酸洗对TA1钛箔腐蚀的试验研究
2020-11-27郭和平陈超杨雅静张新宇
郭和平,陈超,杨雅静,张新宇
(新乡航空工业(集团)有限公司,河南 新乡 453049)
0 引言
钛合金具有密度低、比强度高、耐蚀性好、导热率低、无毒无磁、可焊接、生物相容性好、表面可装饰性强等特性,广泛应用于航空、航天、化工、石油、电力、医疗、建筑、体育用品等领域。对进行钎焊的钛及钛合金产品,钎焊前常采用酸洗来去除表面的氧化膜以保障其钎焊质量。
对超薄壁金属零件,酸洗不当可导致其厚度减小、力学性能下降,甚至腐蚀失效[1-2]。钛是极易吸氢金属,氢对钛及钛合金组织和性能影响很大[3-6];因此,对超薄壁钛材应采用低腐蚀性、低吸氢量的酸洗工艺来去除表面的氧化膜。有研究证明,由于HNO3既能降低钛及钛合金酸洗时腐蚀度亦能减少吸氢量,故光亮化酸洗常采用腐蚀剂为HNO3+HF+H2O系的酸洗工艺[7]。HB/Z 344—2001《钛合金酸洗工艺及质量检验》[8]中对钛合金酸洗推荐的腐蚀剂成分为(150~450 mL/L)HNO3+(20~100 mL/L) HF+余量 H2O。在该标准推荐的腐蚀剂成分范围内试验出对超薄壁钛箔腐蚀量小、对力学性能影响小、表面氧化膜能去除干净的最佳腐蚀剂配比,以适应其钎焊是必要的。
1 试验过程与结果
1.1 试验用材料和腐蚀剂
1)试验用材料:在宽度为 400 mm、厚度为0.15 mm的TA1钛箔上截取试验用料,材料状态为退火M。化学成分和室温力学性能均符合GB/T 3622—2012的技术要求。
2) 试验用化学试剂:氢氟酸,分析纯,HF 含量≥40%(质量分数);硝酸,分析纯,HNO3含量为65%~68%(质量分数);纯净水。
3)试验用腐蚀剂(配比均为体积分数):12%HNO3+8%HF+80%H2O(A腐蚀剂);35% HNO3+8%HF+57%H2O(B腐蚀剂);35% HNO3+3%HF+62%H2O(C腐蚀剂)。
1.2 试验方案
TA1钛箔在3种腐蚀剂中进行酸洗腐蚀试验。分别进行 2、4、8、16 min 的酸洗腐蚀试验,选出合适的腐蚀剂,然后再进行30~35 ℃酸洗试验和钎焊试验。时间测定仪器是秒表,温度测定仪器是玻璃温度计。每种腐蚀剂均现配制现使用,每组试样为3根,测定TA1钛箔试样厚度减少量和力学性能。取3个试样的平均值进行比较,试样均按公称厚度测定力学性能,力学性能测试后进行金相组织观察。根据试样腐蚀后厚度减少量计算钛箔的腐蚀损失率(腐蚀损失率=材料厚度减少量/原材料的带材厚度×100%)。
在厚度0.15 mm的TA1钛箔上切取长150 mm×宽20 mm纵向试样,按试样编号P5加工,酸洗腐蚀试验后按GB/T 228.1进行室温拉伸试验;钎焊试验采用φ2.8 mm×0.2 mm(厚度)和φ3.0 mm×0.5 mm(厚度)的 TA1 钛管与厚度 1.0 mm 的 TA1钛板,在真空钎焊炉内进行钎焊试验。
1.3 试验结果
A腐蚀剂和试样反应激烈,放热明显,试验温度不好控制;腐蚀时间2 min时,试样表面光亮,组织显现;腐蚀时间为 4~8 min,试样表面光亮,试样减薄明显;腐蚀时间为12 min,试样溶断;腐蚀时间为16 min,试样溶解完毕。B腐蚀剂和试样反应不激烈,试验温度较好控制,腐蚀时间在2~16 min内试样表面光亮。C腐蚀剂和试样反应较温和,试验温度较好控制,腐蚀时间在2~16 min内试样表面光亮。
1)钛箔的腐蚀损失率与力学性能。
钛箔经腐蚀剂酸洗后的腐蚀损失率见图1、图2,抗拉强度和断后伸长率见图3。
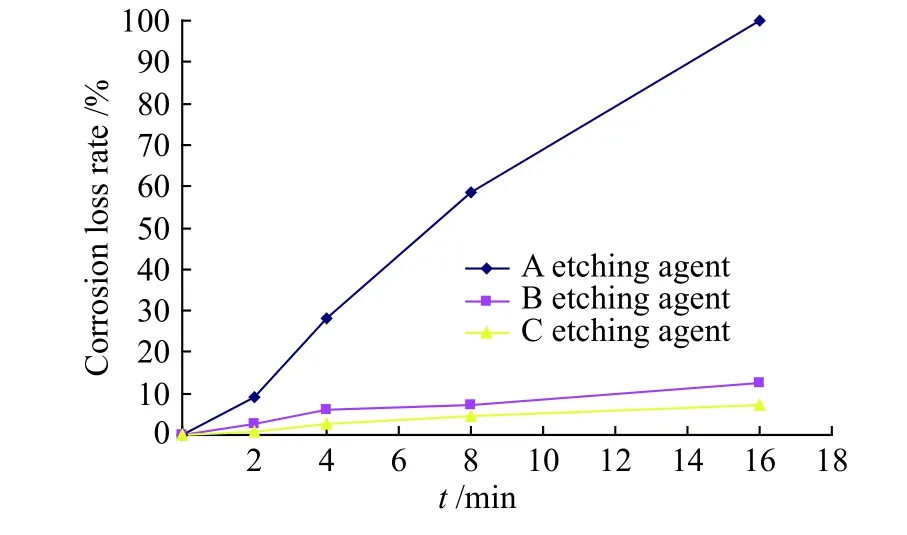
图1 钛箔室温下在3种腐蚀剂中的腐蚀损失率Fig.1 Corrosive loss rate of titanium foil in three kinds of etching agents at room temperature
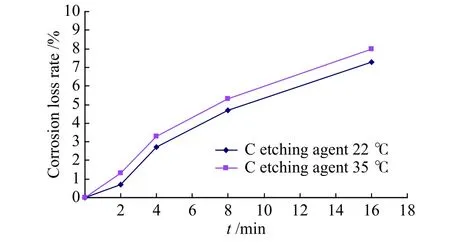
图2 钛箔在 C 腐蚀剂中的腐蚀损失率Fig.2 Corrosive loss rate of titanium foil in C etching agent
由图1可以看出:常温下酸洗相同时间,钛箔在A腐蚀剂的腐蚀损失率最大,在C腐蚀剂的腐蚀损失率最小;并且随时间延长,钛箔在A腐蚀剂的腐蚀损失率和在B、C腐蚀剂的腐蚀损失率差别变大。钛箔在B腐蚀剂与在C腐蚀剂的腐蚀损失率差别变化不大。A腐蚀剂和B腐蚀剂HF浓度相同(均为8%),B腐蚀剂中HNO3浓度(35%)比A腐蚀剂中HNO3浓度(12%)高,说明在标准推荐的腐蚀剂浓度范围内,HNO3浓度提高,钛箔腐蚀损失率下降。C腐蚀剂和B腐蚀剂中HNO3浓度相同(均为35%),B腐蚀剂中HF浓度(8%)比C腐蚀剂中HF浓度(3%)高,说明随着腐蚀剂中HF浓度提高,钛箔腐蚀损失率提高。
由图2可以看出:钛箔在C腐蚀剂中进行酸洗,随着温度增高和腐蚀时间增加,腐蚀损失率增大;但在35 ℃以下,腐蚀时间在4 min以内,钛箔腐蚀损失率不大。
钛箔经3种腐蚀剂腐蚀后,抗拉强度都呈下降趋势,相同条件下A腐蚀剂对钛箔的抗拉强度影响最大,C腐蚀剂对钛箔的抗拉强度影响最小;B腐蚀剂对钛箔的抗拉强度影响比C腐蚀剂对钛箔的抗拉强度影响稍强,说明腐蚀剂中HNO3浓度增高到某一值后,可有效减轻HF对钛箔抗拉强度降低的影响(图3a)。钛箔经3种腐蚀剂腐蚀后,相同条件下,A腐蚀剂对钛箔的断后伸长率影响最大,C腐蚀剂对钛箔的断后伸长率影响最小;并且腐蚀剂中HNO3浓度达到35%,短时酸洗(小于16 min)钛箔断后伸长率变化不大。另外,酸洗时间小于2 min,钛箔的断后伸长率略微提高,这可能与此期间消除了钛箔拉伸试样机械加工所造成的表面缺陷有关(图3b)。断后伸长率对腐蚀剂的敏感性没有抗拉强度对腐蚀剂的敏感性高。

图3 钛箔室温下在3种腐蚀剂酸洗后的抗拉强度和断后伸长率Fig.3 Tensile strength and elongation of titanium foil after pickling in three kinds of etching agents at room temperature
2)金相组织观察。
观察TA1钛箔在不同腐蚀剂中腐蚀后的金相组织,并与原材料组织进行对比,结果如图4所示。可见:钛箔在A腐蚀剂中腐蚀后,金相组织与酸洗前组织进行比较,发现随着酸洗时间的延长,晶界发黑变宽,这可能是酸洗时产生的氢渗入钛箔内部,且大部分氢在晶界聚集形成了氢化物所致[9-10];钛箔在C腐蚀剂中腐蚀后金相组织与酸洗前组织比较,短时酸洗未见组织明显变化,酸洗时间较长时,局部晶界稍有加宽。
3)钎焊试验。
A腐蚀剂与TA1钛箔反应剧烈、放热明显,腐蚀液温度不宜控制,对钛箔腐蚀严重,钛箔厚度减薄明显,作为钛箔钎焊前去除表面氧化膜的腐蚀剂显然是不合适的;C腐蚀剂与钛箔反应温和,腐蚀液温度容易控制,短时酸洗对钛箔腐蚀很小,机械性能降低很小,故选择其作为钛箔钎焊前去除表面氧化膜的腐蚀剂进行钎焊试验。
TA1钛板和钛管在C腐蚀剂中进行常温下酸洗2 min,然后进行真空钎焊,钎焊温度为900 ℃,钎料为钛基钎料,钎焊后检测钎角完整,钎料与钛板、钛管熔合较好,未见有明显的未钎着现象(图5)。

图4 TA1 合金的金相组织Fig.4 Metallographic structure of TA1 alloy
2 分析与讨论
由钛箔在不同腐蚀剂中腐蚀后的腐蚀损失率、抗拉强度、断后伸长率结果可以看出:酸洗腐蚀液中HNO3浓度增加,钛箔试样的腐蚀损失率降低,并且力学性能降低减缓,特别是腐蚀剂中HNO3浓度较高的情况下(HNO3浓度大于30%)。

图5 钎焊后的金相组织Fig.5 Metallographic structure after brazing
Ti在只含有HF的腐蚀溶液中,与HF发生反应:

反应生成的H渗入到钛箔中,增加钛箔基体的H含量,造成氢脆。当HF溶液中加入HNO3后,Ti和HF、HNO3的反应为:

HNO3具有强氧化性,它会促进钛箔表面形成钝化膜[11]。当HNO3浓度较低时,以式(1)反应为主,式(2)反应为辅,Ti与HF反应生成的H不足以被HNO3氧化成水,H仍能渗入到钛箔基体内,造成钛箔的强度和断后伸长率的急剧降低;随着HNO3浓度提高到某一值后,以式(2)反应为主,Ti与HF反应生成的H都被HNO3氧化成水,并且HNO3与钛箔反应生成的钝化膜阻碍了HF与钛箔表面的直接接触,因此降低了HF与钛箔的反应速率,抑制了氢的生成,减小钛基体的吸氢量,从而使钛箔抗拉强度下降变缓,断后伸长率变化不大,也说明对钛箔来说,断后伸长率没有抗拉强度对H敏感。
综上所述,常温下A腐蚀剂对钛箔的影响(腐蚀率、抗拉强度、断后伸长率)最大,C腐蚀剂对钛箔的影响(腐蚀率、抗拉强度、断后伸长率)最小,腐蚀剂中HNO3浓度的增加对钛基体的缓蚀作用逐渐增强[12]。采用C腐蚀剂对钛箔在常温下(小于 35 ℃)进行短时酸洗(小于 4 min),来去除表面氧化膜以方便钎焊是合适的,该酸洗工艺和王建超试验的钛合金焊接前的酸洗工艺相近[13]。
3 结论
1)在HNO3-HF-H2O系腐蚀剂中,HNO3浓度越高,对钛箔腐蚀率、抗拉强度、断后伸长率的影响越小;HF浓度越高,对钛箔腐蚀率、抗拉强度、断后伸长率的影响越大;因此,HF是腐蚀剂,HNO3是缓蚀剂,HNO3含量的提高可有效降低HF对TA1的腐蚀率和力学性能的影响。
2)腐蚀剂成分对钛箔腐蚀率和力学性能影响最为显著;酸洗时间、酸液温度对钛箔的腐蚀率和力学性能的也有很大影响。酸洗时间增加、酸液温度提高均会增加钛箔的腐蚀量,降低钛箔的抗拉强度。
3)35% HNO3+3%HF+62%H2O腐蚀剂适合作钛箔去除表面氧化膜以方便钎焊的腐蚀剂。酸洗温度控制在35 ℃以下,时间控制在4 min以内,对超薄钛箔腐蚀量和性能影响小,且能够保证钎焊质量。