ZJ116B型卷接机组梗签二次分选装置的改进设计
2020-12-22潘恒乐盛浩然
潘恒乐,王 俊,陈 锴,盛浩然
常德烟草机械有限责任公司,湖南省常德市武陵区长庚路999号415000
在卷烟生产过程中,梗签分离系统利用气流将烟丝和梗签分离,质量密度较小的烟丝被吸附在吸丝带上形成烟丝束,质量密度较大的梗签被筛选出来进入回收系统处理[1]。梗签影响卷烟燃烧性能及感官质量,会造成烟支表面刺破、单支烟质量偏差较大等质量问题[2-3]。为提升梗签分选效果,刘澜波等[4]设计了烟梗打散装置,熊克林等[5]将直通型漂浮室改为“之”字形漂浮室,柏世绣等[6]研制了S型二次分选气流通道,张皓天等[7]研制了一种外置式梗签分离装置,白雪等[8]设计了基于真空悬浮和离心风分相结合的梗签分离系统,廖艳培等[9]研制了一种梗签分离三次风选装置。此外,刘小川等[10]设计了一套以PLC为远程控制中心的梗签分离回收在线控制系统,提高了梗签分离的稳定性与可靠性。胡中军等[11]分析了梗导向板高度和小风机压力两个因素对梗签分离效果的影响。任志立等[12]利用ANSYS Workbench软件对不同形状的悬浮腔进行仿真分析,得出方形悬浮腔的梗签分离效果最好。
ZJ116B型卷接机组是以成熟的ZJ116A型卷接机组为技术平台研制的新一代国产细支卷烟卷接机组,该机型使用了经典的双烟道技术[13-14],由于难以对前后烟道均匀输送烟丝,且两烟道无法独立调节,当来料烟丝不均匀时,会造成前后吸丝通道间梗签分离效果不一致,造成卷烟质量波动,前后道卷烟质量稳定性出现较大差异。目前针对双烟道卷烟机前后道质量稳定性的研究鲜见报道。为此,通过分析ZJ116B型卷接机组的梗签分选原理,设计了独立的二次分选调节装置,并将分选通道由直通型改成Z型,以期提高梗签分选效果,使各烟道的卷烟质量特性基本保持一致。
1 分选系统原理与问题分析
1.1 分选系统运行原理
ZJ116B型卷接机组的梗签分选系统由一次分选和二次分选组成,该分选系统见图1。运行时,烟丝经过弹丝辘1和针辊2的共同作用后,均匀松散地落下,顺着落丝通道3到达一次分选喷嘴4处,喷嘴向前方喷出正压气流,气流均匀分布于左右两墙板之间的整个宽度上。在正压气流的作用下使较轻的烟丝和较重的梗签分离,烟丝被气流直接吹入前方的流化床10上,梗签则落入下方的闸辊6上,即实现了梗签的第1次分选。
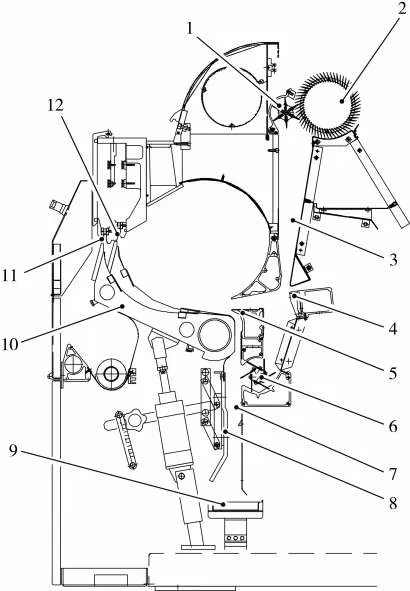
图1梗签分选系统示意图Fig.1 Schematic diagram of stem separator
通过闸辊的转动,闸辊上的叶片会把落在上面的梗签带走并抛入到分选通道7中。二次分选喷嘴5位于分选通道7上端,在整个横向宽度上均匀分置了185个喷射口。通过喷嘴向上喷出正压气流,使喷嘴下方的分选通道形成压差,它会在通道中形成从下往上流动的气流,通过向上流动的气流升力对梗签进行第2次分选,其中较轻的烟丝在气流的作用下进入流化床中,较重的梗签落入下方的回收通道9中。二次分选调节机构8则用于调节梗签二次分选的效果。
片状物的悬浮速度计算公式[15]为:

式中:V为片状体的体积,m3;S为迎流面积,m2;ρx为片状物密度,kg/m3;ρ气流为气流密度,kg/m3;g为重力加速度,9.8 N/kg;vx为片状物悬浮速度,m/s。
每种物料因具有不同的迎流面积、体积和密度,在相同的空气密度下均有不同的悬浮速度,相同尺寸的梗签与烟丝比较,显然ρx梗签>ρx烟丝,则vx梗签>vx烟丝,只要气流速度v气流满足条件vx梗签>v气流>vx烟丝,就能将烟丝、梗签分离,实现梗签的二次分选。
梗签二次分选调节机构见图2,由调节板、刻度尺、星型旋钮以及连杆机构等组成。需要调节分选效果时,旋开星型旋钮5,使连杆机构6的调节杆在刻度尺4上移动,可改变调节板3的位置,从而改变分选通道底部的截面积大小。流量公式[16]为:

式中:Q为分选通道流量,m3/h;S为分选通道底部的截面积,m2;v为向上流动气流速度,m/s。
由于分选通道中的流量Q是由二次分选喷嘴喷出的正压气流大小决定的,所以在工作过程中,流量Q基本是不变的,当底部截面积S发生变化时v就会发生变化,这样就可达到调整梗签二次分选效果的目的,当分选效果满足要求后,再拧紧星型旋钮,固定整个连杆机构。
1.2 问题分析
为分析ZJ116B型卷接机组前后烟道生产卷烟的质量特性,对南京卷烟厂1组ZJ116B型卷接机组生产的“金陵十二钗”牌卷烟进行取样检测,将机组运行速度设定为10 000支/min,在机组稳定运行2 h后,分别取20支前烟道卷烟和20支后烟道卷烟,连续取5次,统计20支卷烟总质量和卷烟质量标准偏差(即卷烟质量SD值),结果见表1。
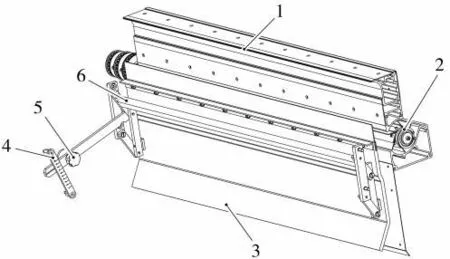
图2梗签二次分选调节机构示意图Fig.2 Schematic diagram of control mechanism for secondary stem separation
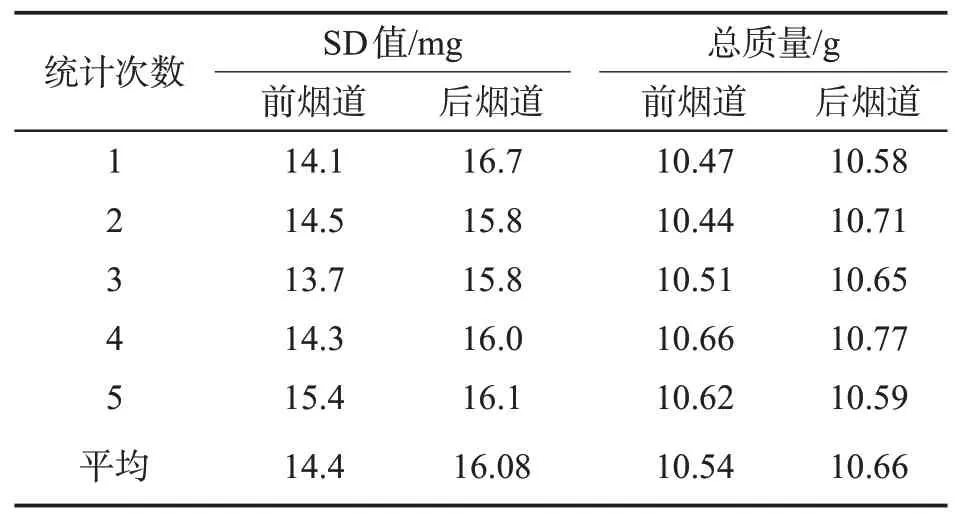
表1改进前卷烟质量稳定性统计Tab.1 Statistics of cigarette weight consistency before modification
根据南京卷烟厂的工艺技术标准,20支细支卷烟总质量为(10.60±0.20)g,单支细支卷烟标准偏差≤15 mg。由表1可见,前烟道和后烟道的卷烟总质量均满足工艺技术标准,前烟道生产的卷烟平均总质量为10.54 g,后烟道卷烟平均总质量为10.66 g,两者基本一致。前烟道卷烟质量的标准偏差除第5次取样结果外均满足工艺技术标准,而后烟道卷烟质量的标准偏差均未能满足要求,前烟道卷烟质量的平均SD值比后烟道平均SD值小1.68 mg,说明后烟道卷烟质量波动较大。
ZJ116B型卷接机组采用双烟道技术,经过两次分选后的烟丝在流化床上一分为二,最终分别到达前后吸丝通道中的吸丝带上。而现有的ZJ116B型卷接机组的二次分选的调节机构设计在左右2块主墙板之间,由1个调节杆调节整个烟丝输送宽度上的分选效果,不能对分选通道分开进行调节,当来料烟丝不均匀时,会造成前后吸丝通道间梗签分离效果不一致。且梗签二次分选通道是直通型的,其内部气流速度基本恒定,闸辊有时会带入一些烟丝团进入分选通道中,成团的梗签和烟丝难以分离,或随气流上升进入流化床,或下落排出到回收通道中。这些均会导致卷烟质量出现波动,造成前后烟道卷烟质量稳定性出现较大差异。
2 改进方法
2.1 前后烟道风选独立调节机构

图3改进后的梗签二次分选调节机构示意图Fig.3 Schematic diagram of modified control mechanism for secondary stem separation
重新设计了二次分选调节机构来对分选通道底部的截面积进行独立调节,见图3。改进后的调节装置由左右两个独立的调节机构组成,均安装在连接架9上。每个独立的调节机构均由调节板、刻度尺、星型旋钮、连杆机构以及挡风块等组成,其使用方法与原调节机构基本一致,改变右调节板4的位置,可以改变前吸丝通道的梗签分选效果;改变左调节板6的位置,可以改变后吸丝通道的梗签分选效果,实现前后烟道梗签分选效果的独立调节。
当左右调节板的位置变化时,相邻两个调节板之间可能会出现间隙,会造成相邻通风口的通风量随之变化。因此在两个调节板相邻的位置均安装了挡风块5,用来封闭调节板之间的间隙,避免梗签二次分选效果受到影响。
2.2 Z型分选通道
为了提高在二次分选过程中对烟丝团的分选效果,借鉴其他卷接设备的除梗技术,将直通式的分选通道设计成Z型[17],增加了4个三角形导流块,将其错位安装于分选通道的两侧,使导流块之间的气流通道变成Z型,见图4。根据文丘里效应,当风吹过阻挡物时,在阻挡物的背风面上方端口附近气压相对较低,从而产生吸附作用并导致空气的流动[18]。所以迎风面A处的压力PA高于背风面B处的压力PB,气流从高压点向低压点流动,就会形成图4中所示的顺时针旋向的小循环气流。在Z形通道中,烟丝团随主气流向上流动,与通道内的迎风面撞击后转向。撞击后,含有梗签的烟丝团会在自重及小循环气流作用下,向下运行,再次循环,在流动中左右撞击、上下翻转,使梗签与烟丝得到充分分离。
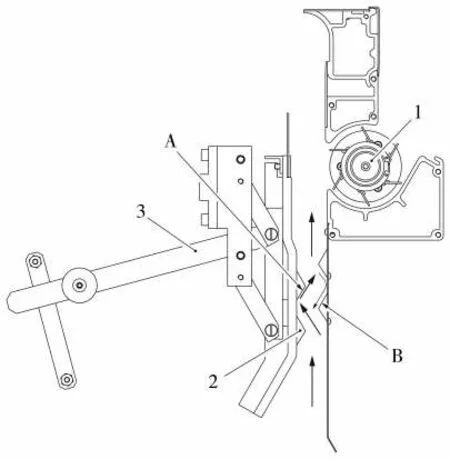
图4 Z型分选通道示意图Fig.4 Schematic diagram of Z-shaped separation passage
3 应用效果
3.1 试验设计
材料:“金陵十二钗”牌卷烟(江苏中烟工业有限责任公司南京卷烟厂)。
设备:ZJ116B型卷接机组(常德烟草机械有限责任公司),MW3220型烟支水分及密度剖面微波快速测量仪(德国TEWS公司生产),OM-VA型烟支/滤棒在线取样综合检测台(北京欧美利华科技有限公司生产)。
方法:将ZJ116B型卷接机组的运行速度设定为10 000支/min,在机组稳定运行2 h后,利用滤棒/烟支综合测试仪对卷烟进行取样检测,每次分别取20支前烟道卷烟和20支后烟道卷烟,连续取5次,统计改进后取样的20支卷烟总质量和卷烟质量标准偏差(即卷烟质量SD值);使用在线梗签分离回收装置对改进前后的设备分别进行5次1 min的梗签收集检测。
3.2 数据分析
由表2可见,改进后的前后烟道生产出卷烟的总质量基本一致,符合卷烟企业的工艺技术标准;前后烟道的卷烟质量标准偏差也都满足工艺技术标准,其中前烟道卷烟质量的平均SD值由改进前的14.40 mg降到13.16 mg,后烟道卷烟质量的平均SD值由改进前的16.08 mg降到13.44 mg,有效降低了卷烟质量SD值水平,减小了烟支质量的波动;前后烟道卷烟质量的平均SD值差值由改进前的1.68 mg降到了0.28 mg,有效减少了前后烟道卷烟质量稳定性的差异,提高了卷烟质量的稳定性。
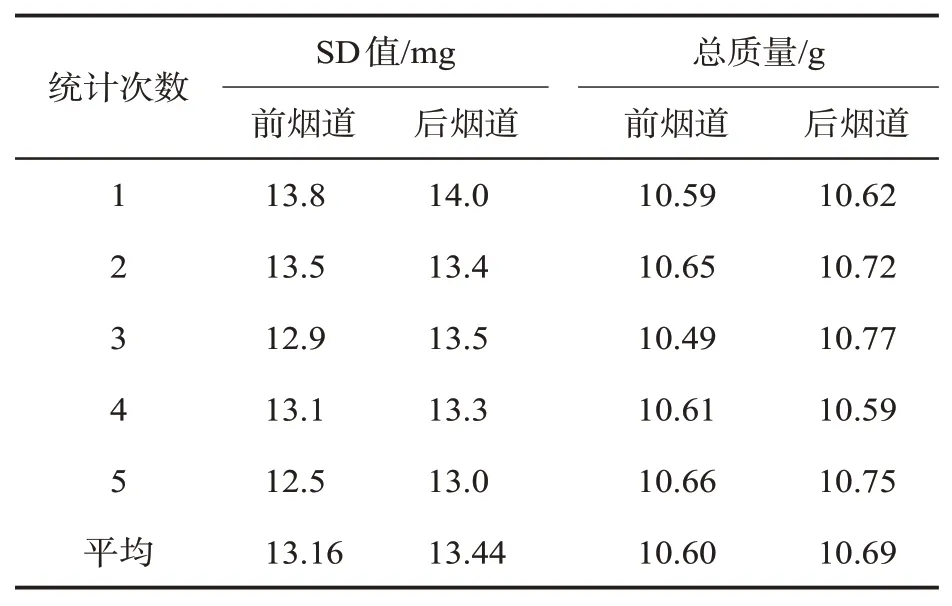
表2改进后卷烟质量稳定性统计Tab.2 Statistics of cigarette weight consistency after modification
由表3可见,排出的梗签中的平均含丝率由改进前的18.4%降到了改进后的9.0%,降低了9.4百分点,排出梗签中含丝率大大减少,降低了原辅材料的消耗,有效提高了梗签分选效果。
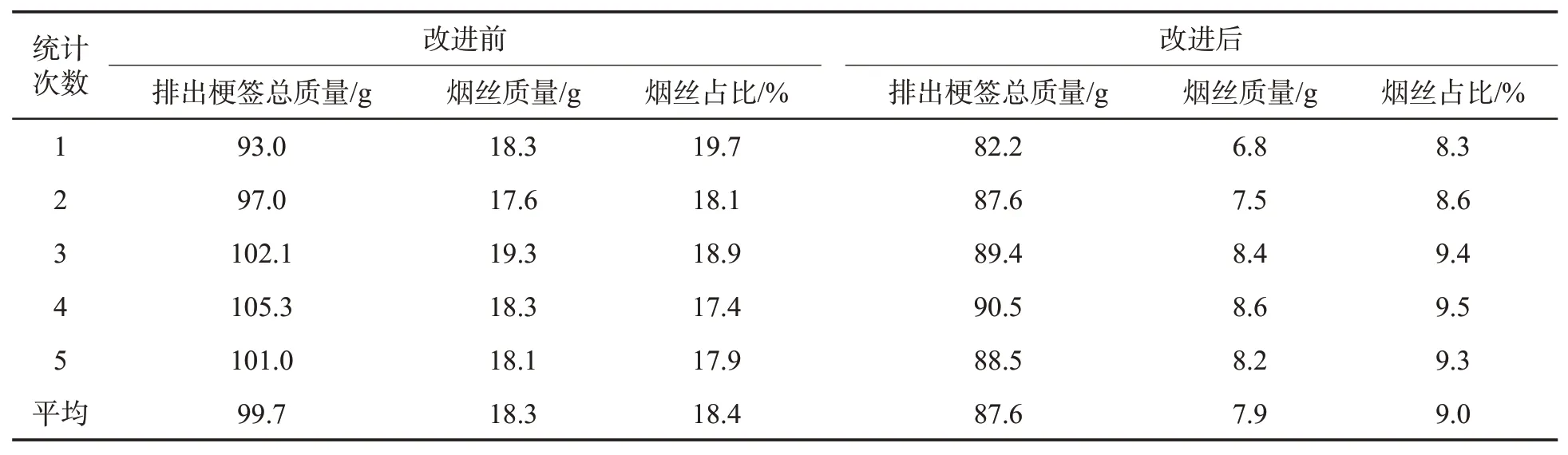
表3改进前后排出梗签的含丝率比较Tab.3 Comparison of tobacco fiber content in rejected stems before and after modification
4 结论
通过设计梗签二次分选独立调节装置,将直通型的分选通道改进成Z型分选通道,实现了对ZJ116B型卷接机组的前后烟道梗签分选的独立调节,提高了梗签分选效果和卷烟质量稳定性。以ZJ116B型卷接机组生产的“金陵十二钗”牌卷烟为对象进行测试,结果表明:前烟道的卷烟质量的平均SD值由改进前的14.40 mg降到13.16 mg,后烟道的卷烟质量的平均SD值由改进前的16.08 mg降到13.44 mg,前后烟道卷烟质量的平均SD值差值由改进前的1.68 mg降到了0.28 mg,排出的梗签中含丝率降低了9.4百分点。该技术可在ZJ119、PROTOS2-2等双烟道卷接设备上推广应用。
