烟条成型礼盒自动化装填生产线的研发
2020-12-24陈涛李泓燊王朝富钱甚希
陈涛 李泓燊 王朝富 钱甚希


摘 要:近年来很多高档卷烟条包采用礼盒包装,由于礼盒通常为成品采购且包装方式与普通卷烟条包存在很大的差异,无法使用现有的标准化设备生产,大部分礼盒包装只能采用手工的方式包装,人工成本高,生产效率低,不能满足市场供货需求。为提高生产效率并节约人工成本,文章以研究卷烟礼盒自动化生产为课题,设计研发卷烟礼盒专用包装生产线。结合云烟(软大重九)烟条礼盒的结构特性和包装方式设计一套专用的机械化包装生产线;经调试运行,生产能力30盒/min(300包/min),设备运行稳定,产品质量符合该产品工艺指标要求。结论:通过研发“卷烟礼盒包装生产线”,实现卷烟成型礼盒的机械包装代替手工包装生产,提高了产品生产能力和质量。
关键词:异形卷烟;礼盒包装;自动化填装;设备研发;卷烟生产
中图分类号:C931.9 文献标志码:A 文章编号:2095-2945(2020)26-0010-05
Abstract: In recent years, many high-end cigarette packages are packaged with gift boxes. Because the gift boxes are usually purchased as finished products and the packaging methods are quite different from those of ordinary cigarette packs, it is impossible to use the existing standardized equipment for production. Most of the gift box packages can only be packaged by hand, with high labor cost and low production efficiency, which can not meet the supply demand of the market. In order to improve the production efficiency and save the labor cost, this paper takes the research on the automatic production of cigarette gift box as the subject, designs and develops a special packaging production line for cigarette gift boxes. A set of special mechanized packaging production line is designed based on the structural characteristics and packaging mode of Yunyan (Soft Dachongjiu) cigarette gift boxes. After adaptation, the production capacity is 30 boxes/min (300 packages/min), the equipment is stable, and the product quality meets the requirements of the product process index. Conclusion: Through the research and development of "cigarette gift box packaging production line", the mechanical packaging of cigarette gift boxes can replace the manual packaging production, which improves the production capacity and quality of our products.
Keywords: irregular cigarette; gift box packaging; automatic filling; equipment research and development; cigarette production
引言
云煙(软大重九)是云南中烟重点打造的高端卷烟品牌,该产品烟条采用成品采购的高档礼盒包装,礼盒的外形尺寸、包裹形式和开启方式与普通烟条存在很大的差异,属于异型卷烟包装。现有的卷烟包装设备不能适用于礼盒的包装生产,因此该产品烟条采用手工包装。大量采用人工进行包装,生产效率低,包装成本高,产品供货周期不能满足市场需求,尤其在卷烟新零售体系下,市场需求量与工厂的生产能力严重不匹配[1-2]。目前,行业内针对异型烟条机械化包装的研究,主要集中在专用设备研发或标准化设备适应性改造。滁州卷烟厂江一舟等以黄山(大红方印)手包烟为例,设计研发了一种翻盖式异型条盒非标自动化包装设备,用于实现手工包装的翻盖式卷烟的烟条机械化包装[2];玉溪卷烟厂杨明权等改造了FK350包装机用于生产加热不燃烧卷烟双铝包烟包自动化包装[3];现有的针对异型卷烟包装的分析和研究成果,未见针对礼盒烟包填装机械化生产的相关研究,属于行业研究空白。为此,本文设计研发一套适用于烟条礼盒包装的专用装填生产线,以实现云烟(软大重九)礼盒烟包入盒装填机械自动化生产。
1 技术方案内容
1.1 问题分析
云烟(软大重九)使用的条盒为成型礼盒,外观尺寸为277×94×51(mm),内盒尺寸270×90×50(mm),盒盖采用180°对向开启,需要设计专用的开盒机构。盒盖与烟包组之间由一层硫酸纸隔开,烟包组采用“二五平包”装入礼盒,因此在装入烟包前需要通过机构揭开硫酸纸。为方便取出盒内烟包,在盒内还设置有一段拉舌,在装入烟包前需要将拉舌捋顺、牵引至礼盒的一侧。该产品的烟包为标准支软包硬化包装,已实现机械化生产,因此需要考虑将烟包自动供料至礼盒包装生产线上。烟包组与礼盒汇合后,需要通过机构将烟包组一次性装入礼盒内。完成装填后需要依次放回硫酸纸和关闭盒盖,并在礼盒一侧黏贴防伪标签(见图1)。
1.2 系统结构组成
生产线主要由以下功能模块组成:(1)烟包自动上料装置。(2)烟包供料输送系统(含烟包6面检测,烟包翻倒、提升和换向输送、烟包堆垛等装置)。(3)礼盒供料装置。(4)礼盒填装系统(包含开闭盒、定位输送、烟包填装等装置)。(5)礼盒成品输送装置。(6)礼盒防伪标签贴标装置。(7)条外观检测系统。
1.3 系统设计
JXS型小包自动上料机械手从烟盘内取出包裹成型的小盒烟包,并以此放入烟包输送皮带上,通过烟包转向装置实现烟包分离,以便进行烟包六面质量检测。随后通过烟包翻倒装置和提升横向输送装置,实现烟包的并包输送,最后在烟包堆垛平台完成“二五平包”堆垛和暂存,完成烟包组的供料输送。成型的礼盒由皮带以此输送至开盒机构,通过纵向拾取和水平输送机构,实现礼盒的分流,进而实现双通道生产。在礼盒释放过程中,通过控制负压风的通断控制实现礼盒内硫酸纸的纵向拉起和释放。开盒后的礼盒通过伺服驱动的同步齿形带输送,均匀布置在齿形带上的夹紧模盒实现全路径、多工位的礼盒定点夹紧、输送和定点释放。在装填工位通过一个双工位的烟包输送转塔,间歇旋转将烟包组依次装填至礼盒内。完成装填后由输送通道上的导杆依次完成硫酸纸和盒盖的放回闭合,包装完成的礼盒由输送装置输送至贴标机构完成侧面标签的粘贴,随后再由条外观检测对礼盒进行综合质量检测(见图2)。
2 关键部组件设计和选型
2.1 烟包自动上料装置
运用JXS型小包自动上料机械手自动将烟包从烟盘中取出并送入输送通道,实现烟包供料机械自动化生产。烟包依次立包摆放在烟盘上,机械手通过负压吸盘一次同时抓取30盒烟包并释放在输送皮带上。
2.2 烟包供料输送系统
2.2.1 烟包供料输送
烟包由自动上料装置供料后,通过换向装置实现烟包90°的转向,同时将烟包的逐包分离,以方便进行烟包六面检测。烟包输送通道由400W伺服电机驱动,搭配减速比为1:10的减速机,满足设备运行及高低速自动切换,实现烟包的柔性输送,尽可能降低烟包在输送过程中造成的表面损伤。烟包提升及横向输送装置将烟包提升并横向输送进入烟包堆垛推烟装置。
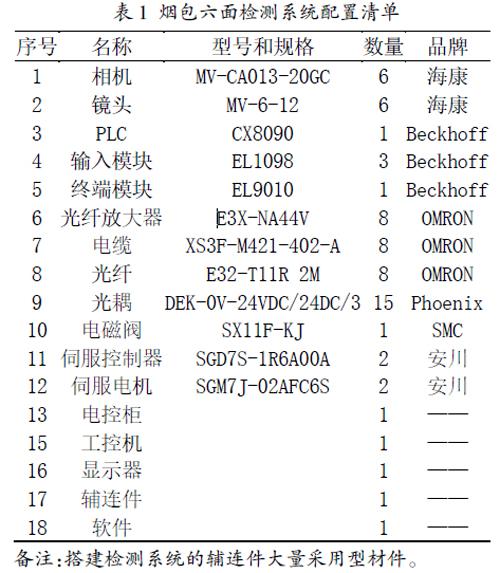
2.2.2 烟包六面检测系统
该生产线选用的检测系统采用6台视觉检测系统A1~A6分别对烟包的六个面进行检测,检测系统安装在设备的输送通道上,在通道和检测系统的交接处采用两个加速带保证烟包可以顺利交接到检测系统中(见表1)。
2.2.3 烟包堆垛推烟装置
通过堆垛推烟装置实现烟包的并包,形成“二五平包”的烟包组。烟包码垛推烟装置由伺服电机驱动提升机构和推烟机构实现烟包堆垛、二维码关联和横向推送。堆垛推烟装置的提升和横向推送运动由同一个伺服电机驱动,通过偏心原盘和连杆驱动纵向提升,由同步皮带按照2:1减速后,通过偏心圆盘和推杆驱动横向推送,提升机构提升2次,推烟机构向前推送1次,实现烟包的纵向堆叠和横向推送。
2.3 礼盒装填系统
礼盒装填系统是整条生产线的核心,为提升生产效率,装填系统布置了两条生产线同时生产。空礼盒由供给装置供料,经加速装置准确进入礼盒开盒工位。礼盒装填系统主要由开盒机构、移载装置、多工位模盒定位输送装置、拉舌拾取装置、烟包填装转塔等功能模块组成。
2.3.1 礼盒开盒机构设计
礼盒供料装置将空礼盒输送至开盒工位,由400W的伺服电机,搭配1:50减速比的减速机,驱动多连杆机构运动,带动连杆末端的负压吸盘将盒盖打开至指定位置(见图3)。
2.3.2 禮盒移载装置设计
为实现双通道的分流供料,设计礼盒移载装置完成礼盒的纵向拾取和横向输送运动,实现由单通道输送变换为双通道生产。条盒移载装置主要由横向电缸和纵向电缸联合驱动,横向电缸驱动纵向电缸在横向水平移动,从而实现礼盒的双通道供料。纵向电缸驱动负压吸嘴实现礼盒的纵向拾取和释放,同时在拾取和释放过程中,通过负压风的通断控制实现礼盒内硫酸纸的纵向拉起和释放。移载装置将礼盒释放至定位输送带上时,关闭左右两侧的负压风,礼盒被释放,中间吸盘的负压风则不关闭,纵向电缸向上运动时将硫酸纸拉起一定的角度,随后输送带携带礼盒向前运动,中间吸盘的负压风关闭,旋转气缸带动挡板旋转到位阻挡,避免硫酸纸落回礼盒内(见图4)。
2.3.3 多工位模盒定位输送装置
礼盒由专用的定位皮带输送(4),定位输送带上布置有12个夹紧模盒(2)。定位输送带由独立的伺服电机5驱动,移载装置将礼盒释放到定位输送带的夹紧模盒内,气缸6用于触发打开模盒。在定位输送带上,礼盒的左、右盒盖为自由状态,由布置在定位输送带两侧的导杆(3)阻挡和定位,完成烟包装填后,盒盖在礼盒运动过程中由左右导杆(3)完成关闭动作。整个定位装置安装在型材架(1)上(见图5),夹紧模盒上设计了拉簧(6)和连杆(2)实现模盒的自动夹紧,夹紧模盒在整个运动过程中都是处于夹紧状态。接收和释放礼盒时,由布置在轨道上的气缸触动辊子(9)带动连杆(2)打开模盒。夹紧模盒通过基座(1)连接在定位输送带上,模盒挡板(5)通过弹簧(4)安装在摇杆(3)上,实现柔性夹紧,避免损伤礼盒表面。通过挡块(8)可以控制模盒左挡板(7)和右挡板(5)的开合角度(见图6)。
2.3.4 拉舌拾取装置
礼盒被输送至拉舌拾取工位时(见图7),升降气缸(1)携带负压吸盘组件到达礼盒内部,打开气缸(3)处于完全打开状态,负压吸盘需吸住拉带;升降气缸和打开气缸同时沿导轨(2)和(3)收回,实现将拉舌拾取和捋顺的同时复合运动。
2.3.5 烟包填装转塔
完成堆垛的烟包组(1)由推杆推入填装转塔的模盒(2)内,由伺服电机驱动转轴(3)带动转塔旋转至烟包装填工位上方等待,多工位模盒定位输送装置输送礼盒到位后,利用条盒二次定位装置(5)将条盒二次定位,气缸(4)将“二五平包”的烟包组压入礼盒内。填装转塔通过机架(6)布置在定位输送装置上方(见图8)。
为避免烟包在礼盒内晃动,烟包与礼盒内盒之间的间隙量很小,在宽度方向上间隙小于0.5mm,长度方向上间隙小于1mm,另外礼盒尺寸存在一定误差,因此为保障顺利压入烟包组而不与礼盒内壁发生干涉,需要在烟包组装入礼盒前,提前给烟包组一定的压缩量。装填转塔模盒(2)的挡板设计为楔形,气缸(4)将烟包推出模盒时,在模盒出口处对烟包组进行适当压缩。
2.4 礼盒成品输送及防伪贴标
合格的礼盒被推入成品输送线,光电感应到礼盒后发出信号,伺服电机驱动贴标头完成贴标,随后通过毛刷板将标签压牢,贴标动作完成后礼盒输送至下一个工位进行质量检测。
3 生产线运行情况讨论
设计研发的自动化装填生产线,设备联动调试完成后,空车运行穩定,各功能模块生产运行匹配良好。以额定转速30条/min运行,每天运行16小时带料生产,设备运行时间刨除设备日保养(1.5h)和过程保养(6次,每次≤5min)的时间,日平均产能142.5箱。按照卷烟工厂设备运行效率核算(机组实际产量/额定转速的理论产量)统计,设备平均运行效率72%,次品剔除率低于0.21%,产品质量经检验符合该品牌工艺质量要求。
4 结论
(1)卷烟礼盒包装外观尺寸、包装方式与传统卷烟条盒差别明显,各厂家为体现产品的差异性或新颖性,礼盒的外形尺寸、开启方式等通常也差异巨大,要实现礼盒产品机械化生产,不可避免的需要根据礼盒的性能特性设计专用的机械装置。
(2)设计研发的云烟(软大重九)礼盒自动化装填生产线,实现了卷烟礼盒机械化包装代替手工包装生产的功能需求,相较于人工包装,生产效率大幅提升,产品质量稳定性明显提高。
(3)设计研发的礼盒开盒装置、礼盒夹紧输送模盒、硫酸纸取出装置、拉带捋顺打开装置、烟包装填装置等专用装置,对于卷烟礼盒包装专用设备的设计都具有典型的参考价值。
(4)卷烟礼盒差异性限制了其机械化包装设备的通用性,如何实现设备的多规格、小批量柔性化生产将成为下一步该类型非标设备设计研发的新方向。大面积采用非标设计,广泛集成智能化、柔性化执行终端是解决该类问题的关键。
参考文献:
[1]袁长波.在平凡的岗位上绽放华彩[N].济南:东方烟草报,2019: 5614.
[2]刘毅.浅议烟草行业卷烟营销在新零售模式下的改革创新[J].技术与市场,2019,26(05):191-192(194).
[3]江一舟,郭勇.烟草行业异型条盒自动包装技术研发[J].科学与技术,2019(07):43-45.
[4]杨明权,吕小波,潘永华,等.FOCKE350包装机组双铝包内衬纸折叠并包装置的设计[J].烟草科技,2020(01):112-116.
[5]朱加乐.一种自动上料机械手:201820023800.9[P].2018-01-08.
[6]李连进,李光,王东爱.包装机械选型设计手册[M].北京:化学工业出版社,2013.
[7]刘筱霞.包装机械与设备[M].北京:化学工业出版社,2012.
[8]黄颖为,刘志鹏.包装机械结构与设计[M].北京:化学工业出版社,2007.
