完好,报警消失。
4 结束语
以上案例是日常维修当中遇到的几例典型的急停安全回路故障,急停安全回路方面的故障主要包括急停开关故障、线路故障、串接限位开关故障以及输入输出模块故障,也有一些高精密设备将急停回路接入安全组合开关,通过安全组合开关控制设备的安全回路,达到设备安全使用的目的。
