智能生产系统数据采集、传输、控制技术在大米加工业中的研究与应用
2020-12-28季坤
季 坤
(国粮武汉科学研究设计院有限公司,湖北 武汉 430079)
薄利的粮食加工行业,受到天气气候变化、石油价格波动、国际贸易摩擦、行业竞争的加剧、消费市场的敏感洞察、资金链的供应等多方面因素的影响越来越大,如何向运营管理要效益,自动分析出来并抓住关键点,让实时的事实数据主动说话,研判趋势,成为具有行业引领作用的工程技术难题。
目前国内大米加工行业具备先进技术水平的工厂只是仅仅建立了上下游各车间相对独立的PLC/DCS控制系统,其生产单元和各个业务单元依赖于人工调度,作业流程冗长、复杂,数据交互出错情况时有发生。大部分企业现在都是依靠追踪追溯性不强、不精准、非实时的横向联系来协调企业生产和管理,且现场级、工厂级、集团级的联系、反馈渠道局限在ERP系统内,对透彻感知,全面互联,深入智能的工业物联网和智能工厂的解决方案存在碎片化的认知和强烈需求,需要系统性集成化的研究与应用[1]。
目前企业的管理层与生产制造层之间的衔接不够紧密,生产任务执行效率不高,订单响应不及时,生产过程控制比较分散,各车间之间的信息交流少,生产效率不高,资源不能有效的整合、高效的利用。
随着计算机技术的越发成熟,把工厂内采购、物流、加工、仓储、销售运输等系统连接起来,实现生产数据化、透明化将产生越来越大的经济价值和社会价值。
1 智能生产系统概述
智能生产系统是把工厂内系统都集成起来,实现数据化和信息化,结合大数据分析及优秀的管理经验来达到生产管理智能化的目标。智慧工厂平台不仅仅旨在通过高度集成的自动化来减少生产线上的员工;还能加强管理层对工厂的直接管理从而降低管理成本,加强风险管控。智慧工厂与传统工厂最大的不同是,所有软件、系统之间的数据都实现了互联互通、统一管理、统一调配。
智能生产系统是以销售和生产订单为核心,将工厂自控系统、实验室系统、仓储管理系统、一卡通系统以及安防系统等整合起来;以工厂生产和运营数据为基础、利用大数据分析手段、同时辅以人工智能对生产管控进行大幅度提升。
智能生产系统利用大数据分析+精细化控制+数字化管理 实现商务订单至生产线之间的联动,实现整线的集成控制和统一调配;减少订单切换间的空待机和热待机,降低不必要的能耗和物耗,减少生产过程中的人工切换操作,对设备进行预防性维护管理,实现生产过程的数字化运维。
2 智能生产系统在数据处理方面的特点研究
智能生产系统作为数据分析和应用平台,需要实时对接生产、商务等其他系统,对数据的真实性、实时性要求比较高,同时也对数据的需求种类和具体需求点提出了很多要求。智能生产系统与传统PLC/DCS不同的是其必须在包容传统PLC/DCS系统功能的基础上,再进行核心管理功能开发,是一个集成各种系统的智能化平台。
2.1 智能生产系统数据收集
目前大米生产过程中需要采集的数据点至少包含以下检测和控制点:
(1)订单总数。
(2)分批次交货种类、数量、时间:精确至t/袋。
(3)原料粮食库存情况,种类、货龄:精确至t(或袋)/d。
(4)生产实际过程量:如砻谷工段产量、碾白工段产量、碎米量、凉米仓库存量、成品仓库存量、成品打包数量、配米各种类库存及消耗量等等。
(5)能耗(kW·h)数据:砻谷工段、碾白工段能耗、关键设备(如碾米机、抛光机、空压机)能耗等等。
(6)配米数据:全自动配米线产量、仓内存量、产能利用状况、完成率等。
(7)副产品数据:小碎米、中碎米、黄粒米、垩白粒等。
(8)工艺控制数据:抛光机电流、碾米机电流等。
(9)设备管理数据:设备运行时间、次数、状态、维修情况等。
2.2 智能生产系统数据传输和处理
2.2.1商务系统、管理系统、生产系统之间的数据衔接和传递
目前已经基本实现生产管理方面的无缝集成和对接,实现生产从SAP下发,生产结束之后数据返回至SAP的全套流程。其数据流见图1。
所有系统数据以中间智慧工厂管理平台为中心进行数据交互,销售订单数据经过平台整合后下发至自控系统,生产数据和维护数据经由智慧工厂平台反馈回SAP系统内维护部分。同时,根据销售订单生产状况实施调整库存,直接对接原粮采购系统,打通各个系统之间的信息通道,打破信息孤岛。
各管理系统之间对接方式为数据库数据交互。数据库交互可以采用多种方式,如直接读写数据、API接口、web端授权数据读写等。
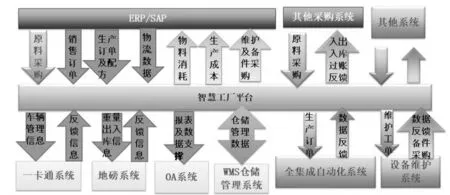
图1 商务系统、管理系统、生产系统之间的数据衔接和传递
所有管理系统以智慧工厂平台为中间纽带,将其他系统所需数据传递给智慧工厂平台,进行整合合并之后将部分信息发送给其他系统。期间,由于智慧工厂平台、集团SAP系统、原粮采购系统采用BS架构,因此需要在服务器之间进行数据对接,部分系统尚有接口未开放,因此我们引入操作层面的接口对接方案,将整套系统打通。
2.2.2生产系统与生产设备之间的无缝集成
(1)实现生产线的全自动。多条产线间的全自动运营,自动切换,“一键式”操作。在具备条件的前提下,利用高级别的自动化系统对整线进行控制,实现产线间的全自动无缝切换;能够大大减少设备空转时间,减少车间人工操作范围和工作量,杜绝了操作失误的可能。
例如,车间全自动生产。根据实际生产需求量自动调整生产线状态,能够实现多条生产线的无缝切换,节省大量生产线切换过程中的工作量。利用设备和工艺间的连锁,配合软件算法杜绝了人工操作过程中犯错误的可能性。
(2)实现设备级的无缝集成。联通流量秤、生产线(多线配合和切换)、配米秤、打包秤等,实现生产线设备全集成。利用工业设备之间数据协议的统一性,使生产控制系统能够与现场自动化设备进行更好的互动,所有设备数据采集至中央控制系统,统一处理并进行各个设备间的优化后将新的控制数据下发至各设备。
例如,全自动配米。订单可由SAP系统下发也可在自控系统中创建,根据订单量自动计算完成量、完成时间并匹配库存状态;多达45台配米秤全自动启动停止、根据配米线占用情况提醒并调整其他订单产线,可以有效的提高生产效率和生产线的控制精准度。
3 智能生产系统的数据处理技术手段
3.1 数据的传输模式确定
要实现各系统间的数据传输,需确保通讯协议的一致性,同时要保证各接口协议的可扩展性。工业数据协议在保证稳定的前提下具备统一性,各设备之间完全支持,更方便系统之间的衔接[2]。目前、大米加工中使用到的通讯协议为大致有如下几种:
(1)生产线基础设备数据采用传统的DI/DO/AI/AO等方式采集和控制,此种方式安全可靠,且可以对各自动化设备进行衔接。
(2)工业以太网Profinet:控制生产线设备,通讯速度最快,通讯稳定,距离略短,造价高。
(3)Profibus-DP:控制生产线和需控制的自动化设备(如配米秤、打包秤等),通讯速度最快,通讯较稳定,距离长,造价较高。
(4)modbus:采集数据所用(如电能表、流量秤),通讯速度较慢,距离长,造价低。
(5)其他:定制化通讯协议如SACII,Open TCP/IP,RTL等,适用于抛光机、米机等。
(6)数据库数据传递:利用IT技术实现各系统之间的数据传递、实现OT向IT层的转移。
3.2 数据的存储及处理设计
智能生产系统数据采集和处理服务器需具备以下能力:
(1)建立实时、可靠的备用系统从而保证系统的持续工作。
(2)系统数据能以双硬盘同时储存的形式,防止硬盘的意外损坏造成数据丢失。
(3)系统具有电子记录/电子签名功能,任何关键数据的变更,上一次输入,谁做的变更和变更时间都应有记录。
(4)任何进入系统进行操作的用户都需登录,并记录登录信息。
(5)用户不允许进入或使用未授权的模块或功能。
(6)访问任何操作和配置功能可通过设置特定授权级别加以保护。
(7)每一个用户拥有唯一的用户名和密码,该用户名和密码不能被其他用户重复使用,建议能在给定的周期内提醒用户更新密码,以前用过的密码无法继续使用。
(8)防止非法的访问和操作,将操作人员分为三级:操作员、工艺员和管理员。
①操作员:可以在屏幕上查询数据,打印报表。当通讯中断时,控制可以继续;当通信恢复时,系统重新回到正常步骤,没有异常发生,设置的工艺参数没有更改过,电子记录里可查询到通讯中断和恢复的事件。②工艺员:除操作员所有的权限外,还可以修改设定值,如报警上下限。③管理员:拥有所有操作权限,如数据备份、进入维护模式,设置操作员等。
利用此技术手段,实现商务订单至生产订单、生产订单至设备控制的直接通道,以达到节能降耗、提质增效的目的。
4 智能生产系统数据处理及呈现
利用IT技术,打通生产设备、生产系统、生产报表系统、生产管理系统(OA、排班)、SAP系统之间的数据通道;打破各系统各设备之间的信息孤岛。
将销售订单分解、合并成生产订单,然后下发至生产控制系统,对不同的销售订单进行适应车间状况的排程,保证订单间的无缝自动切换,避免人工操作造成的等待和浪费;生产进行过程中通过智慧工厂平台完成偏差实时调整,能耗数据实时采集分析,生产计划预测,设备信息实时采集等任务;生产结束后将订单数据反馈回智慧工厂平台,形成统一的分析报表,方便工厂管理。
例如,生产、配米订单的下发。从SAP自动抓取并下发;利用系统之间的通讯模块,直接读取SAP数据,拆分组合之后下发至DCS系统,避免系统间数据人为传递过程中的延时和疏漏。
另外、还可采集车间生产和运营基础数据,利用这些数据实现车间生产状况总览、能源消耗情况展示及分析。形成以下几种表现形式:
车间总体看板及能耗面板:根据车间产能状况可以对车间总体产量进行核算分析,实现日产能能耗分析,实现不同品种的能耗数据分析。
生产及能耗报表:管理车间各生产线状况和能耗情况,关注重点设备能源消耗数据,根据生产实际状况分析能耗情况并尽可能的提出改善方案。
直观的能耗分析数据:利用采集的能耗数据,形成多种表现形式,辅助工厂进行能耗分析和工艺优化。
5 结束语
提出针对核心能力和核心业务模块的解决方案,建立智能化生产系统。在此基础上搭建能源监测和管理模块、集成自动控制系统、实验室系统、一卡通系统、安防系统等功能性系统。利用系统实现工厂KPI考统、成本核算、库存信息管理(产品、原辅料、设备、备品备件)、车辆管理、设备管理,实现工厂的数字化运维。建立以数据驱动、技术驱动的智能工厂,生产层面各车间生产加工以集成化的数据、精确的计量来规范车间生产,提高车间管理的精确度,通过PDCA循环,提升全厂智能化水平。