某车型车门关闭力大问题分析与解决
2021-01-04李琨,王博,卢勇
李 琨,王 博,卢 勇
(北京奔驰汽车有限公司,北京 100176)
0 引言
车门关闭力标准根据不同设备测量力学参数不一,有不同单位。EZ-Speed 测关门速度,BEDA 测关门距离,见图1。北京奔驰汽车有限公司制定的考核单位为开门距离,使用BEDA 测量仪器。
在整车测量分析中,常用CMM 和GOM 光学扫描仪器进行尺寸测量。整车验证分析使用内间隙测量仪,Cailipre-gap 测量仪、EZ-Slam 瞬时间内气压测量仪器验证是否满足设计要求。
关闭力在不同时间随胶条负荷变形曲线的变化而变化,在24 h 达到一个稳定值,用BEDA 电子测量仪器进行精确测量分析考核,24 h 关闭距离50~80 mm 区间达到最优。公差50~80 mm为OK,标准Prio2 代表需要返修的极限值,Prio4 内为警告值,介于Prio2 和OK 之间。

图1 BEDA、EZ-Speed、内间隙测量仪、Cailipre-gap 及EZ-Slam
1 车门关闭力大现象分析方法
某SUV 车型生产初期质量考核中发现后门出现批量关闭力偏大问题,Prio2>90 mm。根据车门的设计理念总结归纳影响因素,运用结构树法对影响关闭力的每个尺寸和性能指标进行分析。贡献值分析法:对结构树分析法找到每个超差点,通过贡献值分析法,分析每个超差点影响关闭力的贡献量,从而进行针对性优化。
2 关闭力大原因分析与解决
2.1 造成关闭力大的原因
(1)尺寸因素。根据三坐标在线监测,侧围、车门总成局部超差,拟合断面检查存在局部胶条压力过大,车门装配姿态和尺寸偏差。
(2)性能指标因素。车门胶条和侧围胶条两道密封系统的CLD(截面设计及材料的压缩-负荷变形曲线)偏大也是影响关闭力的因素。
(3)设计因素。通过EZ-slam 对气压的评估,得出车门在排气方面不顺畅,内气压设计偏大。
2.2 各个因素的偏差
(1)尺寸因素。利用GOM 扫描技术对整个车身和侧围内部扫描,姿态显示车门局部异常。车门Y 向面和侧围密封面通过真实测量数据断面拟合对比分析,深色为真实值,浅色为设计值,得出侧围偏差增加了胶条的压缩面积(图2)。
(2)性能参数因素。主密封胶条CLD 标准(4.5~8.5 N),生产测量(7~8 N),普遍偏大。
(3)气密性因素。通过瞬时气压测量(关门瞬间不同关闭力对应气压值),可以测出关门力为110 mm 以上,气压值过大(1.1 mbar(0.000 11 MPa)以上),排气不足。80 mm 气压0.81 mbar(0.000 081 MPa)。
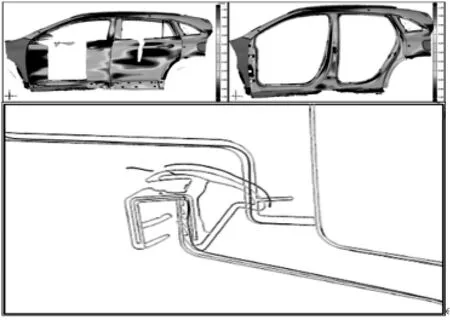
图2 扫描整车和侧围及真实断面拟合法分析
2.3 各个因素的贡献值
在两道密封系统车型中,钣金尺寸的偏差,归结到一起,实际是影响车门胶条和侧围门洞胶条的压缩距离,通过内间隙测量仪测量并调整内间隙,间接分析尺寸对关闭力的影响。
通过对铰链处姿态的调整和锁住位置的调整,每增加0.5 mm 的外闪量,测量关门力的变化。得出:内间隙以14 mm为中值,间隙越小,关闭力越大,在13 mm 以上增长剧烈。见图3、图4。
通过在相同时间内,相同状态(内间隙一定)选择不同CLD胶条进行关闭力变化分析可得出贡献。通过测试,要求供应商提供CLD 在5~6.5 N内车门密封胶条,见图5。
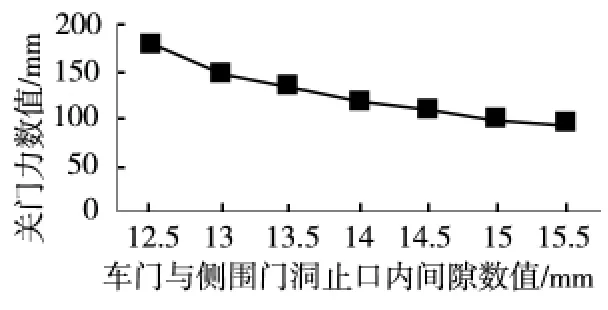
图3 关门力数值与铰链处内间隙关系
在气压的影响上,主要在侧围侧密封胶条上使用增加排气孔的方式进行气压试验。在侧围胶条每隔15 mm 增加一个排气口,测试结果对关门力有明显降低。

图4 不同内间隙下锁住位置对关闭力的影响
2.4 零件优化可行性分析及验证
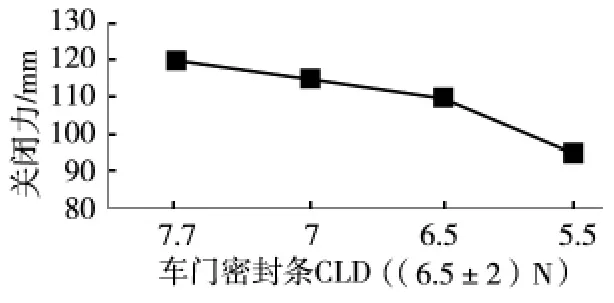
图5 相同内间隙不同CLD 对关闭力的影响
分析主要原因“X”。X1车门胶条CLD从7.7 N 平均值降到5.5 N,X2车门铰链深度best fit 机器人调整,保证内间隙。X3侧围密封条排气孔增加全球车型统一更改。优化后使用BEDA 测量仪器对关闭力在24 h生产车辆下线后测量追踪1~2 个月的批次,99%车辆全部合格在中值附近波动,并无漏水和风噪问题发生。
3 结语
提高序列化生产关门力的质量,必须有严格质量要求,反推产品设计的优化,不断突破解决攻坚克难。
