知了笔筒的五轴数控加工
2020-11-26刘俊英吕辉梁丰
刘俊英,吕辉,梁丰
(河源职业技术学院,广东 河源517000)
0 引 言
近几年各高职院校都在进行教学改革,课程的教学也由传统教学模式转变为项目式教学。知了笔筒五轴数控加工项目来自企业真实实例,本文将UG 软件的应用与五轴加工实例项目相结合,对实际的产品进行探究和解析,运用UG 软件进行实际项目工艺的编排与刀路的编程,提高软件的应用性和创新性,希望能为高职院校项目教学及工艺品生产企业提供相应借鉴。
1 结构分析及加工工艺制定
知了笔筒结构如图1 所示,主要包括笔筒槽内壁、顶端平面、外形图案、底部平面等结构,表面光洁度较高。环绕笔筒一圈的外形图案和其两端特征需要进行加工,因此,采用五轴机床进行加工,只需2 次装夹即可完成加工任务。
根据知了笔筒的尺寸和结构特点,确定其加工工艺如下:1)下料。毛坯大小为φ90×120 的棒料,材料为铝合金。2)五轴数控铣第一工位,采用四爪卡盘反爪的外爪装夹,工序为:笔筒内壁粗加工-顶部平面粗加工、精加工→笔筒内壁与底部精加工→笔筒外形对半粗加工→笔筒外形半精加工→笔筒外形精加工,厚度、外形和内槽加工到位。3)五轴数控铣第二工位,采用四爪卡盘正爪的内爪装夹,工序为:背面粗加工→背面精加工,厚度到位。

图1 知了笔筒的结构
2 加工工艺参数制定
由于知了笔筒的材料为铝合金,根据知了笔筒的结构特点,确定各个工位使用的刀具、加工策略及切削参数如表1、表2 所示[1-2]。

表1 第一工位刀具、加工策略及切削参数表
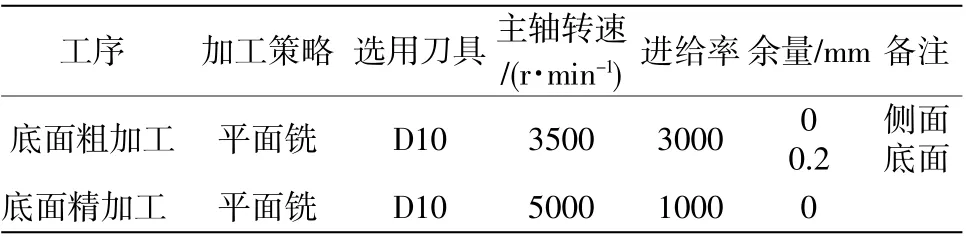
表2 第二工位刀具、加工策略及切削参数表
3 数控程序编制与后处理
3.1 编程前准备
在标准工具条上选择【开始】|【加工】,系统弹出【加工环境】对话框,在对话框中选择【mill_multi-axis】多轴铣削模板,然后单击【确定】按钮,进入加工环境。
1)创建第一工位坐标系。在几何视图里,创建加工坐标系MCS-1,设置安全高度。加工坐标系为建模绝对坐标系,安全高度设置为顶面高“30”,其余参数设置如图2所示。
2)定义毛坯几何体。在毛坯几何体WORKPIECE-1的【指定部件】选择知了笔筒,【指定毛坯】选择毛坯零件,如图3 所示。
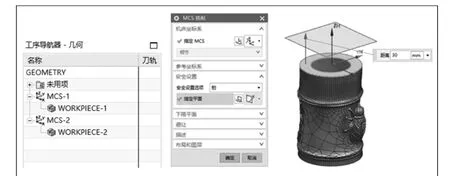
图2 加工坐标系设置
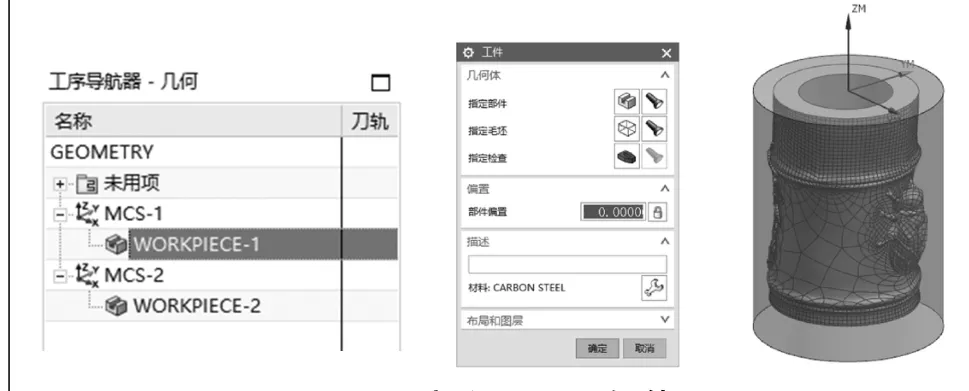
图3 定义毛坯几何体
3)创建第二工位坐标系。在几何视图里,创建加工坐标系MCS-2,设置安全高度。加工坐标系为建模绝对坐标系,安全高度设置为顶面高“30”,其余参数设置如图4 所示。
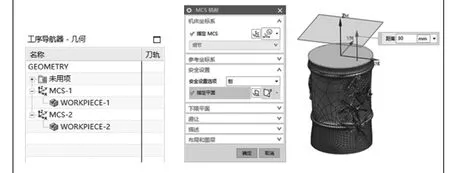
图4 设置加工坐标系
4)定义毛坯几何体。毛坯几何体WORKPIECE-2 的定义方法与第一工位相同。
5)创建刀具。在机床视图里,点击【工具条】|【刀片】创建如图5 所示的刀具。

图5 创建刀具
6)创建程序组。在程序顺序视图里,点击创建程序按钮创建程序组,通过复制现有的程序组然后修改名称的方法来创建,结果如图6 所示。
3.2 数控程序编制
3.2.1 知了笔筒第一工位程序编制
知了笔筒第一工位的具体加工步骤如下[3-4]:
1)利用D16R0.8 刀具,采用“型腔铣”,进行笔筒内壁粗加工,内壁和底面各留0.2 mm 余量,生成的刀路如图7所示。
2)不用换刀,采用“平面铣”进行顶面粗加工,粗加工留0.2 mm 余量,生成的刀路如图8 所示。
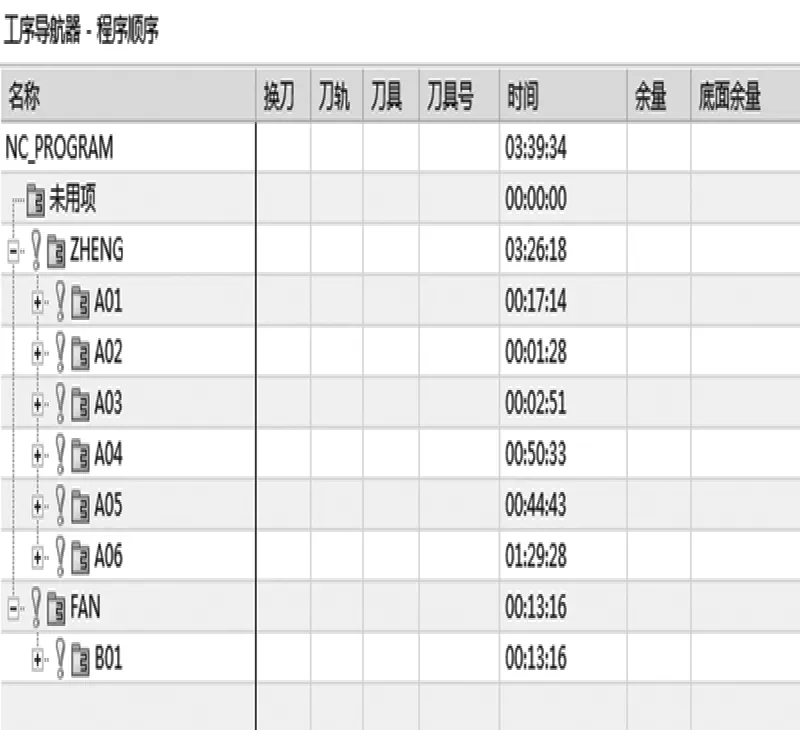
图6 创建程序组
3)不用换刀,采用“平面铣”进行顶面精加工,生成的刀路如图9 所示。
4)不用换刀,采用“平面铣”进行笔筒内壁精加工,完成内壁加工,生成的刀路如图10 所示。
5)更换D10刀具,采用“型腔铣”进行外形对半粗加工,侧面和底面各留0.2 mm 余量,生成的刀路如图11所示。
6)更换D8R4刀具,采用“可变轮廓铣”进行笔筒外形半精加工,侧面和底面各留0.1 mm 余量,生成的刀路如图12 所示。
7)更换D3R1.5 刀具,采用“可变轮廓铣”进行笔筒外形精加工,生成的刀路如图13 所示。

图7 内壁粗加工刀路

图8 顶面粗加工刀路

图9 顶面精加工刀路

图10 笔筒内壁加工刀路
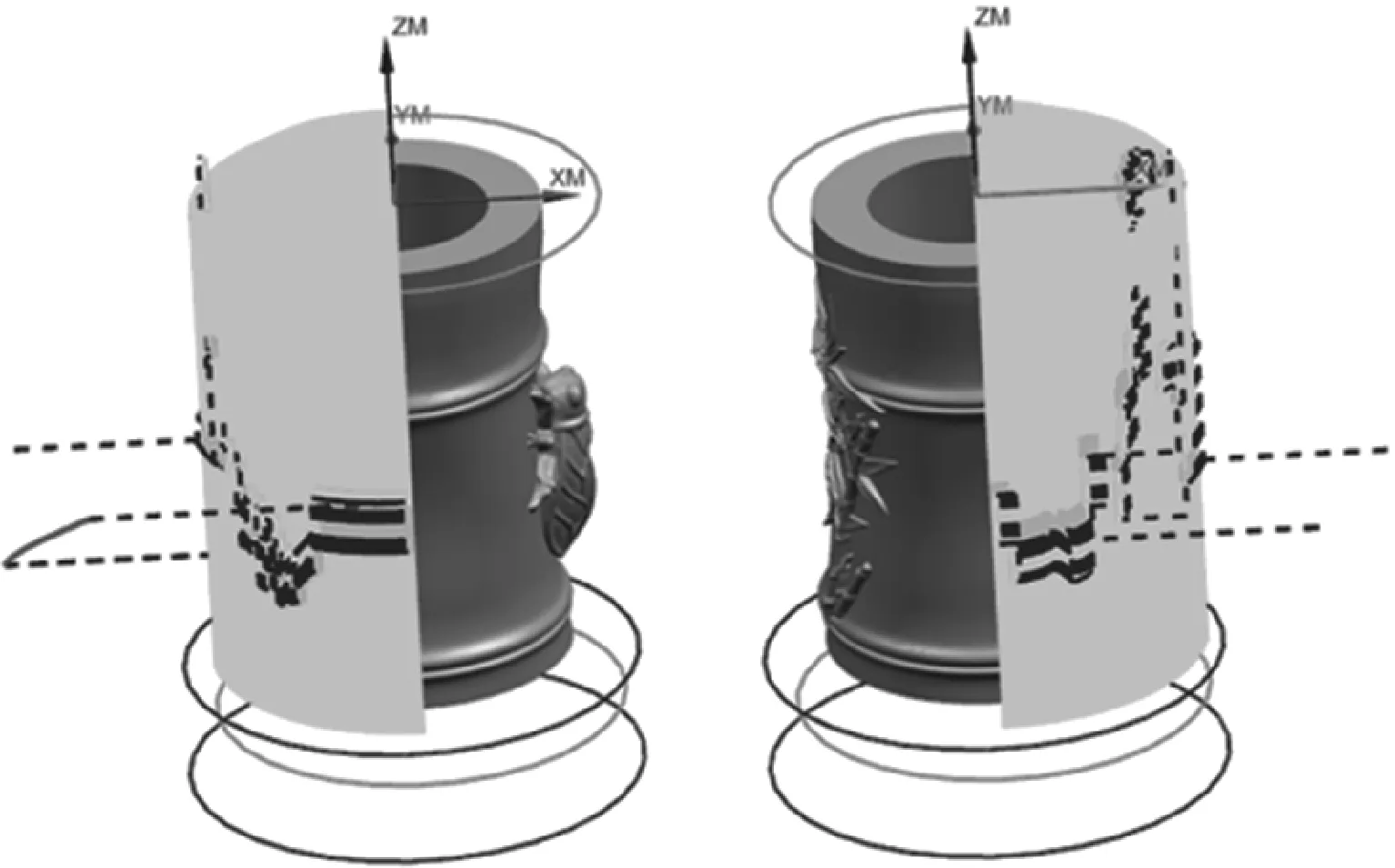
图11 对半开粗外形刀路
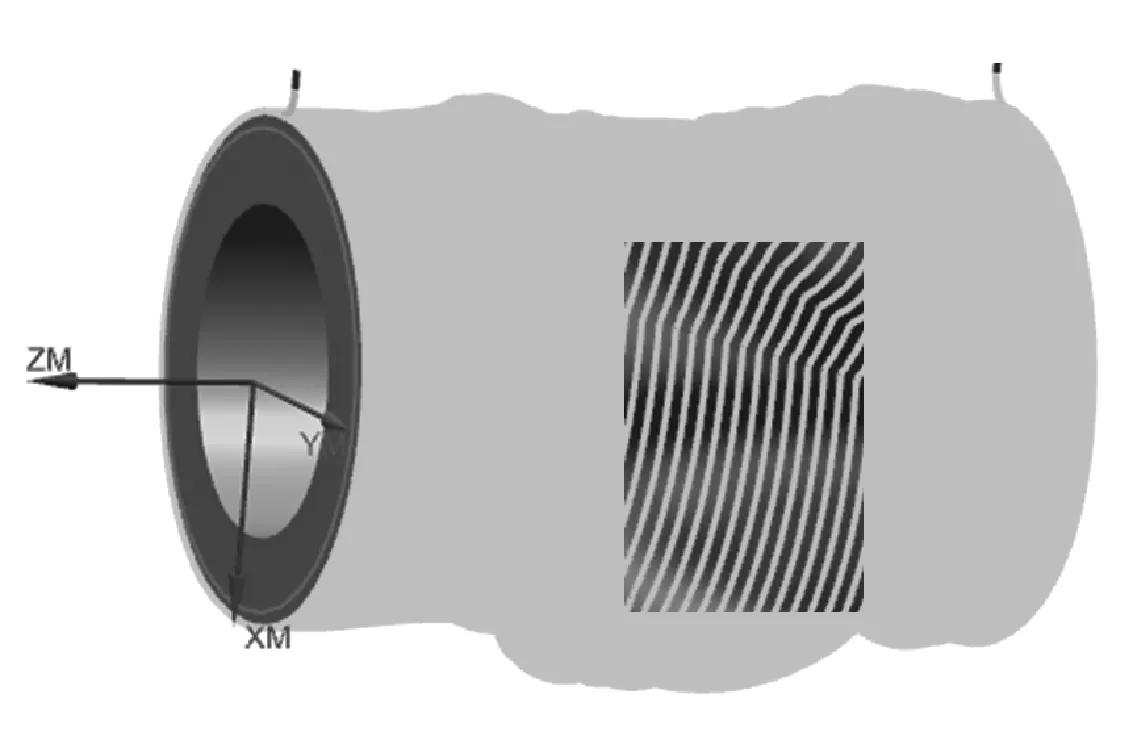
图12 知了外形半精加工刀路
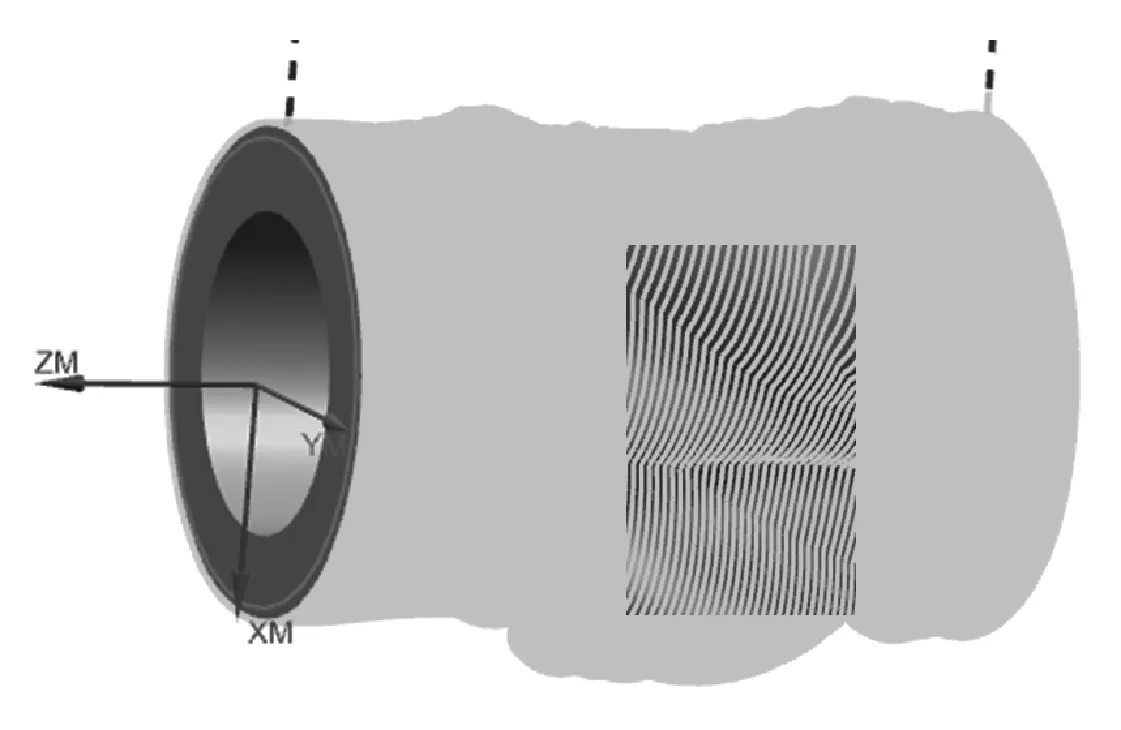
图13 知了外形精加工刀路
3.2.2 知了笔筒第二工位程序编制
由于知了笔筒内壁为圆柱形状,外形相对均匀,第一工位加工完成后,第二工位用四爪卡盘的外爪装夹,第二工位的具体加工步骤如下:1)利用D10 刀具,采用“平面铣”进行底面粗加工,留0.2 mm 余量进行后续精加工,生成的刀路如图14 所 示;2)不用更换刀具,采用“平面铣”进行底面精加工,完成第二工位的加工,生成的刀路如图15所示。
3.3 后处理
知了笔筒加工选用的五轴数控联动加工中心为XYZBC 双转台型机床(数控系统为铼钠克),加工坐标系零点位于A 轴和C 轴旋转轴交线处,在进行后处理时选取后处理器“工业机铼钠克系统BC”,分别对第一和第二工位进行后处理即可[5]。
4 仿真检查
为了保证加工的安全,编程后,利用VERICUTV8.1.1软件对知了笔筒第一、第二工位各程序进行仿真检查。具体方法是:检查毛坯参数-添加数控程序-检查对刀参数→添加刀具→激活工位→播放仿真→存储加工结果[6]。经过仿真软件仿真后,知了笔筒第一和第二工位各个程序编制合理,各进给参数设置切实可行,可以进行实际加工。
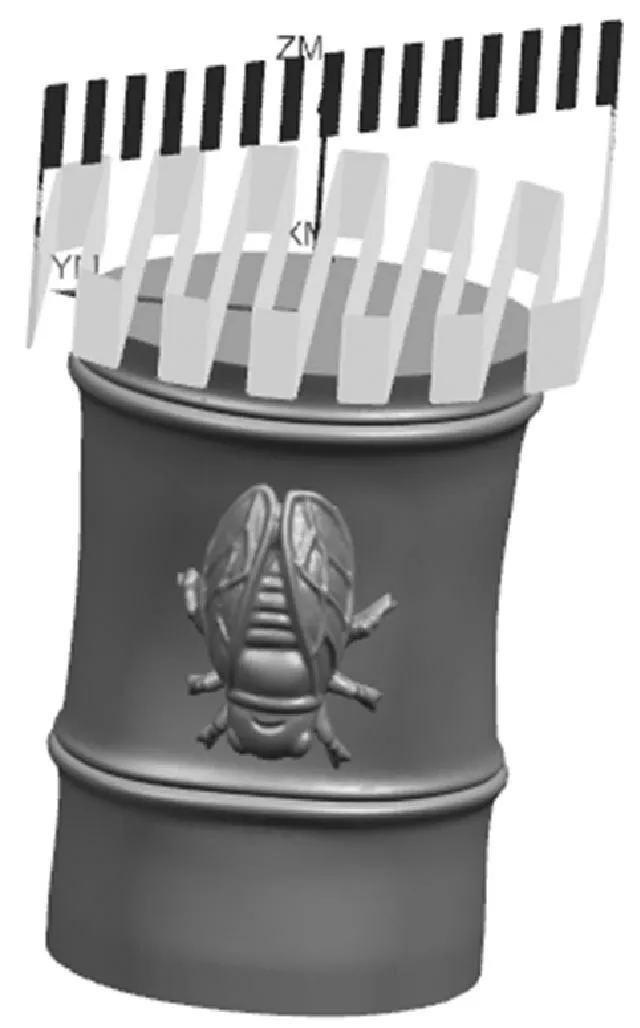
图14 粗铣底面刀路图
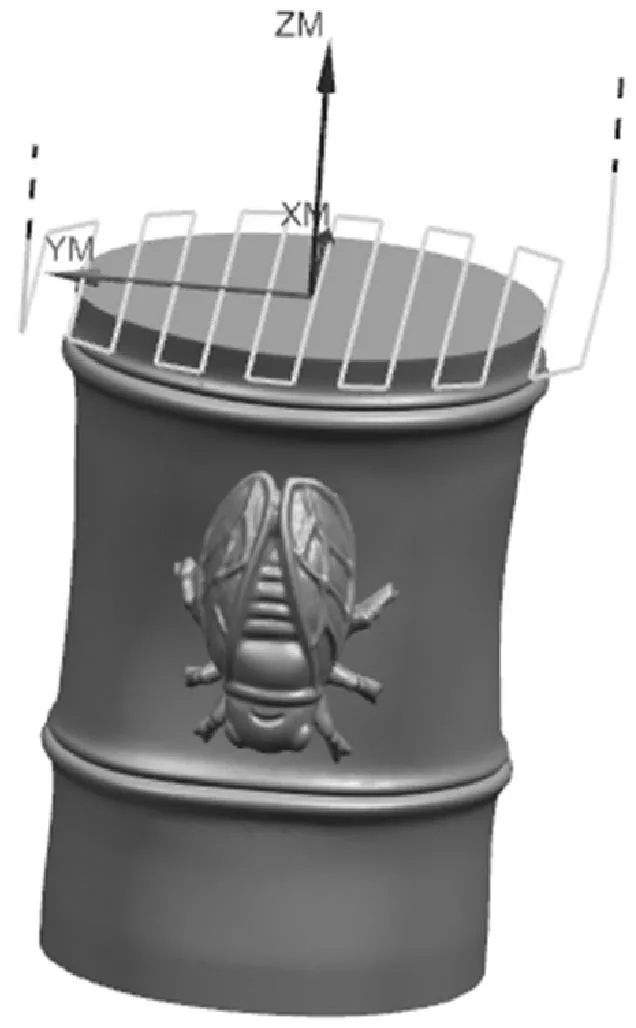
图15 精加工底面刀路图
5 结 语
根据知了笔筒结构特点对其进行了数控编程、后处理及仿真检查,实践结果表明,加工刀具和切削参数选择合理,符合加工质量要求。
