基于PLC 技术的发射装置清洗设备
2020-11-27邵光鹏
邵光鹏
(郑州机电工程研究所,郑州 450052)
0 引言
随着我军实战化进程的不断推进,导弹的使用次数愈来愈多,对于发射装置内筒涂层的清理要求也愈加严格。在使用之后,如不对其进行彻底的清理,则会使得其在寿命周期内无法继续使用。发射装置的体积大,长度长,传统的清理方法效率低下且清理不彻底,因此寻求一种新的清理方法迫在眉睫,有助于提升工作效率以及工作水平。随着计算机技术的不断发展,可编程逻辑控制器(PLC)已经可以满足工业生产的大多数需求[1-4],用PLC 技术实现一种新的导弹内筒涂层清洗装置可以满足新形势下对内筒涂层的清洗要求。
基于PLC 技术的发射装置清理装置主要用于对发射装置内壁涂层脱落、破损部位的筒壁进行检查、定位和局部清理,以满足对该部位内筒涂层进行修补的工艺要求,其应具备如下主要功能:
(1)对筒内壁、气密环-减震垫结构上残留的火药灰等固体颗粒进行自动清理;
(2)导向机构清理过程中不能损坏气密环结构;
(3)升降装置的基座固定在安装支架上,升降工作台通过接口与安装支架连接,可在所需清理的筒内上下移动;
(4)升降装置运动速度可通过控制系统调节;
(5)系统设置故障急停装置和漏电保护装置;
(6)整个清理装置的一切行为均在控制系统的控制下进行。
1 设备的工作流程及模式
清洗装置对内筒的清洗分为两个步骤:洗涤剂刷洗和清水清洗。清理装置采用筒口搁置或螺栓连接方式通过安装支架与筒相连,水箱放置在地面包含清水箱和清洁液箱,控制系统控制水泵电磁阀先从水箱中将清洁剂混合液抽出,通过喷头喷到需要冲洗的位置,同时旋转毛刷开始工作,将筒壁上的污染物向下刷落,在其工作的同时,升降装置也按一定的速度比下降运动,到达筒底时,自动停止,完成刷洗流程。刷洗过程完成后上升至起始位置,控制系统控制水泵电磁阀先从水箱中的清水中抽出,通过管路系统设在旋转系统端部的喷头将清水强力冲刷筒壁,将筒壁上的污染物向下冲落,同时对冲洗完成部位进行风干,并筒内壁图像反馈至控制系统显示屏上,在其工作的同时,升降工作台也按一定的速度比下降运动,到达筒底时,自动停止,完成冲洗流程,工作台回复原位,工作完成。
1.1 自动控制模式
(1)选择自动控制模式。
(2)按下“启动”按钮,系统开始工作,语音提醒系统自动工作,同时警灯闪烁。
(3)系统进入用清洗液清洗阶段,喷洒清洗液,转盘转动,升降工作台自动下降,毛刷刷洗筒壁。
(4)刷洗至筒底后自动向上清洗,刷洗至筒口自动停止刷洗。
(5)系统自动切换至用清水清洗阶段,喷洒清水,转盘转动,升降台自动下降,毛刷刷洗筒壁。喷洒至筒底后自动停止喷洒。
(6)系统自动切换至高压风干阶段,送风系统工作,升降工作台自动下降,自上向下将内筒吹干。
(7)吹干至筒底后送风系统自动停止,完成吹干工作。
(8)系统自动切换至检查阶段,检查装置360°旋转,升降工作台上升,过程中人工检查筒壁清洗情况,升降工作台上升至筒口,自动停止,同时警灯停止闪烁,本次自动清洗过程完成。
1.2 手动控制模式
(1)如自动检查不满足要求,选择手动控制模式,语音提醒系统手动工作,同时警灯闪烁。
(2)系统由人工下达下降指令后升降工作台缓慢下降,中间可随时停止下降,并可随时开启和停止清洗和风干,下降至筒底后自动停止。
(3)系统由人工下达上升指令后升降工作台缓慢上升,中间可随时停止上升,并可随时开启冲洗和风干,升降工作台上升至筒口后自动停止。
(4)如通过人工检查满足要求,本次刷洗工作完成,同时警灯停止闪烁。反之,可以选择自动清洗模式或手动模式再次清洗。过程如上述步骤并有相应的语音提示。
2 设备的结构及要求
清理装置主要由安装支架、移动清洗模块(包含升降装置、刷洗装置、风干装置、涂层检查装置)、控制系统等组成,实现对内筒的自动清洗。使用时将安装支架安装在筒口,为升降装置配有导筒盘,导向盘可在筒内上下移动;刷洗装置可配合升降平台上下移动对筒各个高度位置进行清洗,清洗完成后通过风干装置将清洗后的残余液体进行风干;涂层检查装置含一高清摄像头,可实时反馈筒内壁清洗情况图像至控制系统显示屏,内筒涂层清理装置结构如图1 所示。

图1 内筒涂层清理装置结构示意图
通过伺服电机驱动链条运动,经过导向轮带动移动清洗模块上下移动。升降速度可通过控制系统进行调节。清洗到筒的筒底时,伺服电机停止向下,清洗设备向上清洗,底端和顶端设有行程开关,保证设备不会触碰上顶和下底。
旋转电机带动减速机驱动转盘轴承旋转,转盘轴承与上、下刷头连接,实现筒壁的刷洗。旋转速度可通过控制系统进行调节。
水泵为喷头提供压力可调的喷射水,喷水压力通过控制系统进行调节。
气泵实现刷洗后的吹气风干。
360°全景摄像头实现对清洗后的质量检查。设备整体结构如图2 所示。

图2 设备整体结构图
内筒涂层清洗设备结构设计需保证其可靠性。在机械方面采用高精度转盘轴承,高精度伺服系统提供动力,保障了设备运行的稳定。在电气方面选用行程开关,坚固耐用,保证了设备到位的稳定性。信号线、通讯线等采用屏蔽式电缆,确保其通讯时不受外界干扰,保证了系统通讯的稳定性。
3 控制系统的实现
3.1 控制系统的组成
控制系统是系统的控制中心,完成系统的加电以及控制命令的发送,设备运行状态的采集,以及检查图像的显示,主要包括控制柜、主体升降控制部分、旋转控制部分、视频图像采集部分、高压水泵控制部分、风干阵列控制部分、限位检测装置、导向轮收放控制等组成。水泵、气泵与控制柜采用活动组合成一体化移动装置。为了避免气泵和水泵工作时产生的振动影响控制柜工作,气泵与水泵组合一体,再通过浮动连接与控制柜连接,这样工作时可以分离,不工作时可以组合一体,便于移动搬运、存放。如图3所示。

图3 控制系统组成结构图
电气控制柜面板分成三个区域。可移动平板电脑,显示系统工作状态,并可以通过无线网络给PLC发控制指令,中间部分是状态指示灯,指示系统及运动部件的工作状态,下面部分是操作面板,提供设备指令输入。电气控制柜在箱顶设置三色声光报警灯,带蜂鸣器,平时显示绿色灯,工作时显示黄色灯,蜂鸣器发声,遇到故障后,显示红色灯。设备外接电源的电缆安装插头与柜体上的插座相连进行供电。外接数据线通过柜体上的数据接口进行连接。电气控制柜面板如图4 所示。

图4 电气控制柜控制面板示意图
平板电脑通过无线HUB 与摄像头和控制系统PLC 进行数据交换[5],将PLC 获取的升降电机状态、升降速度、升降平台位置、上层毛刷旋转电机状态、上层毛刷旋转速度、下层毛刷旋转电机状态、下层毛刷旋转速度、水泵状态、水泵压力、气泵状态等状态信息显示在屏幕上,将检查摄像头获取的图像显示在屏幕上,将控制指令发送给PLC 和摄像头。平板电脑发送的控制指令与通过电气控制柜操作面板按钮发送的指令一致[6]。平板电脑与PLC、摄像头之间的数据连接示意图如图5 所示。

图5 平板电脑、摄像头、PLC 之间的数据连接图
操作面板存在4 个两档开关分别是:加电/关电、手动/自动、高速/低速、清水/清洗液两档开关。
同时还具备6 个指令按钮,启动、急停、上升、下降、清洗、风干按钮。启动按钮按下,设备开始工作,在自动模式下,根据流程完成设备清洗工作,结束后自动弹起;在手动模式下,根据用户选择升降装置(上升、下降)、清洗(毛刷旋转、水泵工作)、风干(气泵工作)状态,升降电机、旋转电机、水泵、气泵分别进入工作或者不工作状态,用户再次按下或运行到极限位置时弹起。急停按钮,停止所有部件的工作(电机停机、水泵、气泵都停机),待急停按钮再次按下,继续前面没有完成的工作。上升按钮,在手动模式时,将升降装置置为上升状态,待按下启动按钮后,控制升降装置上升,自动模式下不起作用。下降按钮,在手动模式时,将升降装置置为下降状态,待按下启动按钮后,控制升降装置下降,自动模式下不起作用。清洗按钮,在手动模式时,将水泵、两个旋转电机置为工作状态,待按下启动按钮后,旋转电机开始旋转,水泵开始供水,自动模式下不起作用。风干按钮,在手动模式时,将气泵装置为工作状态,待按下启动按钮后,控制气泵装置供气,自动模式下不起作用。
3.2 控制系统的要求
基于PLC 技术的内筒涂层清理装置的电气控制系统主要实现以下功能:
(1)系统启停控制、急停控制、漏电保护功能;
(2)自动模式及手动模式切换控制:自动模式下具备一键清洗及风干功能;手动模式下具备对清洗装置升降、喷头旋转、摄像头旋转、导向轮收放等单独控制功能;
(3)系统运行状态显示、报警信息提示及响应、故障信息提示及响应、报警解除和故障复位;
(4)筒内表面实时图像显示;
(5)清洗装置升降及调速控制;
(6)喷头旋转及喷水压力控制;
(7)摄像头旋转及图像传输控制:
(8)清洗装置上升限位、下降限位保护,电机短路、过流、过压、速度超差保护等功能。
该装置具备以下要求以保证其运行:
(1)硬件的物理闭锁和软件的程序闭锁相结合;
(2)尽可能多的考虑故障状况及故障报警提示;
(3)状态显示、控制系统运行、保护、报警;
(4)显示功能包括:升降工作台下降速度和位置、喷水压力、刷洗装置工作状态、摄像头监控筒内壁清洗效果并进行显示;
(5)控制面板设置自动清洗和手动清洗功能,自动清洗时升降工作台升降、喷水系统、刷洗装置旋转能够通过预定程序实现一键控制,也可通过控制面板实现单独控制进行手动清洗;
(6)升降工作台升降速度、喷水压力、刷洗装置旋转速度等可以通过控制面板进行设置;
(7)报警并停机:当设备出现故障时,控制系统响应指示灯闪烁和蜂鸣器报警[7],同时显示器显示故障原因,设备自动停止运行;
(8)设置手动控制按钮,可单独对升降工作台升降和导向轮伸缩进行控制。
3.3 控制系统的工作原理
逻辑控制流程针对清洗装置运行过程中发生的自动运行模式、手动运行模式、限位检测、报警、故障等信息进行逻辑判断,并进行相应处理。逻辑控制流程图见图6。

图6 系统逻辑控制流程图
控制系统采用PLC 控制器,通过接口电路接收用户指令,按照用户指令执行手动或者自动清洗过程,通过接口给风机、水泵、升降驱动装置、清洗毛刷驱动、涂层检查装置发送工作指令,实时获取各设备的工作状态,并将工作模式、设备状态及清洗效果显示在显示屏和指示灯上[8],控制系统工作原理如图7所示。
升降电机和毛刷旋转电机控制方法一致,但其选用的PLCIO 端口不同[9],其控制电路如图8 所示。

图7 控制系统原理图
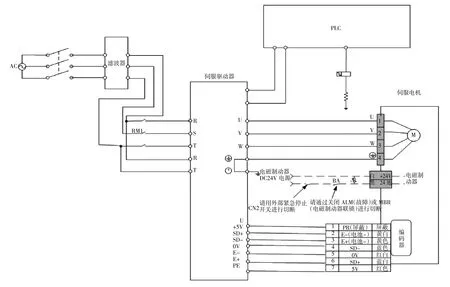
图8 伺服电机控制电路图
针对升降电机,根据预设的速度(2.5 cm·s-1)控制升降电机升降,当根据升降位置范围,到达最下端后,不再继续下降,只能往上运行;当到达最上部位置时,不再往上提升,只能往下下降,其中最上位置和最下位置均可通过系统设置。
针对毛刷旋转电机,两电机旋转速度一致,转速360 r/min(可调),经过3:1 减速后毛刷的旋转速度为120 r/min,由于不需要控制位置,所以没有抱闸。
通过断路器(带漏电保护)QF1、QF2 接通系统电源,显示器显示主画面。主画面包括摄像头传回的筒内表面实时视频,清洗装置的下降速度、喷水压力和清洗装置当前距井口的位置距离,以及系统报警、故障等提示信息。系统遇到紧急情况时,可通过急停按钮S1 进行系统急停。通过自动/手动切换开关S4 切换工作模式。在自动工作模式下,按下启动按钮S2,将按照预定的程序开启一键清洗带风干工作,按下停机按钮S3,停止系统工作。在手动工作模式下,可通过按钮S7 单独开启风机工作,通过按钮S8 单独开启高压水泵工作。清洗装置升降驱动电机、喷头、毛刷、摄像头旋转电机均通过伺服驱动器(单元)进行调速控制。旋钮调节1、调节2 输出模拟量信号,经控制器转换计算后,通过CAN 通信发送给清洗装置升降伺服驱动器、旋转伺服单元,从而调节清洗装置下降速度、喷头、毛刷和摄像头的位置[10]。当清洗装置运行到筒底时触发下行限位,此时清洗装置停止下降运动,可以做上升运动;当清洗装置运行到井口时触发上行限位,此时清洗装置停止上升运动,可以做下降运动。当清洗过程中,扭矩大于规定值时,切断升降装置和旋转装置的电源,系统急停,经检查无故障后,按故障复位可以恢复运行。
4 结论
基于PLC 的内筒涂层清理装置采用高压水射流清洗技术方案,实现了对模拟内筒壁的清洗。水射流清洗可根据清洗对象不同可方便的调节水射流清洗系统水压与流量,不会损伤被清洗的内筒表面,工作时与被清洗表面没有物理接触,清洗效果好,清洗效率高。
内筒涂层清理装置内设有风干阵列,在高压水射流清洗之后可及时将内筒上的残水吹走并风干。其还设有涂层检查装置,可对内筒360°检查涂层破损情况及清洗效果,将图像实时传送到控制系统,视频图像由监控屏显示。
基于PLC 的内筒涂层清理装置采用自动化设计方案,既有效地提高生产率、降低劳动强度,又降低成本,体现了其适用性、经济性、可行性。该设备各零部件的结构强度和稳定性、电机、减速机等元件的选型已经过详细的计算,各项技术指标满足实际清理任务的要求,技术合理可行,目前正开展后续生产以及使用工作。