钢丝焊接骨架增强聚乙烯复合管施工现场封口技术研究
2020-12-28李宏亮
李宏亮
摘 要:钢丝焊接骨架增强聚乙烯复合管(GSG)制造过程是以缠绕并焊接成型的网状钢丝作为加强骨架,与塑料同步挤出成型,使骨架镶嵌在国际通用塑料PE80、PE100级聚乙烯管壁中间复合而成新型管材。钢网与聚乙烯最终形成立体交错的网状复合结构,钢网承受介质产生的绝大部分压力,聚乙烯包裹钢丝起到防腐密封作用。管材端面分别采取锥口、平口两种封口形式,需要大型注塑成型设备,但在工程现场施工时,由于空间等限制无法应用大型设备,施工现场断管封口一直是行业难题,本文通过对现有施工封口技术分析研究,介绍了一种新型高效、质量稳定的现场封口设备及技术方法。
关键词:钢丝焊接;复合管;施工封口
钢丝焊接骨架增强聚乙烯复合管是一种集钢材与热塑性塑料两种材料优点于一身,有着优良的综合性能的新型复合管材产品,钢塑两种材料以结构复合方式复合。定长管材连接时主要采用配套的电熔套筒连接,其连接原理是在增强电熔套筒内等距螺旋布置电热丝,管材插入后,以专用电源给电热丝供电,电流的热效应使套筒内壁--管材外壁一定厚度的塑料快速均匀熔化达到焊接的目的。连接处强度不低于管材本体。而施工中由于现场需要不同长度管材,管材截断后断面有钢丝外露,为防止钢丝为氧化生锈导致管材脱层,必须要对管材切割断面进行封口。
目前,国内钢丝网骨架塑料复合管材断面封口方法主要以塑料封口环进行封口,该封口方法首先需去除管材端面钢丝,开具一定深度的环形凹槽,而后利用热风枪将聚乙烯焊条熔接于管材端面。使用工具较多,如修边刀、角磨机、手工焊条、热风枪等,携带不便,工艺繁琐且材料损耗较大,封口效率和合格率较低,最大缺点是封口后的管材堆放在露天场地上时间较长时封口环就会脱层进而脱落,当封口环脱落后钢丝就会直接与管内输送介质接触,介质会直接腐蚀钢丝导致管材脱层,继而导致承压降低致管材爆裂,影响整条管线的正常使用;另外,受限于施工现场的技术和资源条件,管道施工过程中可能出现需要切断管材但无法封口的情况,此时如在不封口的情况下直接焊接,将给工程质量埋下巨大的隐患,故钢丝焊接骨架增强聚乙烯复合管迫切需要一种操作简易高效的封口方法和携带方便的封口设备。
1 研究内容
1.1 钢丝焊接骨架增强聚乙烯复合管端面封口问题
钢丝焊接骨架增强聚乙烯复合管其生产工艺及管材结构决定了管材定长生产方式,施工断管后需在现场进行端面钢丝封闭,主要存在以下问题:
1.1.1 操作难度大
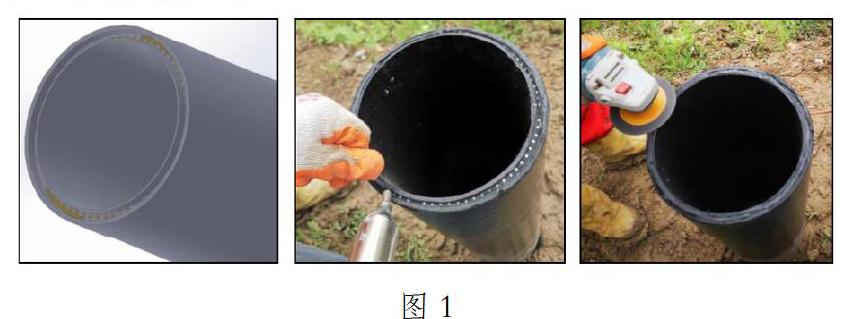
管材现场切断时,先在端面开U形凹槽,槽深宜为(3-5)mm,宽度均匀,靠近内壁的布料保留完整,管端经、纬线打磨清除至U形槽底,不得与槽壁有连接之处。U形凹槽使用角磨机开槽,需要将端面、圆周钢丝全部去除后形成U槽。操作人员需要经过长时间练习,掌握端面钢丝的去除技巧。如图1所示。
1.1.2 效率低
开具环形凹槽及利用热风枪进行焊接,都需要较长时间,熟练工人完成一个手工封口大约需25min左右。
1.1.3 质量不稳定
管材端面开槽受人员因素影响较大;热风枪焊接时受环境因素、人员因素影响较大,封口质量不易控制。
1.2 钢丝焊接骨架增强聚乙烯复合管施工现场封口设备及技术研究
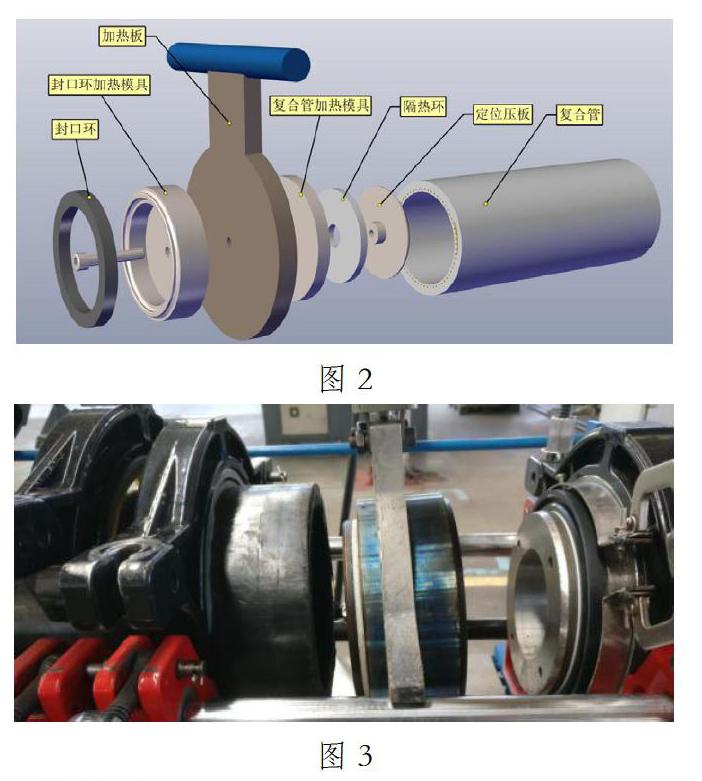
设计聚乙烯封口环及加热模具组件,施工现场封口时,利用加热模具组件分别对管材端面及封口环进行加热,而后将封口环压合于管材端面,将封口环与管材熔接,形成平口式管材封口。封口设备原理图及成品图如图2、图3所示。
2 具体实施方式
2.1 设计凹槽式聚乙烯封口环
封口环的设计要保证管材端面的钢丝能进入封口环的凹槽内,不会阻挡封口环与管材端面的熔接;环与管材压合时,槽内气体易于排出;与管材端面纯塑部分熔接良好;保证熔接后纯塑段的长度。
2.2 设计加热模具组件
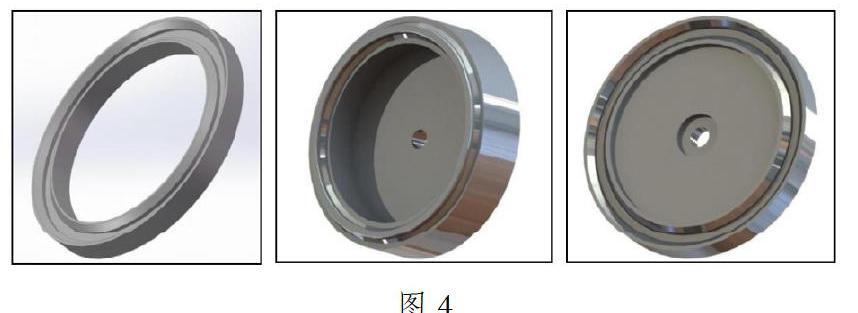
加热模具组件作用是分别对管材端面及封口环进行加热。管端加热模具加热的同时要将管端进行塑形为锥形,使管材更易与封口环熔接;加热组件即要保證对管材、封口环的加热质量,又要保证加热完成时易于与封口环及管材进行分离;加热组件对管材及封口环的加热效率需一致,即管材和封口环要同时达到适宜熔接的状态。加热模具组件及封口环如图4所示。
2.3 设计快速夹钳
设计固定封口环用的快速夹钳,利用大力钳的原理,实现封口环的快速固定、取出功能,同时将夹钳可安装于定位架之上。
2.4 定位架设计
定位架主要用于安装封口环固定模具,封口时起到固定管材与封口环作用。针对不同施工要求需分别设计液压动力及机械动力支架。
2.5 施工方法介绍
使用过程:电热板通电加热后,复合管加热模具、封口环加热模具分别升温。分别加热纯塑封口环和复合管端面后,撤走电加热板组件,利用压力将复合管和纯塑封口环压合,将复合管与封口环熔合。
3 熔合指标
①端面均匀取四点进行塑性撕裂试验,塑性撕裂长度不小于75%;②连接性能试验要求无破裂、无渗漏。
4 应用效果
①解决了GSG管施工现场封口的行业难题;②封口效率高,封口效率由手工封口的35分/口,提高至10分/口;③封口质量好且稳定,熔接面可保证100%塑性撕裂;④攻克了GSG管行业内现场断管施封口的难题。
5 结论
通过对钢丝焊接骨架增强聚乙烯复合管施工现场封口设备、技术的研究,提高了管材安装效率及工程安装质量,解决了GSG管现场施工的行业难题。促进了钢丝焊接骨架增强聚乙烯复合管的应用和推广,意义重大。
参考文献:
[1]孙红镱,马文琦.钢骨架塑料复合管技术[M].哈尔滨:哈尔滨工业大学出版社,2003.
[2]田忠,赵渊,李恒欣,等.钢骨架塑料复合管的研究进展及对策[J].化工机械,2008,35(05):310-313.
[3] CECS 315-2012.钢骨架聚乙烯塑料复合管管道工程技术规程[S].北京:中国工程建设协会标准,2012.
