选矿自动加药机的改造及优化
2020-11-23孟飞
孟飞

摘要:北方铜业铜矿峪矿选矿厂原使用的WR-103型自动加药机故障率高,精准度不够,无法满足药剂添加要求。本文分析总结了原自动加药机存在的问题,针对性的进行改造及优化,实现了浮选作业药剂定量精准添加,同时完善了加药机自动控制功能,可根据生产实际情况及时调整加药量,提高了作业效率,并通过加药系统生成的调节记录、药量统计报表等数据与浮选工艺指标进行分析对比,规范药剂添加,提高精细化管理水平。
关键词:自动加药机;故障率;自动控制;药剂添加量;改造及优化
1 前言
浮选过程中,通过添加不同的药剂,使之与矿物之间发生一系列的作用,达到分离、附着或净化矿物的目的。但随着原矿品位、成分、粒度以及处理矿量等诸多因素的变化,药剂量也需要不断地调整,药剂添加的准确与否直接关系到选矿技术指标的好坏。自动加药机的应用,不但克服了人工调节的缺点,而且降低了浮选生产药剂的损耗量,降低了工人的劳动强度,提高选矿厂的经济效益。
北方铜业铜矿峪矿选矿厂浮选加药原采用WR-103型自动加药机,安装初期实现了浮选药剂的定量添加,经长时间运行,加药机故障率高,稳定性不够,无法满足浮选加药需求,影响选矿技术指标。为了进一步提高选矿生产指标,加强药剂添加管理,迫切需要对原自动加药机进行改造及优化。
2现状及存在的问题
2.1 WR-103型自动加药机工作原理
北方铜业铜矿峪矿选矿厂浮选添加的药剂有丁黄药、硫化钠和2#油,自动加药系统采用WR-103型自动加药机,其加药执行阀为给药电磁阀,主机为单片机控制器,采用集成主板,功能单一,可维护性差。自动加药机采用周期性定量加药方式,主要工作原理是采用液位恒定器使药箱中药剂的液面高度保持恒定,调节标定阀开度至适当位置并保持不变,使实际流进药剂管路的液体量仅取决于给药电磁阀的开启时间,给药电磁阀的开启时间由WR-103加药机自动控制。加药机结构框图如图1所示。
2.2存在问题及分析
WR-103型自动加药机使用过程中主要存在以下几个问题:
(1)电磁阀故障率高、阀芯频繁卡堵
电磁阀主要工作原理是由线圈带电产生磁性吸起阀芯让其离开节流孔,阀体内的液体从节流孔中流出来实现液体添加的,关阀时线圈失电,靠阀芯的自重堵住节流孔。由于电磁阀的吸力较小,阀体内的压力不能过大,一般药箱的液面离阀门进口中心高度在0.4米以内,压力过大会造成阀芯不能吸起打开,线圈长时间得电而烧毁;阀门的密封是取决于阀芯的自重和与节流孔接触面的加工精度,因此这类阀门存在不能关死、泄漏量较大的问题,影响药剂的添加精度;药剂的杂质和结垢对阀芯影响较大,造成阀芯卡堵、不能正常开关;电磁阀的频繁动作和长时间得导致电磁阀线圈频繁烧毁。
(2)药箱液面不稳定
由于WR-103型自动加药机液位恒定器采用浮球液位开关,是通过液位的变化导致带有磁体的浮球位置变化,起到感应检测液位液面变化的作用,其结构简单,测量精度较差,不具有自检查功能,需要定期检查维护。浮球是活动部件,易被药剂中的杂质弄脏,浮球开关不起作用,导致药箱液面过低或者过高,液面不稳定,同时浮球开关只能感应液面变化,无法实时检测显示药箱实际液位高度,不能满足现场使用要求。
(3)系统控制功能单一
WR-103型加药机主机采用单片机控制器,采用集成主板,功能单一,无法实现加药时间、加药量的实时监控和加药历史数据实时查询,不能满足选矿厂自动化集成功能需求。
3 改造措施
3.1加药执行阀使用气动阀替代电磁阀
针对电磁阀在实际使用过程存在的诸多问题,使用新型氣动阀作为加药执行阀。气动阀阀门的阀芯与气缸活塞一体,阀门开启和关闭由气缸驱动来控制,使得阀门关闭时无泄漏,克服了药剂杂质和结垢对阀门开关的影响,维护量小;相对于电磁阀,气动阀具有可长时间高频率动作的优点,气动阀给药量范围较大,给药范围为3-20000ml/min,而电磁阀给药量范围为3-3000 ml/min,现选矿厂单点最高加药量为6000 ml/min,使用一台气动阀就可以满足要求,有利于解决目前药台空间有限的问题。
3.2药箱液面的自动控制
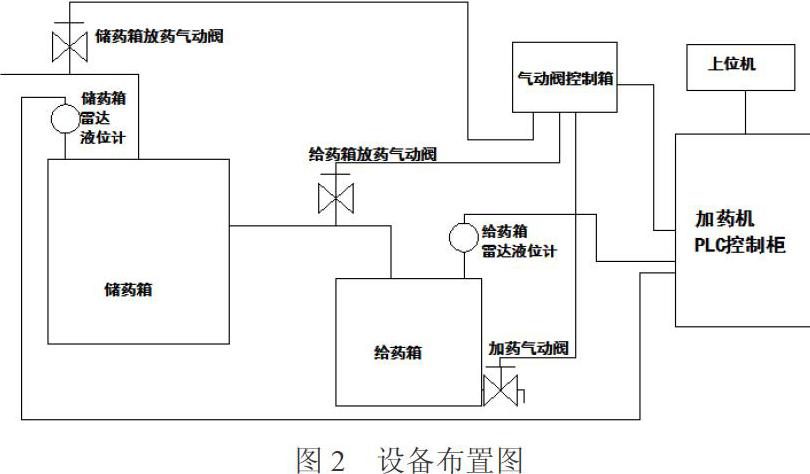
为了更好的保障给药箱内液面高度恒定,在给药箱前方增加储药箱,储药箱与给药箱之间管路上安装气动阀,并根据给药箱雷达液位计检测的液位值,自动控制气动阀,以确保给药箱液面恒定。设备布置图如图2所示。
3.3采用PLC实现加药机的自动控制
我国有色金属选矿厂的药剂添加经历了从人工手动加药、单板机控制自动加药到以PLC作为下位机、通过不同通讯方式、远程或就地自动控制加药的过程。而且,随着电子技术、检测仪表的发展,药剂的自动添加方式及使用的设备也在不断改进、提高,PLC系列自动加药技术已非常成熟,广泛应用于有色金属选矿、萃取和其它需要定量添加液体药剂的生产工艺过程。PLC型加药机自动控制系统可靠性高,并具备了扩展功能,可与上位机通讯连接,实现远程操作,具有调节记录、加药量统计和报表打印等功能,可进一步提高药剂添加的科学管理水平。
4功能实现及优化
4.1加药机组成
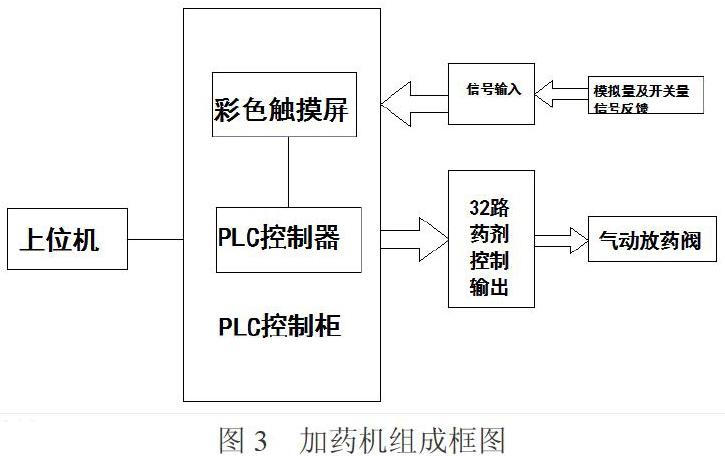
加药机组成:主要由上位机(组态软件及打印机),PLC控制柜(触摸屏及专用软件),雷达液位计,控制阀,气动放药阀等设备组成,加药机数据通过串口通讯协议上传至上位机,上位机安装于磨浮中控室。加药机组成框图如图3所示。
4.2控制原理
加药机系统执行机构为气动加药阀,安装在液位恒定的给药箱下部侧面的管嘴上,当控制阀动作时,加药阀开启,药液流出,根据管嘴出流原理,保持给药箱内液面高度恒定时,其流量是恒定的。药量流出的多少与气动加药阀阀容(每一次动作时的加药量)、加药周期相关,气动加药阀每一次动作的时间为0.5s~5.0s,由操作人员设定,每次加药量由阀门节流孔径决定,可以进行现场标定。加药周期是由设定的加药流量(单位ml/min)、动作时间和阀容决定,计算公式如下:
其中,T为气动阀加药周期,单位s;Q为设定的加药流量,单位为ml/min,q为阀容,单位为ml/次。每一个加药周期,气动阀按设定的动作时间导通,其余时间气动阀关闭。通过键盘将各点的加药量Q、阀容q以及气动阀动作时间的数值输入计算机,计算机将数值传输给PLC,PLC计算出各加药点加药周期后,输出定频变脉宽的控制信号,经驱动器控制加药阀的通、断电,实施各点的准确定量加药。
4.3功能优化
(1)通过雷达液位计实现了储药箱液位的实时监测,并由控制柜显示屏和上位机实时显示及报警;
(2)采用雷达液位计和气动放药阀实现了储药箱及给药箱液面的自动控制,保证了给药箱的液面稳定;
(3)为提高气动加药阀的可靠性,在给药箱前增加药剂过滤箱,防止杂质或药渣进入给药箱。可定期打开排污阀,清除箱内的药渣,清洗过滤网,减少气动加药阀阀芯的结垢及堵塞现象。
(4)实现调节记录、加药量统计和报表查询及打印等功能。
(5)自动加药系统数据通过串口通讯协议上传至磨浮中控室,中控室人员可实时对比浮选工艺指标情况及时下发指令,通知加药工进行药量标定或给药量调整,实现了工艺指令限量。
5结束语
该系统投入使用以来,运行稳定,加药阀由电磁阀为气动阀,彻底解决了电磁阀阀芯频繁卡堵、线圈频繁烧毁等问题,同时稳定了药箱液位,实现了药剂定量精准添加。药剂添加量在控制柜及上位机实时显示,根据生产实际情况及时调整加药量,提高了作业效率,可通过加药系统生成的调节记录、药量统计报表等数据与浮选工艺指标进行分析对比,规范药剂添加,提高精细化管理水平。
参考文献
[1]牛宏远,刘恒权.浮选自动加药控制系统的开发与应用[J].煤炭技术,2006,25(7):77-78.
[2]王丰雨,黄宋魏. 选矿厂自动加药系统的开发与应用[J].矿业工程,2006(6):42-44.
[3]李密,刘振兴,王军. 浮选自动加药系统设计与实现[J].自动化应用,2015(6):52-53,57.
[4] 张孝逐.浮选智能加药系统的设计与研究[D].中国矿业大学,2018.
