钢齿环精锻模具加工工艺攻关
2020-12-01刘科
刘科
(陕西法士特齿轮有限责任公司,陕西宝鸡 722409)
0 引言
同步器钢齿环精密成形是公司首次进行的齿部精密锻造工艺[1],其从工艺设计[2],到模具加工、现场控制等全过程均与现有锻造工艺差异甚大。尤其在模具加工方面,项目初期五轴高速加工设备尚未到货,外购模具价格昂贵且供货周期较长,因此如何实现在现有三轴加工中心上的钢齿环模具自制,最终实现量产成为重中之重。
1 三轴加工中心上钢齿环模具加工工艺攻关
钢齿环模具[3]有几个显著特点:高硬度(洛氏HRC56~60)、深型腔加工(刀具长径比最大16,深度12~14 mm)、极小圆角(≤R0.25 mm),导致加工难度增加,如图1所示。
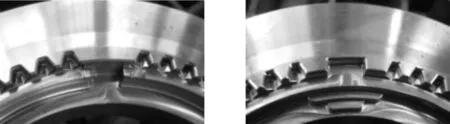
图1 钢齿环模具加工现状
实验设备为台湾乔福DMC-912三轴加工中心,主轴转速12 000 r/min。
图2是当时攻关完成前后齿部、键槽部位图片对比。由图可看出,主要问题如下:(1)各重要圆角部位未达到图纸要求;(2)齿形齿向基本没有加工出来;(3)加工表面接刀纹明显、表面粗糙度未达到图纸要求。
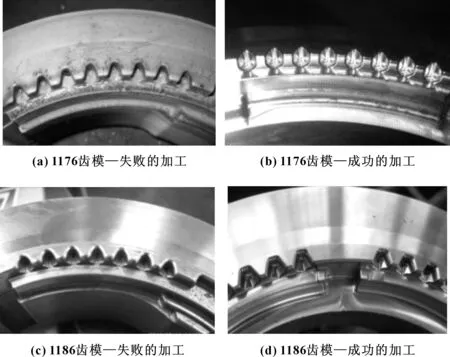
图2 钢齿环模具对比
针对上述存在问题,采用逐一排除法,对未达到图纸要求的所有因素分别调整和试验。
2.1 刀具的选择
对长径比为16(无法实现摆轴的三轴加工中心)、直径φ1 mm以下的刀具来说,最基本的加工要求是过程中刀具要耐磨、不能断刀。经用日立、山特、黛杰、山高等多个刀具厂家试验对比。最终确定使用日立小径球头立铣刀(由于日立刀具具有高耐磨性、较高的韧性、性价比最高等因素,符合该模具加工刀具要求)。
2.2 切削用量的选择
车间内热后大部分模具的加工一般切深0.2 mm以上,现在选择使用小径立铣刀,通过反复的切削参数调整试验,最终确定了适合的切削用量,例如φ1R0.5L12-L16的球头立铣刀,切宽切深在0.025 mm左右,该工具性价比高,并且可保证模具的加工质量。
2.3 主轴转速调整
由于车间乔福DMC-912三轴加工中心最高转速只有12 000 r/min,但该模具高速铣削要求的最低转速在20 000 r/min以上,因此考虑实验初期加工不出齿形的原因,可能是由于主轴转速不够造成的,于是在主轴上加装高速头,使最高转速达到36 000 r/min。经过实验加工,发现仅仅提高转速也不能加工出齿形。
2.4 加工策略的选择
控制系统采用FANUC-18I MB数控系统,刀具在拐角没有高速的处理插补运动能力,拐角快速转弯,使模具几何形状达不到技术要求,通过实验增加高速预读代码G05.1Q1 和G05.1Q0 来增加多程序段处理进行插补前的直线加减速,由于多程序段的预先加减速,加工中能加速平滑,实现高速加工。该策略选择对加工效率、加工质量起了很大作用。
2.5 编程软件的选择
编程软件是复杂高速铣削加工的指挥棒,现在主流编程软件Pro/E、UG、Powermill、Hypermill等逐一试用,在软件公司技术人员的帮助下掌握了高速加工的理念和方法。由于UG中CAM模块Z_LEVLE(等高精加工)加工策略进行陡峭面加工,8°斜面采用CAM模块FIXED_CONTOUR(固定轴轮廓)加工平缓面。图3是编程软件生成的清根刀路。通过比对,并考虑UG软件仿真功能、编程系统全面和积极的售后服务,最终选择了UG软件来进行模具编程及后处理。
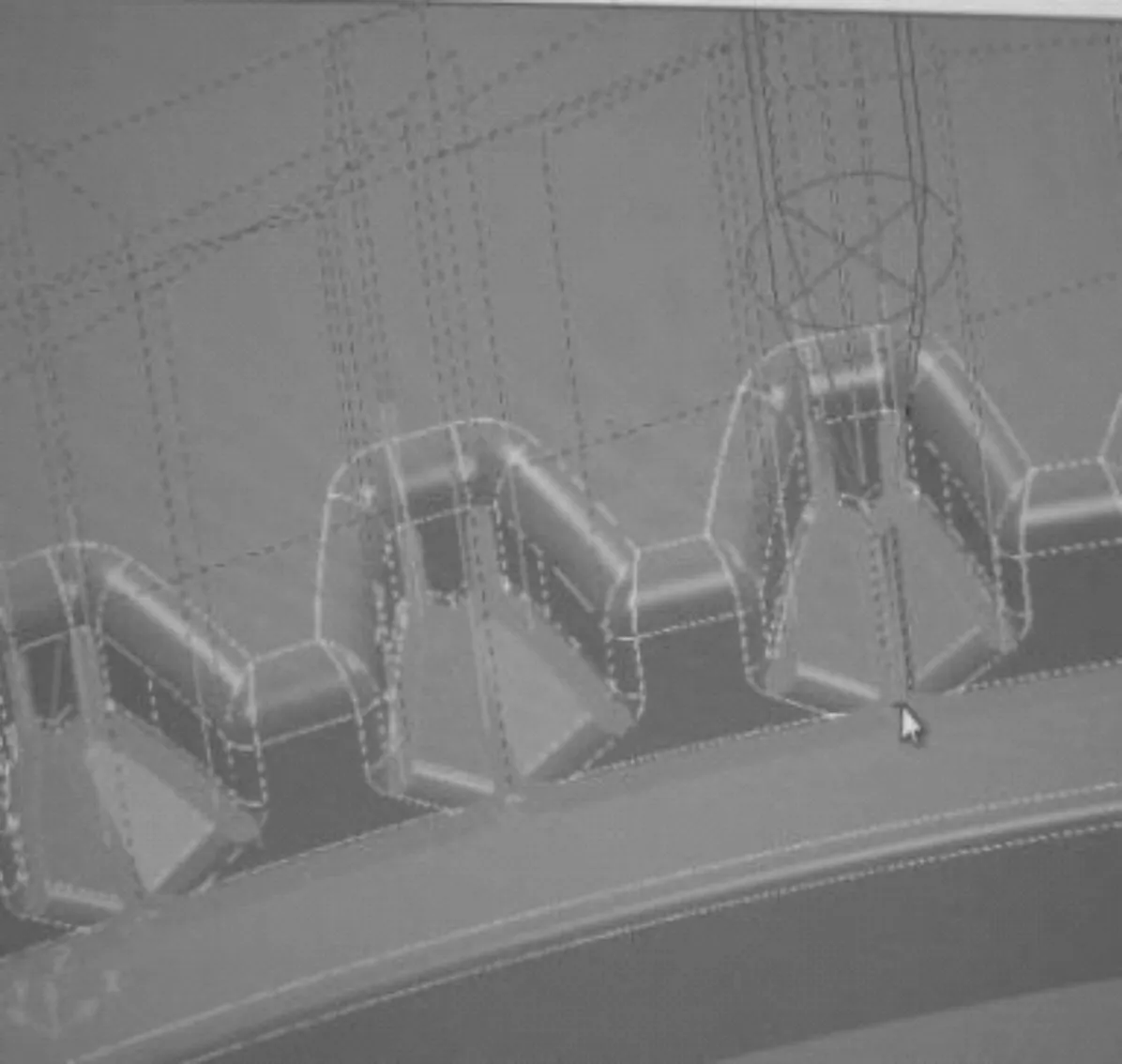
图3 编程软件生成的清根刀路
2.6 余量调整及加工顺序
精锻模具加工顺序一般为热前粗车、热后精车粗精铣,精铣时需要用到多把刀具:Φ10 mmR1 mm刀开粗—Φ6 mmR1 mm刀粗铣—Φ3 mmR1.5 mm球刀半粗铣—Φ2 mmR1 mm球刀半精铣—Φ1.5 mmR0.75 mm球刀半精铣—Φ1 mmR0.5 mm球刀精铣—Φ0.8 mmR0.4 mm球刀清根。
加工过程中各刀具留量、加工区域的选择、接刀效果以及清根效果是加工过程中的一个重要课题。通过分析比对,最终确定了合理的加工顺序和加工余量。
2.7 冷却条件的选择
由于模具洛氏硬度在HRC56~60、刀具长径比偏大,当转速在12 000 r/min以上时刀具和模具间产生大量热量,造成加工让刀现象,其中最大让刀量为0.2 mm。后续试验了切削液冷却、油雾冷却、气冷等3种冷却方式。油雾冷却和气冷使用后模具加工尺寸稳定,最终选择油雾冷却和气冷结合方式。
3 试验过程简述
图4为一个齿一种或多种实验方案。

图4 一个齿实验一种或几种加工方案
由图4可以看出:第1—5齿,攻关之前的加工方法,高速头22 700 r/min或不用高速头,齿形均未出。
第6—8齿,取消高速头,主轴转速9 600 r/min,进给460 mm,冷却液开或不开对齿形有影响,说明切削产生的热量很大,齿形基本出。
第9—10齿,使用高速头加工,22 700 r/min,调整不同进给速度,齿形未出,说明仅仅提高转速并不会改善加工效果,反而加速刀具磨损。试用了KENDU的球刀,但让刀非常严重。
第11—13齿,将基础模型的齿部圆角由R0.5 mm改为R0.55 mm,改善满刀加工改刀具带来的巨大负担,并实验不同进给量,齿形很好。
第14—27齿,加工齿侧、110°夹角面,实验不同留量、不同加工策略、不同的加工区域选择方法对加工效果的影响,改进加工方式提高加工效率,实验不同刀具、参数加工效率降低刀具成本。
第28—31齿,精细控制各转接处接刀,选择合适的接刀位置。
第32—41齿,程序连续性实验,根据之前的实验效果,连续加工10齿,不用高速头,主轴转速9 600 r/min,进给200~340 mm,切深切宽0.02~0.03 mm,M刀路清根,加工效果良好,刀具磨损少。
第18齿试用了Φ0.5 mmR0.25 mmL6 mm的球刀,但是由于刀具直径太小,设备、冷却等均无法满足极小刀具加工要求,因此并不成功。
加工过程中采用油雾冷却和气冷结合方式,试验后表明,长径比大的刀具加工排热是非常关键的,没有及时排热将严重影响模具质量、刀具使用寿命。
实验采用逐齿加工,测齿部跨棒距波动较大,说明刀具磨损较大。解决这个问题有两种方法:(1)再反向走一遍程序;(2)逐层加工。由于后者耗时太长,因此采用了前一个办法。
由于刀具太小,肉眼无法看出刀具磨损情况,当时对刀仪也没到货,因此采用了40倍和100倍的放大镜来观察,很清楚地就能看到刀具刃口情况。
4 工艺路线定型及试验结果
加工中心钢齿环齿部工艺路线:开粗—二粗—三粗—一精—二精(清根)—三精,具体参数见表1。
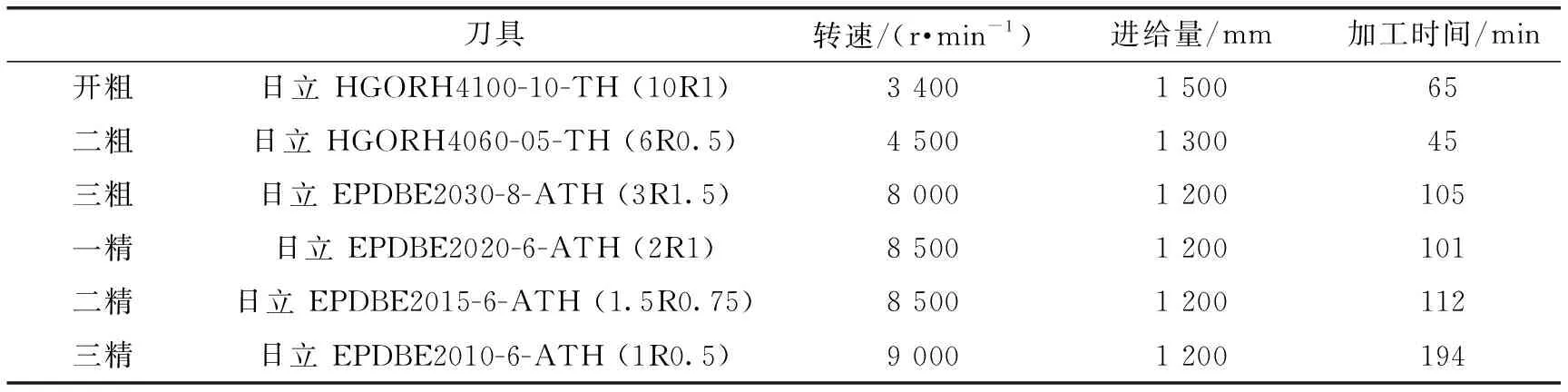
表1 钢齿环加工具体的刀具、转速、进给量和加工时间参数
通过多轮试验最终加工出符合图纸要求的尺寸,具体加工尺寸见表2。
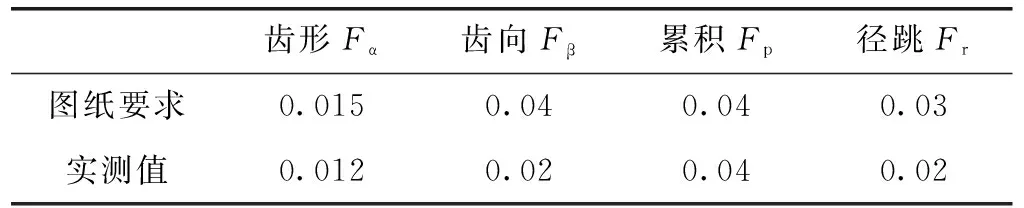
表2 钢齿环最终加工结果 mm
5 结束语
综上所述,高速加工是一个要求适用于高速加工的加工中心、高性能刀具夹持系统、高速切削刀具、优秀的UG软件等的系统工程。而乔福DMC-912是一台普通的三轴加工设备,通过多轮工艺试验,利用现有设备发挥出机床最大价值,攻克了工艺难点。
工艺定型后每月生产钢齿环齿模15件,模具寿命达4 000~6 000模次,每月可产钢齿环60 000件,基本满足需求。该零件的模具外购3万/件,现通过车间批量生产自制后,每件模具可产2万/件钢齿环,每年可节约资本150万元。
