危险废物富氧侧吹熔池熔炼与回转窑焚烧处置工艺的对比分析
2020-11-23唐续龙
唐续龙
(中国恩菲工程技术有限公司, 北京 100038)
0 前言
危险废物主要产生于石油、化工、医疗、制药、冶炼等行业,具有毒性、易燃性、爆炸性、腐蚀性等特性,会对环境和人类健康造成潜在的严重危害[1]。一直以来,有机类危险废物主要采用回转窑焚烧(主要是顺流)的方式进行处置[2]。通过焚烧,危险废物可得到一定程度的无害化和减量化处理,但占原料比重约30%的底渣和飞灰依然属于危险废物,需要进一步处理(如水泥窑协同处置或稳定化/固化后填埋)[3]。另外,回转窑焚烧还存在处理能力小、烟气量大、燃烧效率低(二次燃烧室难以自热,需要补充燃料)、处理高热值和高盐物料时结渣严重从而影响作业率和炉寿命等问题[4-5]。为了彻底解决回转窑焚烧存在的各种问题,中国恩菲利用自身在冶炼和环保方面的经验,将富氧侧吹熔池熔炼技术引入到危险废物处置领域,通过气氛控制和高温熔融等技术手段,使危险废物在热解、气化和彻底燃烧的过程中,底渣通过熔融水碎的方式形成玻璃渣,达到彻底无害化的目的[6]。
本文从工艺流程、工艺参数、投资和运行成本等方面对处理危险废物的传统回转窑顺流焚烧工艺和富氧侧吹熔池熔炼新技术进行对比分析,以期为新建类似工程项目提供一定的参考借鉴。
1 工艺流程对比
危险废物回转窑焚烧工艺与富氧侧吹熔池熔炼工艺之间的根本区别在于焚烧阶段,前者采用回转窑+二次燃烧室的方法燃烧危险废物中的有机物,得到焚烧渣(危险废物)和焚烧烟气(1 100 ℃以上);后者采用熔池熔炼+二次燃烧室(炉膛+上升烟道)+渣水碎的方式热解燃烧危险废物中的有机物,并通过无机物熔融、重金属选择性还原得到水碎渣(一般固废)、粗品质合金和高温烟气(1 100~1 130 ℃)。两种工艺的烟气净化工艺都包括余热回收、脱硝、烟气急冷、脱酸、再热等工序,并无本质上的区别。
1.1 回转窑焚烧工艺
采用回转窑焚烧处置危险废物的主体工艺流程如图1所示。固态/半固态危险废物经破碎、配伍后通过吊车、链板输送机输送至回转窑内焚烧;液态危险废物通过泵送至回转窑或者二次燃烧室内焚烧;焚烧烟气经二次燃烧、余热锅炉回收余热、急冷、脱酸、净化后达标排放;焚烧渣和飞灰外委给有资质的填埋场进行填埋或者委托有危废处置资质的水泥窑进行协同处置。

图1 危险废物回转窑焚烧处置工艺流程
1.2 富氧侧吹熔池熔炼工艺
采用富氧侧吹熔池熔炼工艺处置危险废物的主体工艺流程如图2所示。固态/半固态危险废物经破碎后在危废储坑缓存,经吊车简单抓配混匀,然后通过吊车、进料斗、铰刀给料机和无轴螺旋给料器从侧吹炉进料口加入炉内,熔剂等其他物料通过定量给料机、胶带输送机等设备加入侧吹炉内。液态危险废物在灌区存储,用泵定量送进熔池内或者炉膛内焚烧。入炉原料中的有机废物在高温环境下迅速干燥、热解、燃烧,烟气经炉膛和锅炉上升段二次燃烧后回收余热,最后经烟气净化系统处理后达标排放。锅炉灰返回侧吹炉,布袋灰外委处置。有机废物中的灰分和熔剂在高温环境下熔融造渣,通过设置在端墙的排放口排出,经水碎后外售。

图2 危险废物富氧侧吹熔池熔炼处置工艺流程
2 技术指标对比
以处理规模200 t/d、每年工作300 d、每天24 h连续作业的工程为例,其危险废物的平均低发热值为3 500 kcal/kg。采用上述两种工艺对危险废物进行处置,通过物料平衡和热平衡计算,可以得到回转窑焚烧工艺和富氧侧吹熔池熔炼工艺的主要技术指标,见表1。
由表1可以看出,对于200 t/d及以上的处理规模,富氧侧吹熔池熔炼工艺只需要1套系统就可满足生产要求,而回转窑焚烧工艺受回转窑处理能力的制约,单台套处理能力目前最大为150 t/d,超过此规模则需配置多台套系统,增加了投资和运行成本。对200 t/d的处理规模而言,富氧侧吹熔池熔炼工艺的锅炉出口烟气量为38 286 Nm3/h,回转窑焚烧工艺的锅炉出口总烟气量为64 922 Nm3/h(单台烟气量为32 461 Nm3/h),前者的烟气量约为后者的60%,大幅度降低了烟气净化系统的投资和运行成本。
3 投资和运行成本对比
目前危险废物回转窑焚烧系统设备单位投资成本约40万元/(t·d-1),处理规模为200 t/d时,设备总投资约8 000万元。富氧侧吹熔池熔炼工艺的主体设备包括富氧侧吹炉、余热锅炉、氧气站、烟气净化系统等,对于200 t/d的处理规模,设备总投资约为9 000万元。就设备投资而言,富氧侧吹熔池熔炼工艺比回转窑焚烧工艺高出约1 000万元,则单位投资增加5万元/(t·d-1)。
在原料种类一致的前提下,回转窑焚烧工艺和富氧侧吹熔池熔炼工艺所消耗的物料(消石灰、活性炭等)和人工定员差别较小,但耗电量差别较大。为此,以回转窑焚烧工艺为基准,考察富氧侧吹熔池熔炼工艺各耗电系统所增加(为正)或者降低(为负)的用电功率,见表2。
由表2可以看出,因为制氧站等因素,富氧侧吹熔池熔炼工艺的用电功率比回转窑焚烧工艺高出2 110.49 kW,但考虑到该工艺多产出的蒸汽可以发电减扣,故富氧侧吹熔池熔炼工艺的有效用电功率比回转窑焚烧工艺低443.33 kW。综合考虑用电成本、设备折旧和窑渣处置成本,相比回转窑焚烧工艺,富氧侧吹熔池熔炼工艺每年可节约成本5 095.78万元,相当于吨物料处置成本降低约849.3元(5 095.78×104÷300÷200),经济效益显著。

表1 危险废物回转窑焚烧与富氧侧吹熔池熔炼处置的主要技术指标对比
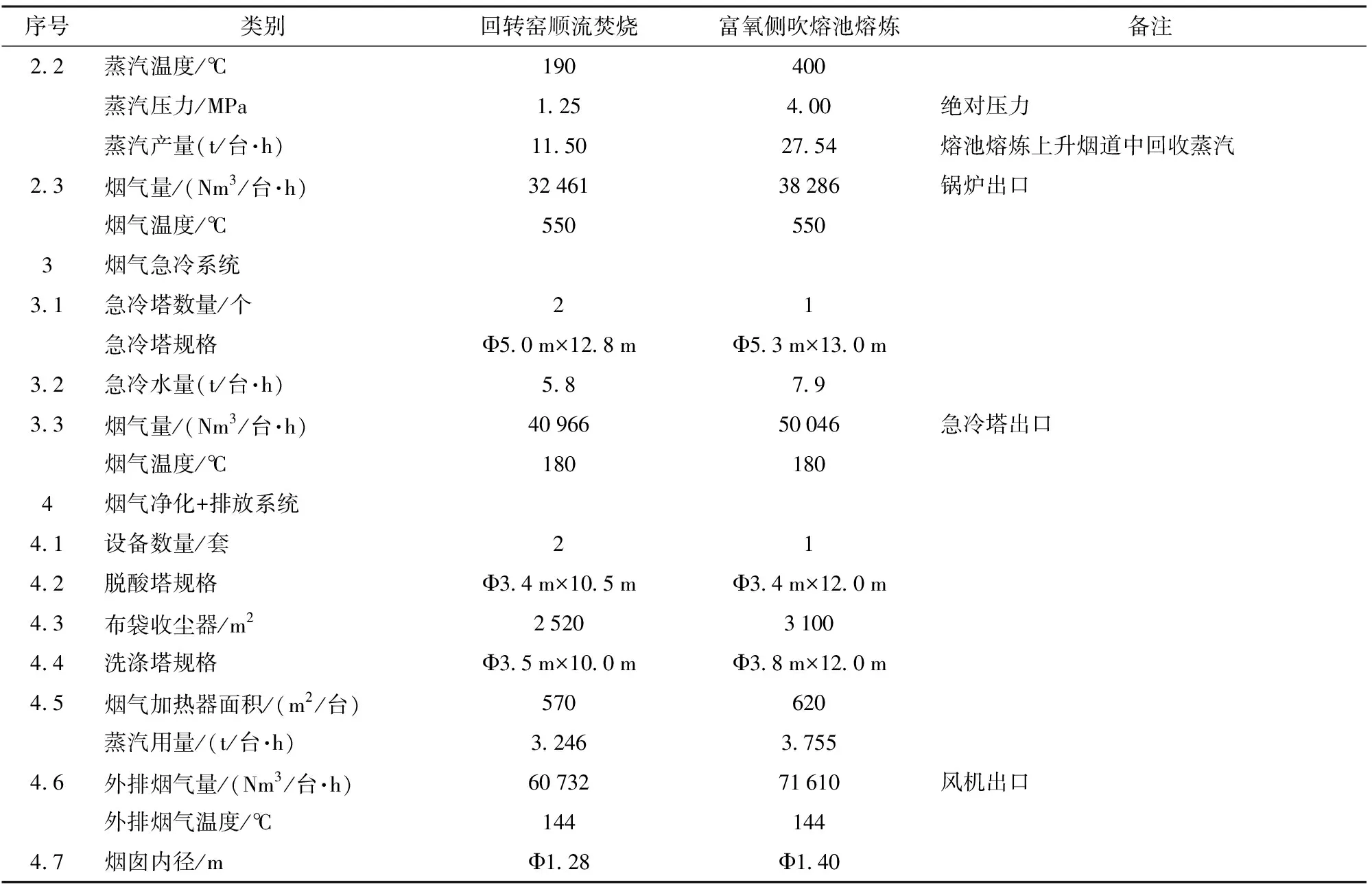
续表1

表2 危险废物回转窑焚烧与富氧侧吹熔池熔炼处置的成本对比
4 结论
本文系统地从工艺流程、技术指标、投资和运行成本等方面对处置危险废物的两种工艺——回转窑焚烧工艺和富氧侧吹熔池熔炼工艺进行了比较研究,得出以下结论:
1)危险废物回转窑焚烧与富氧侧吹熔池熔炼处置工艺的根本区别在于焚烧阶段;二者的烟气净化工艺基本相同。
2)富氧侧吹熔池熔炼工艺的余热锅炉出口烟气量约为回转窑焚烧工艺的60%,可以降低烟气净化系统的投资和运行成本。
3)相比于回转窑焚烧工艺,虽然富氧侧吹熔池熔炼工艺的单位设备投资高出约5万元/(t·d-1),但是综合考虑用电成本、设备折旧和窑渣处置成本,其单位处置成本降低约849.3元/t。