三产品重介旋流器分选锰矿石模拟与试验研究
2020-12-21刘国庆张悦刊刘培坤葛江波
刘国庆 张悦刊 刘培坤 王 辉 葛江波
(山东科技大学机械电子工程学院,山东青岛266590)
重介旋流器是利用离心沉降原理进行有效分选的设备,具有结构简单、操作方便、体积小、无运动部件、处理量大、分选效率高等特点[1-2],被广泛应用于石油、化工、煤炭、冶金等领域[3-4]。
锰矿是重要的基础性原料矿产,广泛应用于钢铁、冶金、机械等领域[5-6],但是随着对锰矿石的开采,矿产资源日趋贫、杂、细。锰回收工艺中Mn回收率低、品位低是目前不得不面对的难题[7-8]。通常,锰矿石精矿密度在2.6~2.8 g/cm3之间,脉石矿物密度在2.4~2.5 g/cm3之间,精矿和脉石密度差异较小,因此,若在重力场内进行分选,需要将悬浮液密度配置在2.4~2.8 g/cm3之间,如此高密度的悬浮液不仅需要大量的重介质矿粉,同时导致重选锰矿石工艺中存在灵活性不强、生产设备性能较差等问题[9],故磁选工艺在锰矿石分选中占据了一定的地位[10-12]。虽然磁选工艺中取得了较高的回收率,但是磁选工艺受其作用环境及机理的限制,作用范围有限。MEHDILO等[13]采用Usinc跳汰工艺分选来自Charagah矿床中的软锰矿,得到了合格的精矿品位,但是Mn损失约13%,回收率较低。谢俊等[14]采用强磁选和浮选组合工艺,虽然锰精矿品位超过30%,但是该工艺需要经过两次磨矿、阴阳离子正反浮选等环节,工艺流程长,工程上推广应用受到限制。
针对以上问题,提出一种采用无压给料两段组合式三产品重介旋流器回收锰矿石工艺,通过两段组合式三产品旋流器,一段低密度悬浮液可以实现二段高密度分选,分选出精矿与脉石矿物。本研究拟采用数值模拟和试验相结合的方法,研究三产品重介旋流器内部流场特征及参数对分选性能的影响,以期解决锰矿石分选工艺中分选效率及精矿品位低等问题,为锰矿石分选提供借鉴。

1 旋流场数值模拟
物料分离是在旋流场中完成的,旋流场特征对分选精度和分选效率起着决定性作用。旋流器中的流体运动是比较复杂的涡旋运动,为方便阐述旋流器内的流体运动规律,采用数值模拟的方法对流场的形成过程及流场分布特征进行分析,从而为进一步优化流场结构提供理论依据。
1.1 数值模拟方法
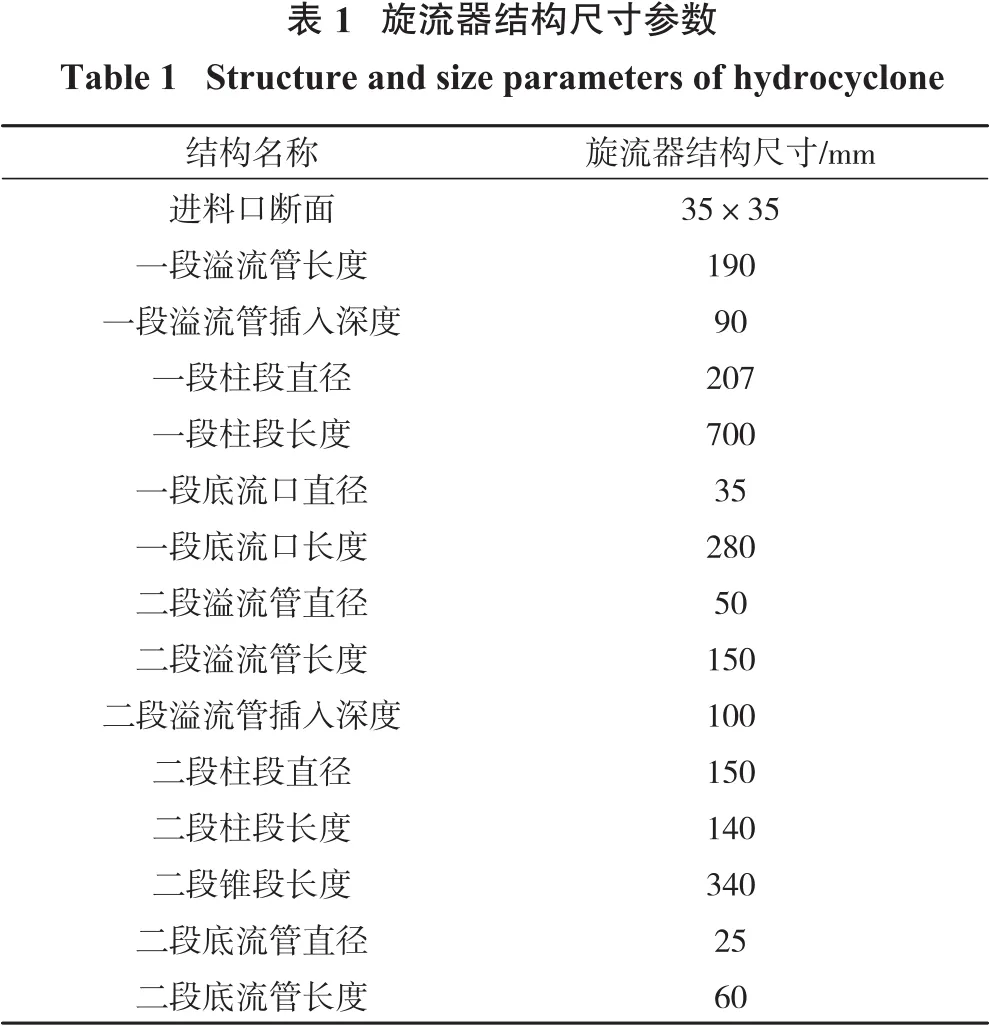
为了研究三产品重介旋流器内部流场特征和分离性能,对三产品旋流器进行了三维建模,结构参数如表1所示。利用ICEM-CFD软件对旋流器进行网格划分,网格数量为102 240个,网格划分如图1所示,采用Fluent19.0软件对旋流器进行数值模拟分析。
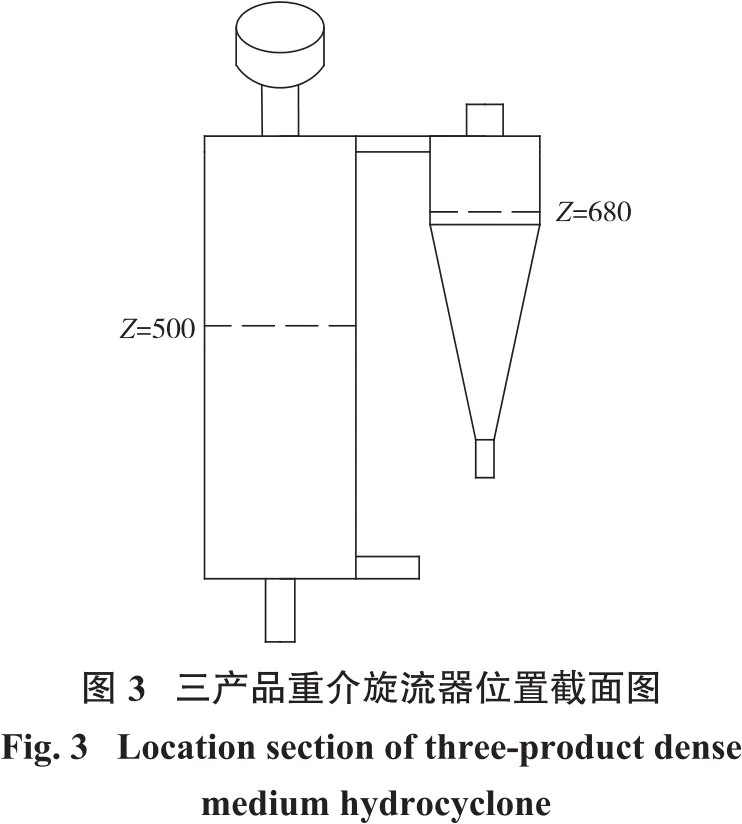
本研究湍流模型采用RSM雷诺应力模型[15-17],多相流模型采用Mixture模型[18-20],主相设置为水,次相为重介质。选择求解控制参数采用压力-速度耦合SIMPLEC算法,压力离散格式采用PRESTO!,离散格式采用QUICK。入口设置为velocity-inlet,大小分别设置为3 m/s、4 m/s、5 m/s、6 m/s、7 m/s,进行不同入口速度的模拟。溢流口和底流口均设置为pressureoutlet,为无滑移壁面函数。选取两旋流器中心轴所在面为数据分析截面,如图2所示。切向速度和轴向速度的位置截面图如图3所示。

1.2 模拟结果分析
1.2.1 重介质悬浮液密度场分布
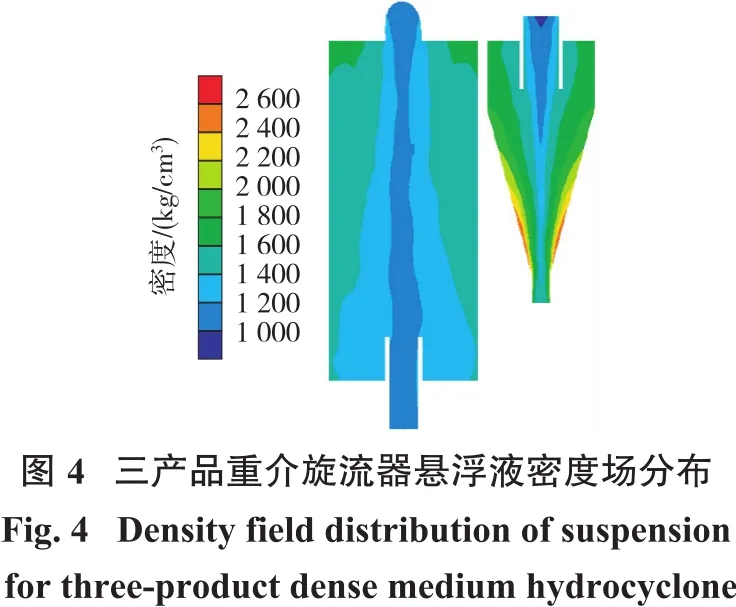
重介质悬浮液是由微细硅铁粉和水组成的分散相体系,旋流器内密度场分布情况直接影响物料分选结果,图4是入口速度为5 m/s时三产品重介旋流器内悬浮液密度分布图。由图4可以看出:在径向上,不论一段旋流器,还是二段旋流器,其内部悬浮液密度都呈现沿旋流器中心向壁面逐渐增加的趋势。由于旋流器的浓缩作用,二段旋流器内悬浮液密度比一段旋流器明显提高,且越靠近底流口,悬浮液密度提高程度越明显。图5为悬浮液不同密度时的不同分布区域图。可以看出,低密度悬浮液主要集中在一段,高密度悬浮液主要集中在二段,通过两段组合式三产品旋流器,一段低密度悬浮液可以实现二段高密度分选,从而分选出精矿与脉石产物。此结果为工程实践提供了重要的理论依据。

1.2.2 静压力云图对比
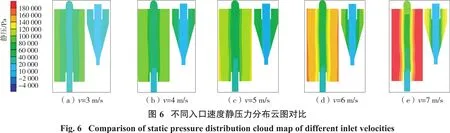
旋流器的静压力分布规律对分级效果有重要影响。图6为旋流器不同入口速度的静压力分布对比图,从图6可以看出,入口速度不同时旋流器内部压力分布规律基本一致,即由器壁向轴心,压力具有逐渐减小的趋势,且随着入口速度的增大压力梯度分布越明显。流场压力增大,使颗粒径向受力增大,有利于颗粒分离,从而改善三产品旋流器的分级效果。
1.2.3 切向速度
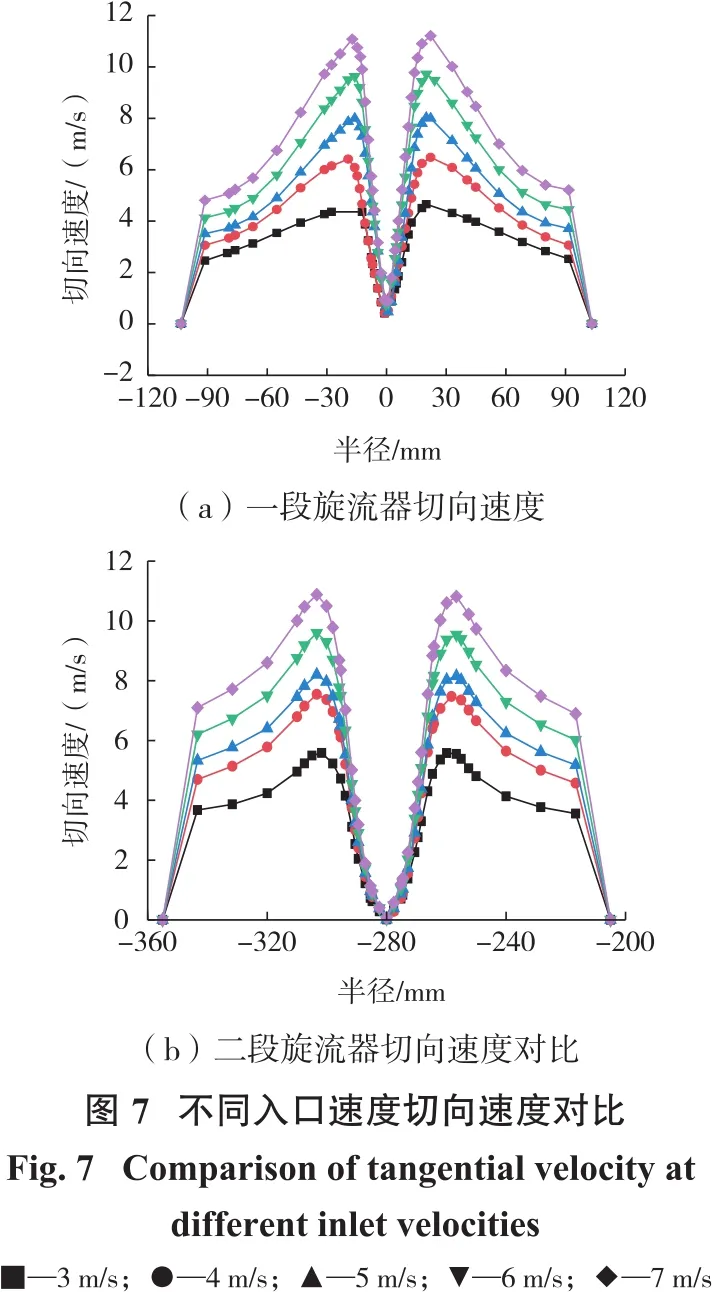
离心力场由切向速度场决定,是旋流分离的基础,在颗粒分离过程中占据主导作用,在速度分量中也是数值最大的。选取一段旋流器截面高度Z=500 mm和二段旋流器截面高度Z=680 mm处的切向速度,图7为不同入口速度时的切向速度对比图,可以观察到,随着半径的减小,切向速度呈现出先增大后减小的趋势。在接近溢流管壁时达到最大值,而后快速变小,在旋流器中心位置处达到最低值。且随着入口速度的增大,切向速度也随之增大,所以入口速度适当增大对锰矿石的分选有利。
1.2.4 轴向速度
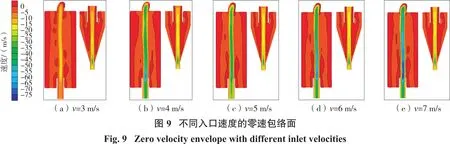
轴向速度不但决定颗粒在旋流器内部停留时间的长短,而且决定着底流和溢流的流量分配情况,进而影响分离效果。图8为不同入口速度时的轴向速度对比图,两段旋流器中的轴向速度均符合轴对称分布规律。从轴向速度的大小上看,其随入口速度的增大而增大。在二段旋流器中,轴向速度在旋流器壁面处的速度为0,随着向轴心的靠近,轴向速度先增大到一定值,然后又减小至0,继续减小到某一最小值后,又反向增大至某一最大值,表明轴向速度两次通过零点,将速度为0的点连起来的面则为内旋流和外旋流的分界面,即零速包络面(见图9)。可以看出在零速包络面以内,一、二段旋流器的悬浮液从溢流管流出;在零速包络面以外,一段旋流器的悬浮液从连接管流出,二段旋流器的悬浮液从底流管流出。这样低密度产物就从零速包络面内排出,高密度产物就从零速包络面外排出,从而完成精矿和尾矿的分选。

2 试验及结果分析
2.1 试样性质
试验所用矿样为海相沉积型软锰矿,锰矿石密度为2.6~2.8 g/cm3,脉石密度为 2.4~2.5 g/cm3,原矿锰品位28.25%,粒度组成为-8 mm+1 mm。
2.2 试验系统
图10为锰矿回收试验系统图,主要由无压给料三产品重介质旋流器、介质桶、渣浆泵、阀门等组成。原矿石由一段旋流器上端入料口无压给入,重介悬浮液在一定的压力条件下从一段旋流器的入料口沿切线进入旋流器,在离心力作用下,矿石与受到浓缩的重介质悬浮液一起沿切线方向进入二段旋流器,高密度产物进入底流口排出,即精矿。低密度产物进入溢流口排出,即尾矿。

2.3 试验结果及讨论
2.3.1 入料压力对分选效果的影响
入料压力决定着悬浮液在旋流器中浓缩的程度以及锰矿石在旋流器中停留的时间长短。为探索压力对锰矿石分选效果的影响,设置二段旋流器悬浮液密度为2.60 g/cm3。通过调节入料压力分别为:0.06 MPa、0.07 MPa、0.08 MPa、0.09 MPa、0.10 MPa,考察压力条件对分选指标的影响,结果见图11。
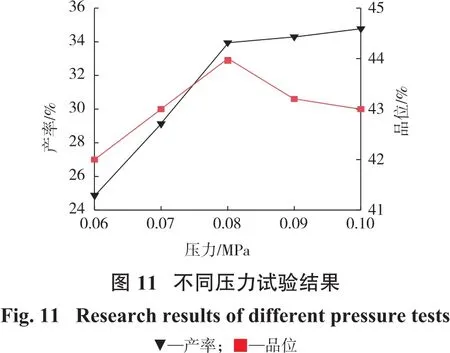
由图11可知,精矿产率和精矿品位均随入料压力的增大而升高。但在压力达到0.08 MPa后精矿产率上升减缓,此时,精矿品位达到最高44.00%,之后呈下降趋势。这表明了压力到达一定值后再提升压力,锰矿石的的分选效果反而变差。综合考虑分选锰矿石指标的升降幅度,分选锰矿石最佳压力设置为0.08 MPa,此时获得的精矿产率为33.95%。
2.3.2 悬浮液密度对分选效果的影响
悬浮液密度是决定锰矿石在旋流器中分选效果的主要因素,为探索密度对锰矿石分选效果的影响,设置入料压力为0.08 MPa,通过调节悬浮液密度分别为:2.50 g/cm3、2.55 g/cm3、2.60 g/cm3、2.65 g/cm3、2.70 g/cm3,考察密度条件对分选指标的影响,结果见图12。
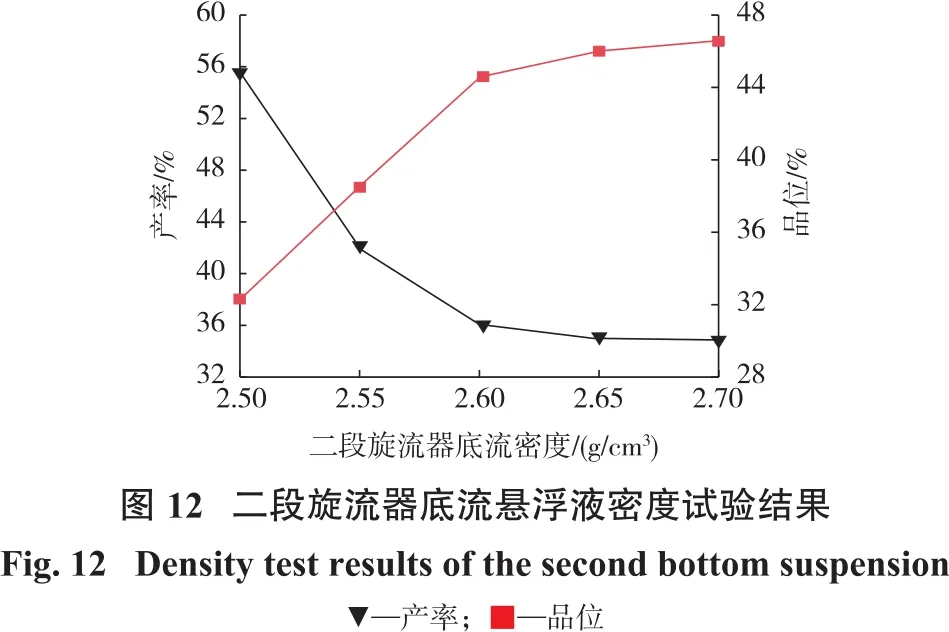
由图12可知,精矿产率随着二段悬浮液密度的升高而下降,相反,精矿品位随着二段悬浮液密度的升高而升高。当二段悬浮液密度由2.50 g/cm3增加到2.60 g/cm3时,精矿品位由32.00%迅速提高至44.58%,精矿产率由55.58%下降至36.00%,说明大部分精矿密度在2.5 g/cm3至2.6 g/cm3之间。当二段悬浮液密度由2.60 g/cm3增加到2.70 g/cm3时,精矿品位由44.58%提升至47.02%,变化不明显,此时的精矿产率变化也不明显,都处于较为平稳状态。综合考虑锰矿石分选指标的增减幅度与使用介质成本,分选锰矿石的最佳密度设置为2.60 g/cm3,此时获得的精矿产率为36.00%。
3 结 论
针对锰矿石难以分选的问题,提出了无压给料三产品重介旋流器分选锰矿石工艺,并进行了数值模拟和试验研究,结论如下:
(1)采用无压给料重介质选矿工艺可以实现精矿与脉石的有效分选。试验结果表明,在入料压力为0.08 MPa、二段悬浮液密度为2.60 g/cm3条件下分选锰矿石,获得的精矿产率为36.00%,Mn在原矿中的品位为28.25%,试验所得精矿中Mn品位为44.58%,Mn回收率高达56.81%。
(2)数值模拟预测了三产品重介旋流器的流场特征,为流场结构优化提供了理论依据。
(3)三产品重介旋流器具有低密度悬浮液,可以实现高密度分选的优点。但需要指出的是分选介质的稳定性受多种因素的影响,因此分选介质的稳定性是接下来需要进一步深入研究的重要课题。
