IMS测厚仪的原理及影响因素
2020-12-30郭明明
郭明明
(烟台东海铝箔有限公司,山东 龙口 265706)
厚度是铝板带、铝箔产品最主要的指标之一。厚度精度的高低,对用户来讲,它能反映铝板、带、箔使用特性的好与坏。轧制的厚度精度主要从温度、材质密度、环境等因素进行了分析。IMS测厚仪高压发生器HSG40、X射线控制器RSG100、X射线管等现场设备与柜内设备共同完成对铝箔的实际轧出厚度进行直接或间接地连续测量,把测得的实际值与给定值进行比较,产生偏差信号,去改变轧机的其他控制点,以控制出口厚度在容许的偏差范围内。
1 测厚仪的原理
某治金属性质的入射射线强度和吸收系数一定时.X射线测厚仪原理是:X射线根据通过检测介质对射线的吸收率来间接测得介质的厚度,即测量被测铝板所吸收的X射线量多少,根据该X射线的射线能量值的大小,确定被测铝板的厚度。由C框架X射线探测头将接收到的射线量信号转换为电信号,经过前置放大器放大,再由专用测厚仪操作系统转换为显示给人们以直观的实际厚度信号。
X射线源辐射强度的大小,与X射线管的发射强度和被测钢板所吸收的X射线强度相关。一个在系统量程范围内的给定厚度,为了确定其所需的X射线能量值,可利用M215型X射线检测仪进行校准。在检测任一特殊厚度时,系统将设定X射线的能量值,使检测能够顺利完成。

图1 测厚仪原理
在厚度一定的情况下,X射线的能量值为常量。当安全快门打开,X射线将从X射线源和探头之间的被测钢板中通过,被测铝箔将一部分能量吸收,剩余的X射线被位于X射线源正上方的探头接收,探头将所接收的X射线转换为与之大小相关的输出电压。如果改变被测铝箔的厚度,则所吸收的X射线量也将改变,这将使探头所接收的X射线量发生变化,检测信号也随之发生相应的变化。
2 IMS测厚仪厚度控制系统硬件的组成
主要有X射线控制器、高压发生器、X射线管、电离室等其他辅助设备组成。
2.1 X射线控制器RSG100
RSG100由一个集成的主滤波器提供电源。在主滤波器后,电源被分割,分配到电源回路和控制电子回路,控制电子回路由两个电源装置提供电源。电源回路由连接器提供电源。此后,电源被整流以便提供一个约为320V的直流电压给电源回路。
主整流器后面接一个斩波器,这个斩波器确保那个已被整流的主电压调整为软件所规定的数值,这就确保了后面HSG控制系统的输出功率放大级收到一个最佳电压,以便控制。斩波器对线路的波动起到稳定的作用。
HSG控制系统的输出功率放大级是一个全电桥电流转换器,这个稳压的斩波器电压由电流转换器进行斩波,送入HSG的变压器。
2.2 高压发生器HSG40
高压发生器由高压变压器和高压级联组成,它们用来矫正和放大高压。高压发生器由高压反馈测量系统进行测量,并反馈到RSG100的高压调剂器。
HSG除了产生高压外,还包含有灯丝变压器。它将控制加热灯丝所需的电压进行变压成高压。灯丝变压器由RSG内的模块HZK1提供功率。
HSG还配置有温度监控器和温度补偿器,它能够在温度波动时防止过热并进行温度补偿。
高压发生器通过两个连接器连接到连接盒上。
2.3 X射线管
X光管的作用就是产生X光,它由阴极(负极)和阳极(正极)组成,阳极接地,在阳极和阴极之间施加一个负的高电压,X光管的内部为真空,因而在阳极和阴极之间可以形成绝缘。
阴极包含有一根加热灯丝,在高电压的作用下灯丝发出电子,电子在冲撞阳极后速度减慢,因此产生实际的X光。
为了了解X光控制器的工作原理,首先需要理解以下术语和这些数值重要作用。
高压UHv
术语高压是指作用在X光管阳极和阴极之间的电压,高压决定辐射的能量,高压越高,辐射越“强”,穿越介质的能力越“强”。
管电流ITb
管电流就是流过X光管的电流,管电流决定辐射的强度,提高管电流不会改变特性,仅能增强辐射的强度。
灯丝电流IFL
灯丝电流是指将X光管内加热灯丝运作起来所需的电流,它决定于管子,可在2.5-4.5A范围内调整,RSG100的软件根据负荷设定值来计算灯丝电流的最佳原始设定值,而负荷设定值来自kV和mA值。管子电流通过改变灯丝电流来控制.
例子:
灯丝电流参考值:3.51A
2.4 电离室
电离室(图2)是一种已气体为介质的射线探测器,当从高压射线管里发出的射线穿过带材时,射线被带材吸收一部分,为吸收的射线击到电离室,将测量箱体内的填充气体电离,换句话说,气体原子结构的外层电子被释放,原子的带电量因此不再是中性的。这些离子对将按照作用电压的极性被吸附到电极上,这样就产生了电流,电流与入射射线的强度成比例。这个电流经过运算变成一个0-10V的直流电压信号,被送到X射线控制器RSG100快速进行计算和处理,最后得到厚度值。
射线量与被测物厚度之间的关系方程:

式中:L=为测厚仪X光管的射线量;Io为=电离室吸收的射线量;μ为吸收系数;ρ为被测物的密度;x为被测物的实际厚度。
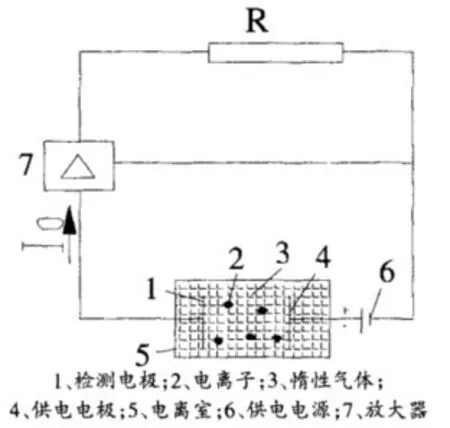
图2 电离室原理图
辐射强度越大,产生电流越大,探测其上的输出电压降就越大。可以看出,探测器的输出电压与击到电离室的射线量成正比关系,被测物的厚度与探测器的输出电压成自然对数关系。
3 影响测量精度的因素
3.1 射束路径中空气温度的变化
如果调零后,测量间隙(辐射源到检测器之间的区间)的空气柱的温度发生变化,则空气密度发生变化,导致产生误差,误差会叠加到正在测量的变量。
空气升温后其误差为负值,降温后其误差为正值。空气的面积重量以约-4.7g/m2每10cm每10℃发生变化。
采用低能量的γ和X射线的测量系统,对一个特殊的能量而言,其质量吸收系数不仅取决于密度,也取决于照射介质的原子序数。
对于射束路径中,因空气温度的变化引起的误差幅度,在计算时必须加以考虑。误差的变化与,测量材料的质量吸收系数和空气的质量吸收系数的关系,成比例。
3.2 材料温度(图3)
随着材料温度的升高,正常的铝的体积也增加,即,面积和厚度线性增加。
如果只考虑一个常量面积(在温度升高之前的面积),则面积重量随温度的升高而降低。
在基于确定面积重量而进行厚度的放射性测量时,在体积上与温度相关的增加中,垂直方向上所占的材料比例保持不变。
随着温度(与面积的增加成比例)的上升,放射性测量得到的热厚度降低。
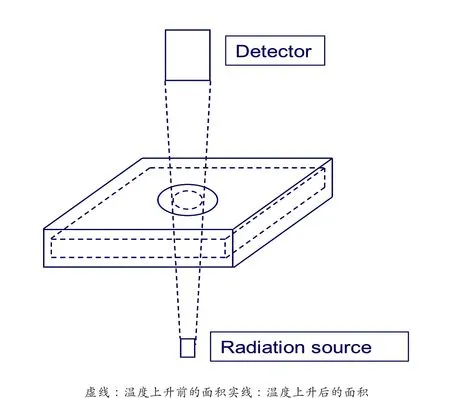
图3
3.3 射束路径中的杂质
3.3.1 在测量系统中
射束发出窗口或者检测器之前残留有灰尘、水、油滴或结疤,将会影响全辐射信号。
一般在带材两次通过期间进行这种污染的调整。如果在带材两次通过期间保持不变,就不会造成测量误差。
如果有变化,就会产生一个测量误差,误差取决于辐射类型,有可能只与密度(Cs 137)成比例,或者也取决于原子序数(X射线,Am241射线)。
例如,在Cs 137测量系统中的1mm的水,将导致约为0.125mm Fe 或者0.37mm Al 的测量误差。
在Am241测量系统中的同样厚度的水,将导致约为0.025mm Fe 或者0.24mm Al 的测量误差。
3.3.2 在材料上
在材料上的杂质常常会导致测量误差,因为在测量系统校验时无法发现杂质。
它们不是沿带材长度和宽度均匀地分布的。
3.4 材料位置的影响
必须区分位置上的水平、平行平面的变化和角度上的变化之间的区别。
3.4.1 角度的变化
材料角度上的变化,会因辐射的倾斜而改变测量结果。
这样产生的误差与,正常位置和错误位置(辐射长度随角度增大而增大)的夹角的余弦,成比例。

如果材料在其正常位置上被倾斜辐射,必须考虑正常位置辐射角与错误位置辐射角的余弦差。
3.4.2 平行平面的变化
在材料位置内的平行平面的变化,可能造成测量误差。在被辐射材料的出口表面会发生散射辐射。
根据瞄准度类型、材料与检测器的距离,这种散射辐射能够很好或很差地照射到检测器,从而改变测量信号。
如果把材料向一个未瞄准的检测器的方向移动,显示的厚度将变小。在间距小以及不瞄准情况下,每10mm位置变化,测量误差可以达到0.1%。
3.5 合金成分
在一个经过基本密度校验的使用中等能量的β和γ射线(开普敦效应,即,利用能量大约为660KeV的Cs137 )的测量系统中,应该把合金化材料的密度与材料基本密度的不同考虑进去。操作时必须输入正确的合金成分。合金成分不同,补偿系数不同。
4 结语
铝板带箔轧机的厚度控制是轧机生产过程中的最重要的控制内容之一,也属于较为复杂的控制技术,涉及方方面面的因素。综合以上介绍和分析,除了要保证设备的制造、安装精度的测厚仪外、加强日程管理、保证设备的完好及来料的质量,对于保证厚度控制的一致性和稳定性,有着至关重要的意义。
