钢板对接焊工艺中横向焊与竖直焊的焊接残余应力对比*
2020-12-26平克楠
平克楠
钢板对接焊工艺中横向焊与竖直焊的焊接残余应力对比*
平克楠
(太原重工股份有限公司技术中心,山西 太原 030024)
钢板对接焊是工程中常见的钢结构件连接方式,在焊缝及其附近区域存在的焊接残余应力与钢板材料、厚度、焊接工艺等因素有关。当钢板材料、厚度、焊接工艺相同,而焊接方向不同,特别是横向焊接与竖直焊接两种方式引起的焊接残余应力是否有明显差异是研究的关注点。主要研究思路是对钢板对接焊工艺中横向焊与竖直焊的焊接残余应力分析,在相同材料、尺寸、工艺下,对横向焊接试验件、竖直焊接试验件进行残余应力测试。
残余应力;对接焊缝;小孔释放法;焊接试验
1 概述
钢板对接焊是工程中常见的钢结构件连接方式,在焊缝及其附近区域存在的焊接残余应力与钢板材料、厚度、焊接工艺等因素有关。在结构件承受外载荷作用的工程场合,焊接残余应力对焊接结构的静载强度、疲劳强度会产生显著影响,因此,测定并了解焊接残余应力在焊接结构中的数值范围十分必要。
2 残余应力测试技术
残余应力的测量技术始于20世纪30年代,测量方法可分为机械释放测量法和非破坏无损伤测量法两种。本试验选用属于机械释放测量法的小孔释放法测量焊接残余应力,是由德国学者MATHAR J于1934年提出,现已得到广泛应用,具有操作简单、测量方便等特点。
在焊缝中心及热影响区选择测试点,布置三方向应变计,用钻孔装置在测点钻孔,该测点的残余应力以应变释放的方式被应变计感应到并通过应变测试系统记录下来。小孔释放法根据钻孔是否钻通,又可分为通孔法和盲孔法。本次试验选用通孔法,应变释放系数可由Kirsch理论解直接计算出。残余应力的主应力和方向计算公式为:
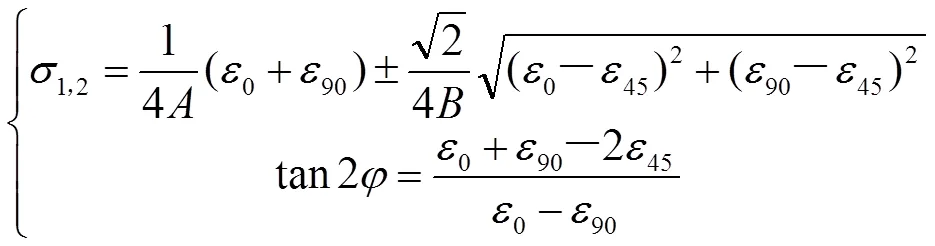
应变释放系数为:
式(1)(2)中:0、45、90分别为测试点三个方向的应变数据;、分别为被测材料的弹性模量和泊松比;、1、2分别为钻孔孔径和孔中心到应变片近孔端、远孔端距离。
3 钢板对接焊缝试验件
3.1 焊缝试验件及残余应力测试部位
设计参数:钢板材料P265GH,钢板厚6 mm。试验件尺寸见图1。
技术要求:开坡口对接焊,焊接装配间隙小于3mm,焊缝宽度10 mm。
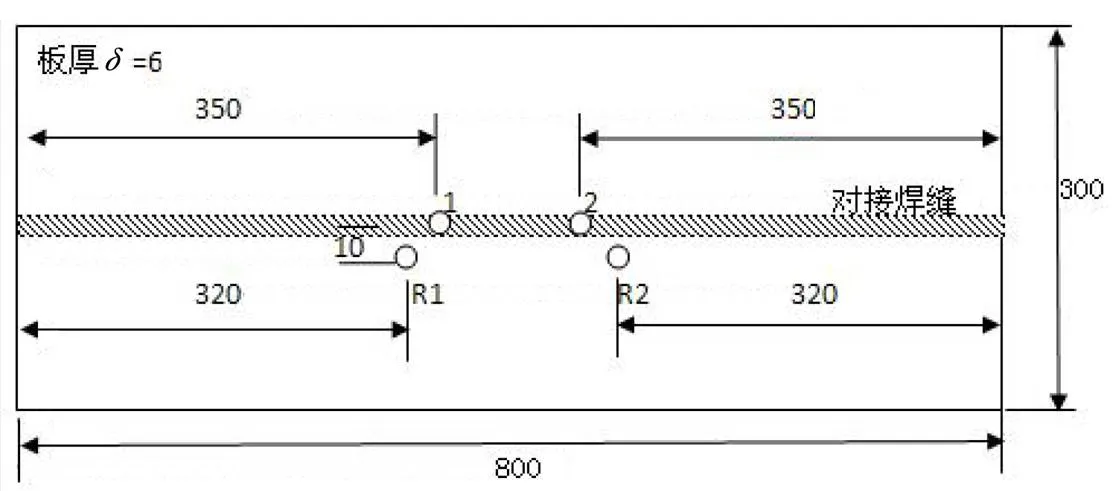
图1 对接焊缝试验件及测试点部位示意图
如图1所示,在焊缝中心线上,对称选取2个测试点,编号为测试点1、测试点2。在距离焊缝中心10 mm的热影响区的对应位置,布置2个测试点,编号为测试点R1、测试点R2。讨论焊接件残余应力,有两类主要部位,一类是焊缝的残余应力,因此在焊缝中心选取了测试点1、测试点2;另一类是热影响区的残余应力,其中焊缝边缘的残余应力较为显著,因此在距离焊缝中心10 mm处选取了测试点R1、测试点R2,此处距离焊缝边缘5 mm。
3.2 焊接工艺
焊接方法:SMAW。
焊接材料:CHE58-1HR,φ3.2。
三层焊接:打底焊、填充焊、盖面焊。
试验件分为钢板对接横向焊试验件1、钢板对接竖直焊试验件2共两件。
3.3 残余应力测试数据解释
残余应力测试数据可以表示为每个部位的主应力1和2。在一些需要采用第四强度理论校核强度安全的场合,除了讨论最大主应力外,还要考虑重要部位的组合应力。因此测试数据将给出各测试部位的残余应力主应力值和残余应力的组合应力值。
4 残余应力测试步骤
5 残余应力测试数据
5.1 钢板对接横向焊残余应力测试数据
试验件1的焊缝残余应力测试点1、测试点2和热影响区残余应力测试点R1、测试点R2的残余应力测试数据见 表1。
表1 钢板对接横向焊残余应力测试数据表
试验件及测试部位特征残余应力主应力值/MPa残余应力组合应力值/MPa 试验件1测点1焊缝中心钢板对接横向焊σ1=201.97,σ2=22.57191.68 试验件1测点2焊缝中心钢板对接横向焊σ1=160.25,σ2=﹣41.65184.63 试验件1测点R1距焊缝中心10 mm钢板对接横向焊σ1=150.73,σ2=115.01136.42 试验件1测点R2距焊缝中心10 mm钢板对接横向焊σ1=235.75,σ2=41.17218.10
由此可知,横向方向焊接时,焊缝残余应力最大主应力平均值约181 MPa,残余应力的组合应力平均值约188 MPa。
距焊缝中心10 mm的热影响区残余应力最大主应力平均值约193 MPa,距焊缝中心10 mm的热影响区残余应力的组合应力平均值约177 MPa。
5.2 钢板对接竖直焊残余应力测试数据
试验件2的焊缝残余应力测试点1、测试点2和热影响区残余应力测试点R1、测试点R2的残余应力测试数据见 表2。由此可知,竖直方向焊接时,焊缝残余应力最大主应力平均值约为127 MPa,残余应力的组合应力平均值约为118 MPa。距焊缝中心10 mm的热影响区残余应力最大主应力平均值约89 MPa,距焊缝中心10 mm的热影响区残余应力的组合应力平均值约85 MPa。
6 钢板对接横向焊与竖直焊残余应力比较
6.1 横向焊与竖直焊的焊缝中心残余应力比较
横向焊与竖直焊的焊缝中心残余应力测试结果的比较见表3。
6.2 横向焊与竖直焊热影响区残余应力比较
横向焊与竖直焊热影响区残余应力测试结果的比较见表4。
表2 钢板对接竖直焊残余应力测试数据表
试验件及测试部位特征残余应力主应力值/MPa残余应力组合应力值/MPa 试验件2测点1焊缝中心钢板对接竖直焊σ1=111.14,σ2=7.76107.47 试验件2测点2焊缝中心钢板对接竖直焊σ1=142.70,σ2=105.68128.26 试验件2测点R1距焊缝中心10 mm钢板对接竖直焊σ1=83.19,σ2=-2.8584.65 试验件2测点R2距焊缝中心10 mm钢板对接竖直焊σ1=94.90,σ2=68.7284.89
表3 横向焊与竖直焊焊缝中心残余应力比较表
焊缝中心残余应力横向焊竖直焊竖直焊相对横向焊残余应力降幅 残余应力最大主应力201.97 MPa142.70 MPa29.3% 残余应力最大主应力平均值181 MPa127 MPa29.8% 残余应力的组合应力最大值191.68 MPa128.26 MPa33.1% 残余应力的组合应力平均值188 MPa118 MPa37.2%
表4 横向焊与竖直焊热影响区残余应力比较表
热影响区残余应力横向焊竖直焊竖直焊相对横向焊残余应力降幅 残余应力最大主应力235.75 MPa94.90 MPa59.7% 残余应力最大主应力平均值193 MPa89 MPa53.9% 残余应力的组合应力最大值218.10 MPa84.89 MPa61.1% 残余应力的组合应力平均值177 MPa85 MPa52.0%
7 综合结论
当钢板材料、尺寸、焊接工艺相同时,横向焊接与竖直焊接两种方式引起的焊接残余应力存在明显差异。横向焊接时的焊接残余应力高于竖直焊接时的焊接残余应力。因此,焊接方向对残余应力的影响问题应在工程实践中更加重视。
比较焊缝中心残余应力最大主应力值或比较焊缝中心残余应力的最大组合应力值,竖直焊接相对横向焊接时,残余应力降幅约为30%。
比较热影响区残余应力最大主应力值或比较热影响区残余应力的最大组合应力值,竖直焊接相对横向焊接时,残余应力降幅约为60%。
横向焊接残余应力明显高于竖直焊接残余应力的试验结果,提示了横向焊缝的疲劳强度低于竖直焊接焊缝的疲劳强度,在焊接结构疲劳寿命分析时应当注意到这种差异。
[1]平克楠.圆弧焊接角焊缝残余应力自然时效敲击处理热处理的效果分析[J].科技与创新,2018(3):81-83.
[2]付荣柏.起重机钢结构焊接制造技术[M].北京:机械工业出版社,2010.
[3]李亚江,王娟.焊接缺陷分析与对策[M].北京:化学工业出版社,2017.
平克楠(1962—),男,山西太原人,高级工程师,研究方向为机械强度与疲劳。
山西省高端重型装备智能制造重点科技创新平台(编号:201605D151001)
2095-6835(2020)24-0032-02
TG457.11
A
10.15913/j.cnki.kjycx.2020.24.010
〔编辑:张思楠〕
