提高集成电路质量等级的封装过程控制方法
2020-12-25关亚男赵鹤然马仲丽
关亚男,赵鹤然,马仲丽
(中国电子科技集团公司第四十七研究所,沈阳110000)
1 引 言
进入21 世纪,随着人类向太空领域的不断探索,载人航天、深空探测等重大航天活动的蓬勃开展牵引着宇航高科技技术跨越式的进步。我国仅“十三五”期间就计划在实施的载人航天、控月工程、深空探测、北斗导航、通信遥感等领域内研制、发射数百颗各类航天器。相比于地面应用,空间环境更加复杂和恶劣[1-3]。宇航器件具有不可维修性,器件本身的可靠性成为影响航天器使用寿命的关键因素[4-5]。在此背景下,对集成电路的可靠性要求越来越高,为保证集成电路的质量可靠性,筛选和一致性质量检验必不可少,但这些只是检验监测手段,可靠性设计和封装过程控制才是制备高可靠性集成电路的关键[6-8]。在此,以某款典型的集成电路产品为研究对象,针对在封装过程中出现的问题,找到解决方法,在过程中探索如何对其进行质量控制,进而实现产品的高可靠性。
2 半导体集成电路质量等级
根据GJB597B-2012,质量保证等级分为S 级、BG 级和B 级。S 级是最高质量等级,供宇航用;BG级介于S 级和B 级间;B 级为标准军用质量保证等级。各质量等级的筛选要求如表1 所示。

表1 筛选要求
从表中可以看出,电路质量等级从B 级提升到更高的质量等级需要满足的筛选要求有:100%的非破坏性键合拉力、粒子碰撞噪声检测、反偏老炼及X射线照相。直接和封装相关的筛选要求有:100%的非破坏性键合拉力、内部目检(密封前)、粒子碰撞噪声检测、密封(细检和粗检)以及X 射线照相。
3 封装过程质量控制
集成电路的封装过程并不复杂,生产环境控制、工艺过程的操作控制和工序质量检验都是封装过程中质量控制必不可少的环节。在保证生产环境控制要求的基础上,以下结合表1 中和封装相关的筛选要求,有针对性地逐工序介绍封装过程中的工艺过程控制和质量控制方法。
3.1 封装工艺的选择
集成电路封装流程如下:
划片→粘片→键合→密封
其中,可供选用的粘片工艺包括金硅合金粘片、真空烧结粘片以及导热胶粘片等;键合工艺包括金丝键合、铝硅丝键合、粗铝丝键合等;密封工艺包括低温烧结封盖、平行缝焊封盖、储能焊封盖等。这些封装工艺都可以很好满足普通质量等级的要求。
封装过程中涉及的原材料包括管壳(盖板)、粘片用的粘接材料、键合用金属丝等。在封装工艺中应尽可能选用非禁用限用的材料,以保证产品可靠性。
此处采用某款实际科研中用到的集成电路为例(后文中提到的对电路的要求,均是以该款电路为例)。封装工艺优先选择金属焊接材料(铅铟银合金焊片)的真空烧结工艺、铝硅丝键合、低温烧结封盖。
选择金属焊接材料是因为该种金属焊片焊接后无挥发性残留物质,可以很好地控制封装腔体内的气氛;选择真空烧结工艺,可避免工艺过程中产生可移动的多余粒子,提高粒子碰撞噪声检测合格率;选择铝硅丝键合工艺,可以有效避免金铝效应,提高键合的可靠性;键合后施加100%非破坏性键合拉力,可以有效剔除键合质量不合格的半成品。
该款集成电路选用的是陶瓷管壳、金属盖板(带焊料环),更适合用低温烧结封盖以保证集成电路的气密性封装,故此选择低温烧结封盖。在封装开始前对管壳盖板进行高温处理,以保证封装腔体内的气氛不受到水汽、氢气等其他气氛的影响。在封装过程中逐工序对封装腔体内的气氛进行控制,以满足更高质量等级的集成电路对封装腔体内气氛的要求。
在每道封装工序后都有严格的检验要求,检验标准按照GJB548 中相关条款要求执行。
3.2 各封装工序的质量控制
3.2.1 划片
如果封装的芯粒是以从晶圆中获得,划片将是必不可少的封装工序。目前的划片方式有多种,新的划片设备也层出不穷,但仍以砂轮刀为主要划片工具。划片时的刀具旋转速度、运行速度,刀具的冷却速度、晶圆的清洗速度都将影响划片的质量,最终对芯粒的质量产生影响。
3.2.2 粘片
待提高电路质量等级的电路对粘片主要有以下几点要求:一是芯片的粘接强度;二是同批次产品的芯片粘接强度的离散性,即抽样粘接强度检测的最大值与最小值之间的倍数关系不能超过一定的数值(例如小于等于3);三是芯片粘接面积达到一定的比例要求(例如不小于75%),粘接的单个空洞面积不能超过10%。除此之外还要对封装腔体内的气氛进行控制,因此粘片工艺应尽可能选择温度较高的金属粘接材料,并且芯片本身要求背面蒸金,以实现良好的粘接。为了增加有效粘接面积,应在工艺过程中选择重量、尺寸合适的压块放在芯片上来增加芯片的重量。在真空的作用下,此举可以更好地排出芯片与金属焊片间、金属焊片与管壳间的气体,最终达到粘接要求和对气氛的控制要求。
粘片后的检验主要是针对芯片的粘接情况、管壳腔体内的多余粒子情况以及芯片在粘接操作过程中的受损情况。芯片质量检查要在高放大倍数下进行;芯片的粘接情况和管壳内的多余粒子情况可以低放大倍数下进行。
图1 所示为芯片的粘接情况。其中,有焊料溢出的粘接为理想粘接情况,没有焊料溢出的粘接为不理想粘接情况。当没有焊料溢出的粘接连续到一定程度的时候,判定为粘接不合格。在显微镜下不易全面观察到芯片的粘接情况,因此检验时需要将管壳倾斜一定的角度检查芯片边缘的粘接情况。如果发现焊料未溢出的点比较多,则可采用X 射线照相的手段检查整个芯片的粘接情况,以判断是否需要进行工艺调整;若封装腔体内有多余粒子,需要用一定气压的气流吹走或用干净的软毛刷清理。

图1 芯片粘接情况
图2 所示为粘接后发现了芯片裂纹。图2(a)为芯片表面的裂纹,此种情况在显微镜下观察很容易发现;图2(b)为芯片侧壁上的裂纹,一般的检验操作都是垂直方向检查,因此很难在检查时发现此种异常,而是要在检查芯片粘接情况时发现,这就需要检验操作人员有一定程度的检验经验及检验操作技巧,利用光的反射发现异常,从而进行进一步的检察,以及时准确地找出问题所在。
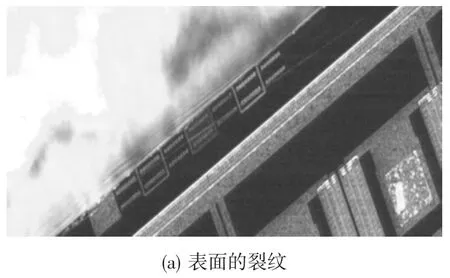

图2 芯片裂纹
3.2.3 键合
在相同的键合条件下,建议在键合前将半成品电路在100~120 ℃下预烘10~20 分钟,以此来提高键合质量,也对控制封装腔体内的气氛有利。一般情况下还要对完成键合的半成品抽样100%进行非破坏性键合试验,以保证键合强度满足要求。键合完成后,要对键合整体质量进行检验,包括键、引线等。
3.2.4 密封
电路不仅对气密性封装有要求,对密封区的封接面积也有一定的要求。用X 射线对封接面积进行检查,可以观察密封效果是否满足要求。在密封前,将半成品在真空-高纯氮状态下循环5~7 次,同时温度控制在120±5 ℃,以控制封装腔体内的气氛。密封时,组装后的盖板和管壳用夹具固定,放入高纯氮的环境下加热。固定夹具要有一定的压力,并且这个压力应尽量均匀地分布在盖板上,以达到良好的封接效果。密封完成后,还要再对密封质量进行检查。
4 验证结果
分三批次封装300 只样品进行统一筛选,每批封装100 只。在封装过程中,粘片工序的首件剪切强度均大于200 N;键合工序的首件键合拉力均大于7.0 g;100%非破坏性键合拉力全部合格;封盖前内部目检全部合格。
封盖后再进行筛选,筛选统计结果见表2。从表中统计结果可以看出:此处采用的控制方法能够满足高等级质量要求。

表2 筛选统计结果
5 结束语
在集成电路的封装过程中,环境控制必不可少,对检验的要求要更加严格,对操作过程的控制更是重中之重。严格的生产过程控制,并辅以严格的检验,在有效的筛选手段的支持下,才可有效提高产品质量的一致性,满足集成电路更高质量等级的要求。
