纸滑托盘翼边折翘装置的研究与设计
2020-12-23陈雪云付宪芹程书瑾
赵 晖 陈雪云 付宪芹 程书瑾
(将军烟草集团有限公司济南包装材料分公司,山东济南250100)
0 引言
滑托盘具有与传统托盘相同的功能,是国内替代各类托盘的一种承载工具。与传统托盘相比,滑托盘的生产成本较低,节省了运输与存储过程的占用空间,滑托盘配合推拉器使用可实现全机械化操作,装载效率高。纸滑托盘为纸制滑托盘,本文重点研究如何加工纸滑托盘的翼边并使其上翘。
1 纸滑托盘在使用过程中存在的问题
纸滑托盘使用时,叉车需安装专用的推拉器夹取翼边,通过拖拽翼边实现纸滑托盘及货物的搬运。在纸滑托盘的使用过程中发现,其翼边不上翘或上翘角度小,叉车推拉器在夹取时成功率较低,叉车工熟练使用推拉器后仍存在无法夹取翼边的情况,只能通过人工拖拽的方式使翼边超出木托盘,费时费力,严重影响了物流效率。本文设想通过研制专用的翼边加工设备实现翼边稳定上翘28°,提高纸滑托盘的上机适用性。
2 纸滑托盘翼边折翘装置的研制
2.1 折翘装置工作原理
纸滑托盘翼边折翘装置根据压线成型原理,翼边成型可采用“两轮成型”加工思路,通过上下两轮贴合形成的成型腔,配合纸板传送平台实现翼边的批量加工。折翘装置要求如表1所示。

表1 折翘装置要求
2.2 折翘装置适用设备
翼边折翘装置是安装在纸板加工设备上某一工序的翼边加工装置,常见的纸箱生产设备有瓦楞纸板生产线、印刷开槽机、薄刀分切机等。现对折翘装置适用设备进行分析,确定折翘装置安装位置后,根据设备运行原理进行折翘装置的设计。
纸板生产线纵横分切机压线轮轴可作为安装轴,通过纸板带动折翘装置运行,可在加工翼边线的同时实现上翘,具有一次成型特点,可减少纸滑托盘后加工环节,生产能力达1 000张/h,加工效率高,生产过程稳定性较好,生产线作业自动送纸,可进行纸滑托盘单翼边的加工。
印刷开槽机破坏轮轴可作为安装轴,通过安装轴转动带动折翘装置运行。其上料方式为批量上料、自动送纸,纸板在翼边加工过程中易发生偏离,且受设备最大送纸宽度限制了纸滑托盘的尺寸,不适用于纸滑托盘翼边的加工。
薄刀分切机送纸轮轴可作为安装轴,通过纸板带动折翘装置运行。与压线轮轴类似,薄刀分切机送纸轮轴可一次成型,同时完成翼边线和翼边角度的加工,但因其送纸方式为单张送纸,生产能力达300张/h,可进行双翼边纸滑托盘的第二道翼边加工。
综上所述,确定在纸板生产线压线轮轴处可安装翼边折翘装置。
2.3 折翘装置上、下轮端面材质
上、下轮端面常见的材质为橡胶和不锈钢,现对折翘装置上、下轮材质进行分析,预估翼边线的清晰程度及纤维破坏程度,根据纸滑托盘厚度预估反弹角度。
上、下轮端面均为橡胶材质,材质较软,翼边成型后反弹角度较大,但其最大程度减小了成型腔对纤维结构的破坏,翼边线清晰,纤维破坏程度小。
语言的发展变化具有非线性的特征,充满着不可预测性。在以往语言研究中,语言系统往往被描述为一组明确规则的组合,各个部分之间具有线性的相互作用,语言在本质上是线性的简单系统。然而,研究表明,在母语习得和二语习得过程中,语言都表现出非线性的系统复杂性和变异性。例如,有研究表明语音意识(phonological awareness)是母语中阅读习得的最佳先导之一(沈昌宏,吕敏,2008)。这种非线性可归因于语言系统内部的全面连接性和交互性。所谓“牵一发而动全身”。由于语言系统内部的子系统在多个层面上相互连接,交互变化,因此,某个部分的变化不仅会引起其他部分的变化,甚至还会引发整个语言系统的变化。
上、下轮端面均为不锈钢材质,翼边成型后反弹角度最小,翼边线清晰,翼边线处纤维略有破损,通过调成成型腔形状可减少折翘装置对翼边线纤维的损坏。
综上所述,确定折翘装置上、下轮端面均采用不锈钢材质。
2.4 折翘装置下轮端面形状
本文通过对纸滑托盘结构进行分析,相较于平滑端面上轮,U型端面上轮贴合下轮凹槽,翼边线纤维破坏程度小,适用于中等克重的纸板产品,因此滑纸托盘折翘装置选择U型端面上轮。
本文根据成型腔原理设计了3种峰型不同的下轮,如图1所示。
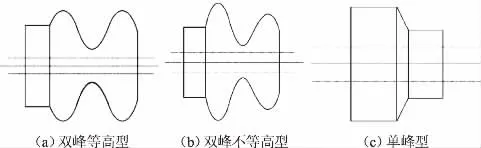
图1 3种峰型不同的下轮
制作样品进行上机试验,使用上述3种下轮配合U型上轮对纸滑托盘翼边进行试压,测量翼边上翘角度,结果如表2所示。

表2 翼边上翘角度测试结果
由表2可知,双峰不等高型下轮折翘效果好且稳定,翼边回弹程度小,翼边线清晰、无断裂,上翘角度较其他形状下轮相对稳定且接近28°,因此滑纸托盘折翘装置选择双峰不等高型下轮,并对其槽深、槽宽、双峰高度差值进行优化。
(1)凹槽深度决定翼边上翘角度,宽度适中的情况下,深度越大,翼边上翘角度越大,因压线轴位置限制,深度最大为6 mm,此时翼边上翘角度较为稳定且可达到28°。
(2)凹槽宽度决定翼边线清晰程度,宽度越小,翼边线越清晰,但宽度过小时会使纤维破坏严重,从而导致翼边线断裂。
(3)双峰高度差决定翼边回弹程度,选择合适高度差即可使翼边回弹程度降至最低。
综上所述,确定下轮槽深为5 mm,槽宽为10 mm,双峰高度差值为3 mm。
2.5 使用效果验证
将翼边折翘装置安装至纸板生产线纵横分切机压线轮轴处进行上机试验,设定车速25 m/min,测量翼边上翘角度。经过验证,研发的翼边折翘轮使用效果良好,上翘角度均值为28°,生产过程稳定受控。使用上机试验生产的纸滑托盘样品进行叉车夹取试验,夹取成功率达90%,物流作业效率大大提高。
3 纸滑托盘翼边折翘装置模型
纸滑托盘翼边折翘装置包括上轮、下轮、安装轴。其中,上轮为U型端面,不锈钢材质,下轮设有高度不同的两个压线槽,具体如图2所示。

图2 折翘装置模型
1上轮凸环与7、9下轮凸环紧密贴合,形成成型腔,纸滑托盘纸板通过传送平台从成型腔穿过,加工翼边线的同时使翼边上翘。
4 结语
本文研制的纸滑托盘翼边折翘装置有效解决了纸滑托盘翼边不上翘或上翘角度小的问题,一定程度上提高了叉车的作业效率,有效提高了纸滑托盘的上机适用性。该折翘装置通过改造螺栓,可在其他纸板加工设备上使用,且无需改造安装轴,通用性较强,使用效果稳定。
