不同条件对口罩用熔喷布过滤效率与气流阻力的影响
2020-12-20王清源
王清源
(镇江市产品质量监督检验中心,江苏 镇江 212000)
2020年,新冠疫情爆发,口罩成为争相采购的商品,而口罩中间层的核心材料,聚丙烯熔喷法非织造布(简称熔喷布)一度成为网红产品,为大众熟知。熔喷非织造布是聚合物一步法成布技术中的一种。20世纪50年代初,美国海军实验室在政府资助下发明了熔喷非织造布技术,即熔融聚合物被柱塞挤压机挤入一股敛聚的热气流,形成超细纤维吹向凝网器堆积成一种超细过滤材料,生产出尼龙熔喷非织造布[1]。目前,口罩用熔喷布多以聚丙烯为原料,因具有独特毛细结构的超细纤维来增加单位面积纤维的数量和表面积,使其对空气中的微细粉尘和细菌等微纳米颗粒具有优良的捕获性能。
对于应用于空气过滤领域中的非织造布滤料,很重要的过滤性能指标是颗粒物过滤效率和气流阻力[2]。过滤效率是指对过滤元件进行实验时,过滤元件过滤掉的气溶胶浓度与过滤前的气溶胶浓度之比;气流阻力是指在一定实验风速或风量下,过滤元件前后的静压差[3]。口罩是过滤领域的一种典型产品,在现行有效的标准中对过滤效率项目的测试流量和技术要求不尽相同,如在YY 0469—2011《医用外科口罩》[4]标准中规定过滤效率项目测试流量为(30±2)L/min,过滤效率大于等于30%;在GB/T 32610—2016《日常防护型口罩技术规范》[5]中规定过滤效率项目测试流量为(85±4)L/min,过滤效率因级别不同要求不同,最低不得低于90%。国内现行的熔喷布标准也有很多,多为新制定的地方标准和团体标准,其中,FZ/T 64078—2019《熔喷法非织造布》[6]作为唯一的行业标准,其过滤效率项目采用的就是GB/T 32610—2016附录A的方法,测试流量为(85±4)L/min。本次研究在不同的测试流量、叠加层数和加载时间3种条件下,分别测得熔喷布过滤效率和气流阻力结果,分析其变化情况,为熔喷布的生产、应用和口罩的使用提供参考依据。
1 实验
1.1 样品准备
实验样品为自备白色熔喷布,门幅175 mm,克重25 g/m2,厚度为0.47 mm。样品不作温湿度预处理,但均在实验环境条件下放置24 h以上。
1.2 实验设备
SJPM-F002颗粒物过滤效率测试仪,测试面积为100 cm2;过滤介质为NaCl气溶胶,计数中粒径为(0.075±0.020)μm。
1.3 实验环境
实验的环境温度为(2 5±5)℃,相对湿度为(30±10)%。
1.4 实验方法
(1)分别设置测试流量为30、40、55、70、85、100 L/min,测试单层熔喷布的过滤效率和气流阻力。
(2)当测试流量为85 L/min时,对熔喷布进行层数叠加实验,最大叠加层数为5层,每叠加1层记录一次过滤效率和气流阻力。
(3)当测试流量为85 L/min时,对单层熔喷布进行连续加载实验,每间隔1 min记录一次过滤效率和气流阻力,记录至30 min。
2 实验结果和讨论
2.1 不同测试流量的影响
表1是不同测试流量下的过滤效率和气流阻力的实测值。从数据上可以看出,随着测试流量的增加,过滤效率逐渐降低,气流阻力逐渐增大。

表1 不同测试流量下过滤效率与气流阻力的实验结果
通过线性拟合,得到测试流量与过滤效率的线性关系方程式为:

相关系数R2为0.997 8。
测试流量与气流阻力的线性关系方程式为:

相关系数R2为0.993,线性关系均很显著,拟合曲线见图1。

图1 测试流量与过滤效率和气流阻力的关系
通过方程式可以准确地计算出该熔喷布在不同测试流量下的过滤效率和气流阻力。因此在熔喷布的生产和应用过程中,可以将成品熔喷布的折叠或压制等工艺形成立体熔喷布,通过增加接触面积来降低气体通过流量,使熔喷布具有高过滤效率和低过滤阻力。
2.2 不同叠加层数的影响
表2是不同叠加层数下的过滤效率和气流阻力的实测值。从实验结果可以看出:随着叠加层数的增加,过滤效率增速由快变慢最后趋于稳定,而气流阻力逐渐增大。

表2 不同叠加层数下过滤效率与气流阻力的实验结果(测试流量:85 L/min)
通过线性拟合,可得到叠加层数与气流阻力的线性关系方程式为:

相关系数R2为0.999 1,线性关系显著,拟合曲线如图2所示。

图2 叠加层数与过滤效率和气流阻力的拟合曲线
通过方程式可以准确地计算出该熔喷布在不同叠加层数下的气流阻力值。在口罩生产过程中,可以通过多层叠加熔喷布的方法提高过滤效率,虽然气流阻力也会增加,但是两者存在不同的增长趋势,可以通过上述方程计算不同层数的气流阻力,寻找合适的叠加层数。
2.3 不同加载时间的影响
表3是不同加载时间下的过滤效率和气流阻力的实测值。从数据上可以看出,随着加载时间的延长,过滤效率和气流阻力值均呈增大趋势。
图3是加载时间与过滤效率和气流阻力变化关系曲线。从图中可清晰地看出,在加载过程的前半程,过滤效率增长速度较快,气流阻力增长速度较慢;在加载过程的后半程,过滤效率的增长速度放缓,而气流阻力增速加快。出现这种变化情况的原因是在加载过程前期,气溶胶颗粒物的集聚使得纤维的孔径变小,过滤效率快速增大,当加载继续时,纤维孔径小到一定程度,过滤效率增速放缓,而此时,气流阻力的增加速率越来越快。因此,在口罩实际使用过程中,建议消费者佩戴一段时间后更换,否则会因颗粒物的集聚使气流阻力增大,造成佩戴者呼吸不畅。
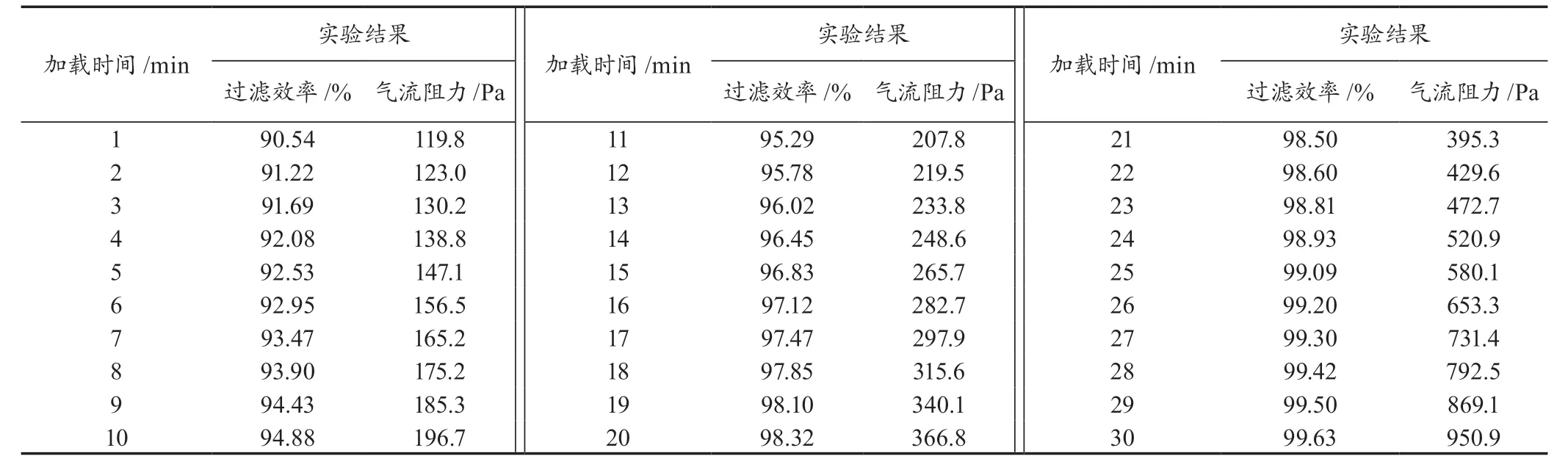
表3 不同加载时间下过滤效率与气流阻力的实验结果(测试流量:85 L/min)
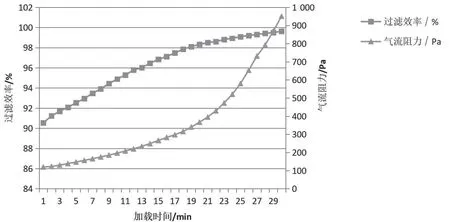
图3 加载时间与过滤效率和气流阻力变化关系
3 结语
在熔喷布的颗粒物过滤效率测试过程中,随着测试流量的增加,过滤效率值呈线性下降的趋势,气流阻力值呈线性增大的趋势;在测试流量不变的情况下,随着叠加层数的增多,过滤效率值先增大后趋于稳定,差异变小,气流阻力值呈线性增大趋势;在测试流量不变的情况下,随着加载时间的延长,过滤效率值和气流阻力值均呈增大趋势,过滤效率由急变缓,气流阻力由缓变急。
在熔喷布生产过程中,可以考虑通过使用经过折叠或压制成立体的熔喷布增加过滤面积、提高过滤效率,同时降低气流阻力。在口罩的生产过程中,可以考虑在保证相对合适的气流阻力前提下,采用增加熔喷布叠加层数的方式提高过滤效率。另外,建议消费者在日常佩戴口罩时,应及时更换,保证呼吸通畅。
