自酿甜酒中氨基甲酸乙酯含量控制研究
2020-12-28朱玉婷陈同强
朱玉婷,陈同强, 李 灿
(1.三二○一医院药学部,陕西 汉中 723000; 2.食品安全监测与预警湖南省重点实验室,湖南 长沙 410111; 3.湖南省食品质量监督检验研究院, 湖南 长沙 410000)
甜酒,也称醪糟,是一种以糯米为主要原料,经酒曲发酵制得的传统发酵食品[1]。据报道,甜酒中含有丰富的碳水化合物、氨基酸、维生素、有机酸和微量元素等人体不可缺少的营养成分[2-3],其味甘性温,入脾肾肺经,具有温胃健脾、益气止泻、生津止汗的作用[4],因此,深受大众的喜爱。由于一般甜酒制作的工艺较为简单,许多甜酒爱好者更倾向于自酿甜酒。
氨基甲酸乙酯(EC)作为一种有机污染物,在食品发酵过程中产生,因此这类化合物在发酵食品和酒精饮料中广泛存在。研究表明,EC是一种多位点致癌物,可导致肺癌、淋巴癌、肝癌和皮肤癌等疾病,并且乙醇对EC的致癌性有促进作用[5-6]。
科学家们已经深入探索了EC在酿造酒中的形成机制,确定了 EC 及其前体物质的来源与转化关系,为制定EC的控制措施奠定了理论基础。目前,物理化学、酶学及代谢工程等手段已经应用于酿造酒生产的各个阶段以控制EC 的含量,但家庭自酿甜酒设备工艺过程一般较为简单,很难做到像成熟生产企业一样对其中污染物进行必要的检测与控制,因此,自酿甜酒中出现EC含量偏高较为常见,从而导致其危害人体健康的风险升高,而国内外关于自酿甜酒中EC含量控制的报道鲜见。本研究围绕料水比、酒曲量、发酵温度、发酵时间等因素来控制自酿甜酒中EC的产生,结合气相-质谱联用法(GC-MS)检测,在保持甜酒口感品质前提下,通过优化工艺条件以达到降低EC含量的目的,为自酿族们提供科学合理的技术指导,为自酿甜酒质量安全提供保障。
1. 材料和方法
1.1 材料
糯米(水分在15%以下,淀粉质量分数在70%以上);酒曲(酿酒酵母;米根霉),湖南省永鑫酒曲有限公司;氨基甲酸乙酯( C3H7O2N,CAS号:51-79-6),纯度≥99.0%;D5-氨基甲酸乙酯(C3H2D5NO2,CAS号:73962-07-9),纯度≥98.0%。
1.2 仪器与设备
TRACE 1310 ISQ气相-质谱联用仪,RTX-WAX毛细管色谱柱(30 m×0.25 mm×0.25 μm)。
1.3 方法
1.3.1酿制工艺[8-9]
将经多次浸洗过的糯米蒸煮后,加入一定比例的酒曲,保温发酵一段时间,冷却,即可得成品甜酒酿。
1.3.2单因素试验
以氨基甲酸乙酯(EC)含量为指标,分别考察料水比、酒曲量、发酵温度和发酵时间等因素对自酿甜酒中EC产生的影响。
1.3.3响应面优化试验
根据单因素试验所得结果,选择酒曲量、发酵温度、发酵时间3个因素为考察因素,以氨基甲酸乙酯含量为响应值,因素水平设计见表1。

表1 自酿甜酒工艺响应面因素和水平表
1.3.4氨基甲酸乙酯含量测定
参考标准方法GB 5009.223—2014《食品安全国家标准 食品中氨基甲酸乙酯的测定》[10]进行检测。
2 结果与分析
2.1 单因素试验结果
2.1.1料水比对氨基甲酸乙酯(EC)含量影响
由图1可知,在相同的酒曲量(0.28%),发酵温度(37℃),发酵时间(2.5 d)下,随着加水量的增大,自酿甜酒产生的EC含量有所升高,但总体来说变化不大。当料液比达到1∶0.6时,酒精度为2.8%,口感较甜,爽口;之后随着水量增加,甜酒的口感逐渐变差,开始出现酸涩苦味道,其原因可能是随着加水量增大,自酿甜酒中乙醇(料液比1∶0.8时,乙醇体积分数为1.6%;料液比1∶1.0时,乙醇体积分数为1.2%)、糖类及香味物质相对减少造成的。因此,综合考虑,最佳料水比适合控制在1∶0.6左右。由于在整个工艺优化过程中,料水比对自酿甜酒中EC含量的影响相比其他因素而言并不明显,故料水比在响应面试验中不作为考察对象。

图1 不同料水比下EC含量比较
2.1.2酒曲量对氨基甲酸乙酯(EC)含量的影响
由图2可知,在相同发酵温度(37℃)、发酵时间(2.5 d)以及料水比(1∶0.6)下,随着酒曲量的增加,自酿甜酒中EC含量逐渐有所增加。在酒曲量低于0.2%时,EC含量不高,但测得的酒精度(1.3%左右)较低以及口感也较差,其原因是因为所加酒曲可能不足而导致不能将糯米充分发酵,使得发酵所得乙醇、糖类及香味物质不足造成的。当酒曲量为 0.3%~0.4%时,糯米甜酒的产酒量、口感、酒精度(酒曲量为 0.3%、0.4%分别为2.3%,3.1%)较好。但两者相比,酒曲量为 0.3%时,EC含量要更低一些。而当酒曲量超过 0.4% 时,不仅EC含量增加明显,口感也明显变差,开始出现酸苦味并逐渐加重,可能是因为酒曲量过高,杂菌含量过高从而使得甜酒中的酸含量有所增加,从而造成甜酒口感变得酸苦。
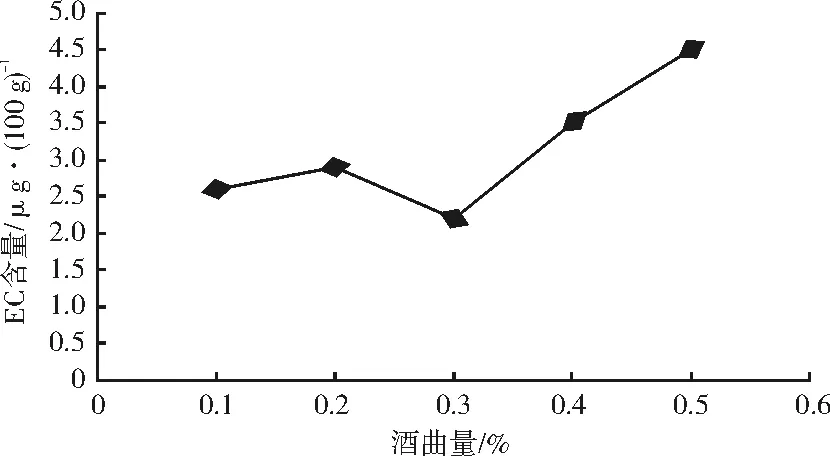
图2 不同酒曲量下的EC含量
2.1.3发酵温度对氨基甲酸乙酯(EC)含量影响
由图3可知,在同一发酵时间(2.5 d)、酒曲量(0.28%)以及料水比(1∶0.6)条件下,EC含量随着发酵温度的上升,呈先下降后上升的趋势,在发酵温度为 40℃时,甜酒中EC含量不但最低,而且口感较好,酒精度(2.9%)较高,这可能是因为 40℃左右更有利于酵母的发酵,也有利于酒曲中其他霉菌的糖化和产香细菌的生长。因此,发酵温度选择在40℃左右时较合适。

图3 不同发酵温度下的EC含量
2.1.4发酵时间对氨基甲酸乙酯(EC)含量影响
在同一发酵温度(37℃)、酒曲量(0.28%)以及料水比(1∶0.6)条件下,不同发酵时间(1、2、3、4、5 d)对自酿甜酒中EC含量的影响见图4。由图4 可看出, 1~3 d时,随着时间增加, EC含量逐渐降低,到第3 d达到最低,3 d 后EC含量上升明显。
同时,发酵时间也会影响到甜酒的感官性状,随着发酵时间的延长,在各种微生物的作用下生成的醇类、醛类及芳香族化合物使得甜酒风味独特;但如果发酵时间过长,会导致酸败,使得甜酒中出现酸、苦、涩等杂味而使酿造甜酒口感变差。因此,发酵时间选择在 3 d 左右较适宜。

图4 不同发酵时间下的EC含量
2.2 响应曲面法优化甜酒工艺参数试验结果及分析
2.2.1数学模型的建立及分析
结合单因素的试验结果,进一步优化自酿甜酒工艺参数。选取酒曲量(A),发酵温度(B),发酵时间(C)3个因素为影响因子,以甜酒中氨基甲酸乙酯(EC)含量(Y)作为响应值,设计3因素3水平响应面试验,结果见表2和表3。采用 Design Expert 8.0.6.1 软件,对表2中的试验结果多元回归拟合后,获得各因素水平对自酿甜酒中EC含量(Y)影响的二次多项回归模型为:
Y=0.80+0.39A-0.14B-0.12C+
0.24AB+0.14AC+0.088BC+
1.54A2+0.59B2+0.59C2

表2 响应面优化试验设计及结果
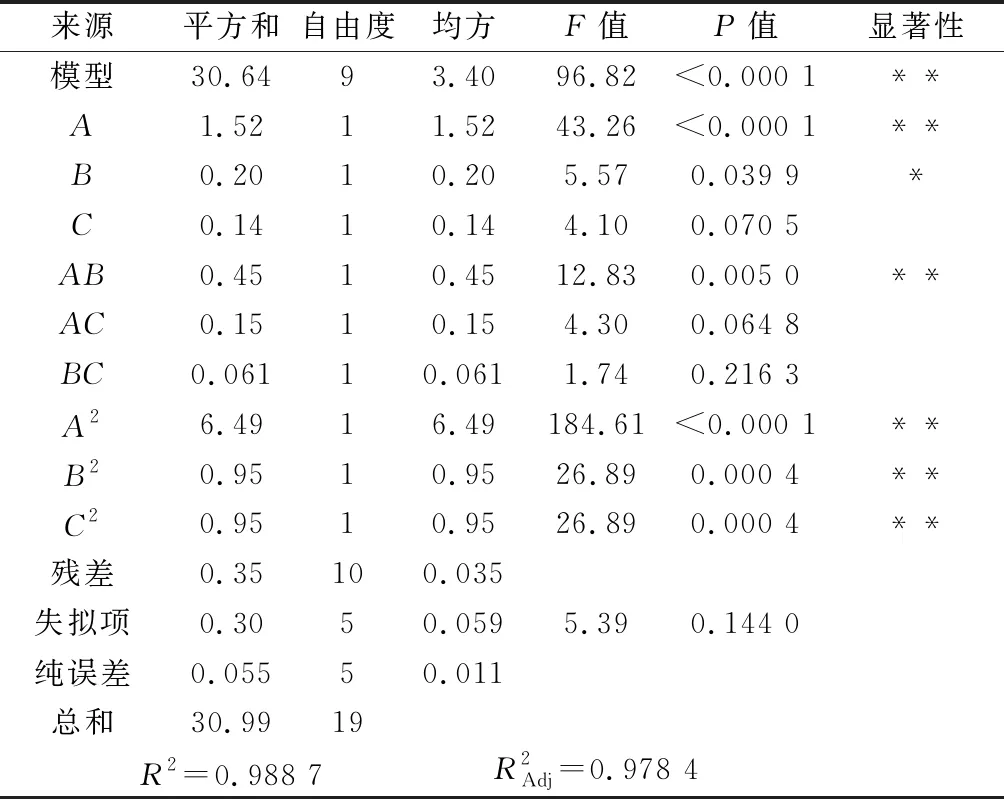
表3 回归模型方差分析结果

2.2.2影响因子间交互作用分析
通过应用Design-Expert.V 8.0.6 软件获得自酿甜酒制作工艺参数的响应面图和等高线图,能够较直观地反映出各因素及其相互作用对试验结果的影响,见图6。响应面图的曲面程度越大,表明两因素间的交互作用就越显著。

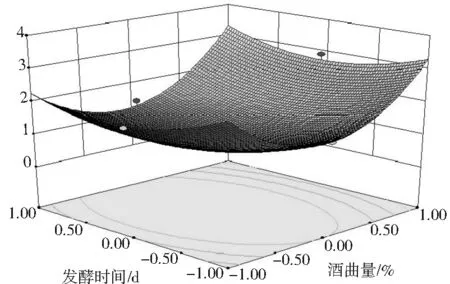

图6 酒曲量、发酵温度、发酵时间交互作用对EC含量影响的响应面及等高线
由图 6 可知,酒曲量与发酵温度的交互作用对自酿甜酒中EC含量的影响极显著(P<0.01),其余因素间交互作用影响不显著(P>0.05),这与方差分析结果是一致的。
2.3 自酿甜酒制作工艺参数验证
通过软件对所建立的发酵工艺模型进行分析计算,获得自酿甜酒最佳工艺参数为酒曲量0.31%,发酵温度38.24℃,发酵时间2.91 d。考虑实际操作的可行性,将最佳工艺参数修正为酒曲量0.3%,发酵温度38℃,发酵时间为3 d。在此工艺条件下进行3 组平行验证试验,结果见图7、图8。综合计算得到EC含量为0.7 μg/100 g,这与预测值0.8 μg/100 g相近,说明本试验的回归模型方程具有较强的实际指导意义。

1.D5-氨基甲酸乙酯;2.氨基甲酸乙酯

1.D5-氨基甲酸乙酯;2.氨基甲酸乙酯
2.4 产品质量指标
应用响应面优化后的最佳工艺参数进行甜酒酿造,对所得自酿甜酒进行检测,得到其各项指标为:酒精度(温度20℃时)为 3.5%;总糖(以葡萄糖计)为 22.7 g/100 g;总酸(以乳酸计)为0.22 g/100 g;固形物为 61.9 g/100 g。
3 结论
本研究在单因素试验的基础上,选取对自酿甜酒中氨基甲酸乙酯(EC)含量影响较大的3个因素,采用响应曲面法对酿造工艺参数进行优化试验,最终确定自酿甜酒工艺的最优参数为:料水比1∶0.6,酒曲添加量0.3%,发酵温度38℃,发酵时间3 d。在此工艺条件下酿得的甜酒,酒米组织致密,酒酿充沛,无明显悬浮物,具有甜酒固有的滋味与气味,味浓甜,略带酸味,爽口,酒香味较浓郁,无异味。因此,研究获得的最优控制氨基甲酸乙酯含量的甜酒酿造工艺参数在实际生活中具有较好的应用价值与指导作用,对提高自酿甜酒质量安全有重要的实际意义。